Conceptos básicos de diseño de herramientas de prensa: Proceso de estampado de chapa
La herramienta de prensa ( comúnmente conocida como troquel/ troqueles) es un conjunto de troquel, punzón, placa perforadora, placa posterior perforadora, placa peladora, etc. para producir componentes de chapa metálica / piezas estampadas a partir de la chapa metálica plana.
Para más información sobre herramientas de prensa: estampado de chapa.html
Terminología de trabajo de la prensa
Antes de diseñar la herramienta de prensa de proceso de estampado de chapa metálica, es necesario comprender la configuración y los componentes de la herramienta de prensa. La herramienta de prensa consta de Punzones, Troqueles, Placa Perforadora, Placa de respaldo, Pelador, eyectores, muchos más componentes. Para comprender mejor los componentes principales de la prensa y las matrices, solo eche un vistazo a la figura dada.
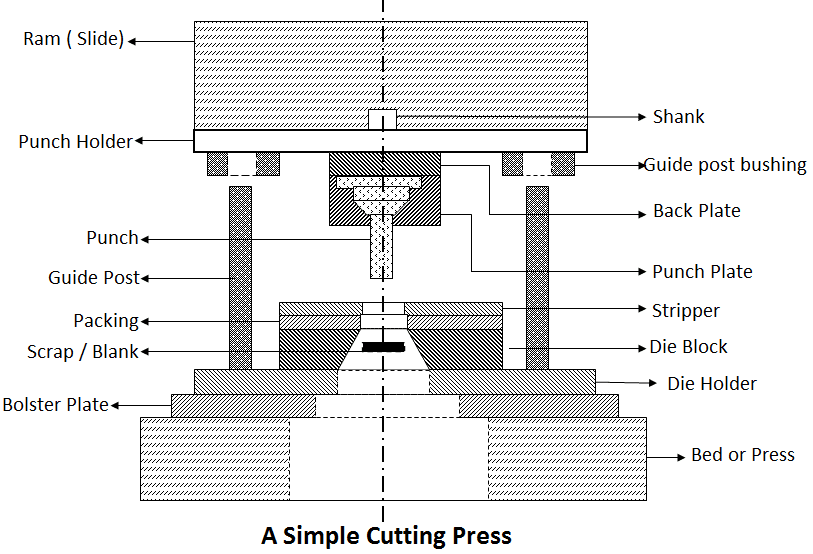
Ram (Deslizante): Componente móvil de la prensa que transfiere la fuerza mecánica o hidráulica del volante de inercia /sistema hidráulico a la herramienta de prensa para el estampado de chapa metálica.
Vástago: El vástago se utiliza como parte para instalar el troquel superior en el portaobjetos de la máquina de prensado.
Soporte para punzones (Zapata superior): Esta es la parte superior del juego de troqueles que contiene empuje de poste guía. Toda la sección superior (generalmente contiene punzón, placa perforadora) del juego de troqueles está montada en la zapata superior.
Soporte de Troquel (Zapata inferior) : Esta es la parte inferior del juego de troqueles que contiene el hito. Toda la sección inferior ( generalmente contiene troquel, pelador) del juego de troqueles está montada en la zapata superior.
Placa de respaldo: La placa de respaldo se coloca de manera que la intensidad de presión no se vuelva excesiva en el soporte del punzón. También se llama Placa posterior de perforación y Placa de presión.
Placa perforadora: La función de la placa perforadora es mantener el punzón en su posición relativa adecuada. La placa perforadora se ajusta estrechamente sobre el cuerpo del punzón. También se llama retenedor de punzón.
Punzón: Este es el componente principal del conjunto de troqueles, que se mueve directa o indirectamente por el ram o la corredera de la prensa. El punzón y el troquel actúan juntos para hacer una pieza estampada.
Cama: La cama es la parte inferior del bastidor de la prensa que sirve de mesa a la que se monta una placa de refuerzo.
Placa de refuerzo: Se trata de una placa gruesa sujeta a la cama que se utiliza para apoyar & la ubicación del juego de troqueles.
Matriz: La matriz es una parte femenina del bloque de matriz/herramienta de prensa para producir el trabajo dado en una prensa. El troquel y el punzón trabajan juntos para hacer el producto de forma deseado.
Stripper: Un separador se utiliza para quitar la tira de metal de un punzón o troquel.
Poste guía & Buje de poste de guía: Este dos componentes de la herramienta de prensa guía el juego de troqueles para mantener la alineación durante la operación. Lubricados y posicionados adecuadamente, mejoran el funcionamiento de la herramienta y contribuyen a producir productos de calidad. Esto también se llama conjunto de matrices de pilares.
Altura de cierre: La distancia entre la parte superior de la cama y la parte inferior de la corredera, con su carrera hacia abajo y su ajuste hacia arriba.
Carrera: La distancia de movimiento del ariete desde su posición hacia arriba hasta su posición hacia abajo. Generalmente es constante para prensas mecánicas, pero variable para prensas hidráulicas.
Componentes de herramientas de prensa para estampado de metal
Los componentes de herramientas de prensa se pueden dividir en las siguientes categorías:
- Componentes estructurales
- Componentes de trabajo
- Componentes de guía o Ubicación
- Componentes de pelado
- Componentes de sujeción
- Componentes de alimentación
Componentes estructurales
Componentes de herramientas de prensa que mantienen los componentes de trabajo entre sí y la prensa. Como zapato superior, zapato inferior, caña.
Componentes de trabajo
Componentes que realmente participan en la formación de la pieza estampada de forma deseada. Como Punch & Die.
Componentes de guía o ubicación
Los componentes de guía mantienen una alineación precisa de la zapata superior con la zapata inferior durante la operación. Los juegos de postes de guía y pasadores son ejemplos de componentes de guía.
Componentes de pelado
componentes que eliminan o pelan piezas en bruto y chatarra del punzón o la matriz cuando finaliza la operación. Como Stripper, pasadores de empuje, Eyectores, Knockouts.
Componentes de fijación
Los componentes de fijación mantienen unidas todas las partes de la herramienta de prensa como una unidad. Como Placa Perforadora, Bloque de troqueles, Todos Los Sujetadores.
Componentes de alimentación
Los componentes de alimentación alimentan la chapa en blanco o metálica a la estación de estampado. Estos componentes ayudan a aumentar la tasa de producción.
El requisito de Diseño de la herramienta de prensa
Al diseñar una herramienta de prensa y seleccionar la prensa para un trabajo determinado, se deben considerar los siguientes factores :
- > Espesor del componente
- requisito de Potencia
- Tipo de operación a ser realizada
- No. de operaciones a realizar
- Tamaño total del trabajo
- Velocidad de operación.
El diseño de la herramienta de prensa debe adaptarse al tipo de producción, es decir, producción en masa, lote pequeño o lote grande. Las herramientas de prensa deben cumplir los siguientes requisitos:
- Las herramientas de prensa deben garantizar la salida requerida, operación segura & fácil mantenimiento.
- Las herramientas de prensa deben diseñarse de tal manera que se utilicen posibles componentes estándar para la fabricación de productos.
- Las herramientas de prensa deben diseñarse para aprovechar al máximo el material y la mano de obra.
- Las partes de trabajo de las herramientas de prensa deben ser resistentes y duraderas y reemplazables cuando se desgasten.
- La precisión dimensional y el acabado de la superficie deben estar dentro de las tolerancias.
Diseño de herramientas de prensa
El proceso de estampado de chapa es un proceso de fabricación muy rápido y preciso. Pero qué pasa si la herramienta de prensa no funciona de manera eficiente o se necesitan muchas más operaciones para producir piezas estampadas. Por lo tanto, es muy importante diseñar herramientas de prensa económicas y que ahorren tiempo.
Pasos para diseñar cualquier herramienta de prensa de estampado de chapa metálica o troquel.
- Cálculo de la fuerza requerida ( tonelaje de la prensa)
- Selección de la prensa
- Determinación de la altura de cierre de la herramienta
- cálculo del grosor y los márgenes de la matriz ( sección transversal mínima)
- Diseño de tiras de dibujo y comparación de la utilización del material
- Diseño de elementos de ubicación
- Selección de hardware
- Plano de matriz de dibujo ( Juegos de pilares, altura de punzón y montaje)
- Identificar el centro de presión y verificar la eliminación de desechos
- Detalles de dibujo
¿Qué es el diseño de tira?
La economía de materiales es muy importante en el proceso de estampado de chapa metálica. Dado que el blanking es la primera operación, la economía de la materia prima puede verse afectada por el uso del diseño de tiras más económico que puede dar la mayor utilización del material. En general, los diseñadores de herramientas de prensa dibujan al menos cinco diseños de tiras para calcular y comparan su utilización del material antes de diseñar la herramienta de prensa.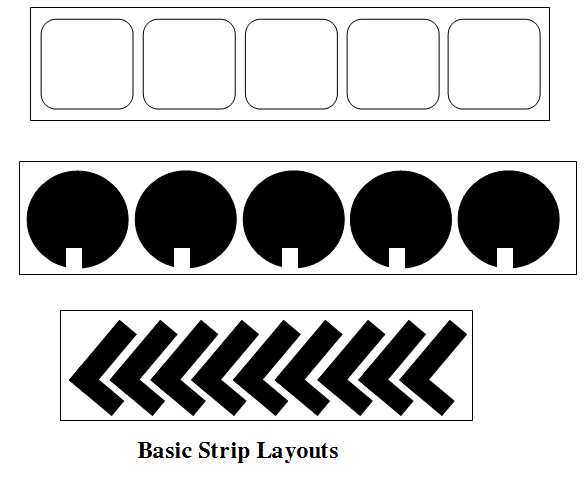
El troquelado para troquelado de troquelado en forma de letras L, T o U puede producirse económicamente mediante troquelado invertido, como se muestra en la imagen siguiente. 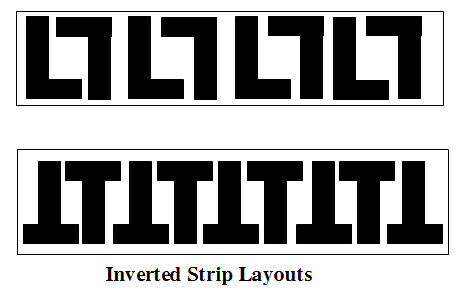
La utilización del material para la disposición de banda puede calcularse a partir de la siguiente fórmula–

O

Teoría del proceso de estampado de herramientas de prensa
Las operaciones de corte de chapa en un trabajo de estampado son un proceso de corte. A medida que el punzón toca la chapa y viaja hacia abajo, empuja el material hacia la abertura de la matriz. El material se somete a esfuerzos de compresión y tracción. Estas tensiones serán más altas en los bordes de la matriz y el punzón, y el material se estresará más allá de su límite elástico y comenzará a agrietarse allí.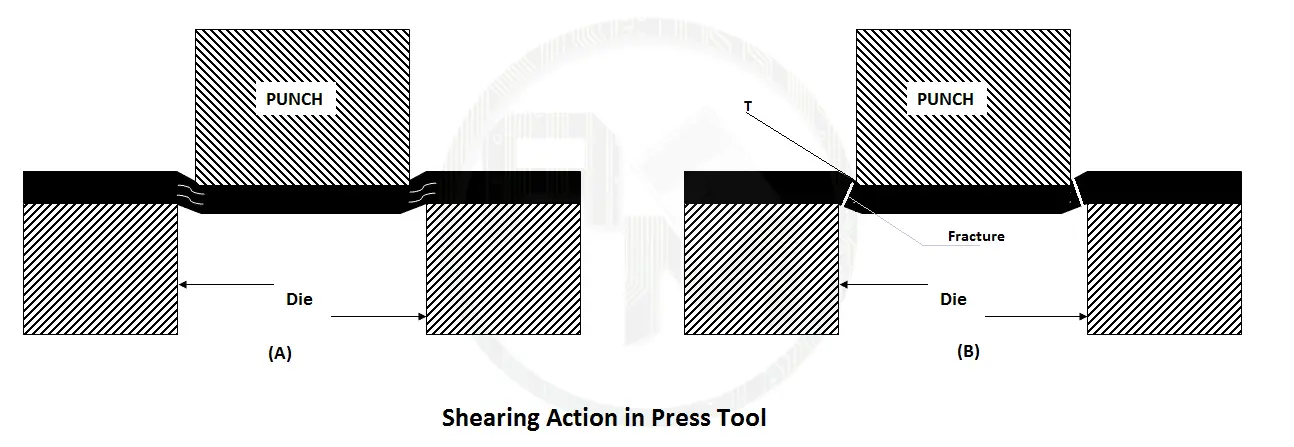
3 Pasos de corte o fractura en operaciones de corte de chapa metálica.
- Enfatizar el material más allá de su límite elástico.
- Deformación plástica debida a reducción de área
- la fractura comienza en un área reducida.
Disposición de las fuerzas
Las fuerzas desarrolladas en la operación de corte están representadas por un triángulo, como se muestra en la figura que figura a continuación. La fuerza de corte vertical y la fuerza lateral horizontal están representadas por V y H, respectivamente. La fuerza resultante está representada por R.
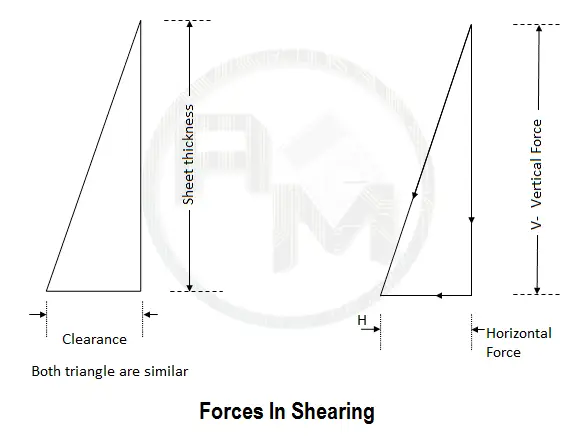
Fuerza vertical
El valor del componente Vertical V depende del área a cortar y de la resistencia al corte del material a cortar. El área de corte es un múltiplo de la longitud de corte y el grosor de la lámina.
Fuerza horizontal
El valor de la fuerza horizontal o lateral H depende de la holgura de la matriz. La fuerza horizontal se puede indicar en términos de porcentaje de fuerza vertical. Este porcentaje es el mismo que el porcentaje de holgura de la matriz.
Para un corte/corte perfecto de chapa metálica, el espacio libre debe estar en la cantidad adecuada.
¿Qué es la Holgura de la herramienta de prensa?
La cantidad de espacio entre el filo de corte del punzón y el filo de troquelado se conoce como espacio libre. Para una mejor comprensión, “El espacio libre es la cantidad de espacio adicional requerido en el orificio de la matriz para permitir que el punzón pase para perforar un orificio en el material”.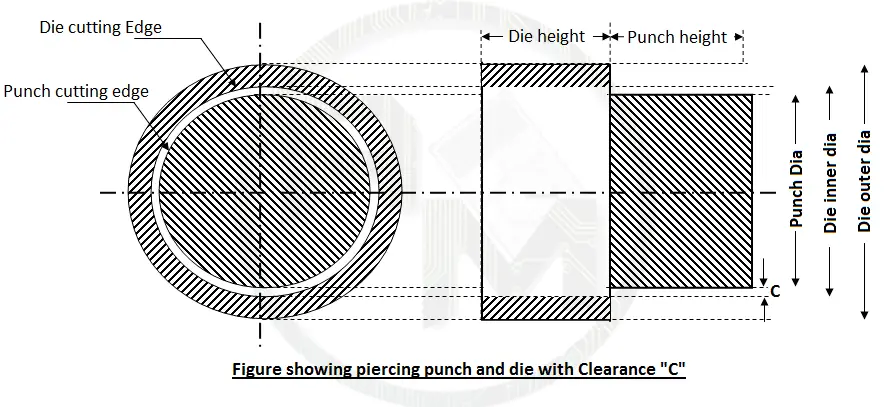
Importancia de la holgura adecuada de la herramienta de prensa
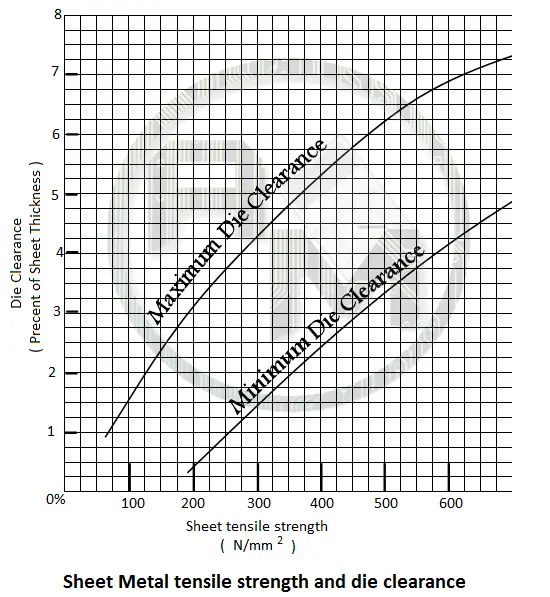
La holgura tiene un papel importante en todas las operaciones de corte y conformado. La holgura de la matriz depende del material de trabajo, varía de dos a diez por ciento del grosor de la hoja de trabajo. El material dúctil debe tener menos espacio libre para la matriz, de lo contrario, el material blando se introduciría en el espacio y el material más duro necesita más espacio libre para la matriz para una buena acción de corte.
La holgura excesiva causa más rebabas en la hoja esquilada, mientras que una menor holgura reduce las rebabas, pero también daña los bordes de la matriz y el punzón. Esto resulta en un afilado frecuente de la matriz y el punzón y disminuye la vida útil de la herramienta de prensa.
La gama de espacios libres de troqueles para diversos materiales para trabajos de estampado:
Tenga en cuenta que los espacios libres de troqueles se especifican en el porcentaje de grosor de la hoja. Para un perfil de corte estrecho, habría un espacio libre entre el troquel y el punzón en todo el perfil.
Holgura de la matriz para los distintos materiales

Nota: no es posible conseguir las tolerancias de holgura de la matriz de componentes por lo que es necesario realizar un adicional de afeitar operación para trabajos de alta precisión.
Juego de troqueles para herramienta de punzonado
El orificio perforado en la hoja es cónico, con una abertura mínima igual al tamaño del punzón. El tamaño máximo del orificio en la parte inferior de la lámina depende del ancho de la abertura de la matriz. Como el tamaño mínimo es importante en la perforación/perforación, el punzón se hace igual al tamaño del orificio.
La holgura de la matriz en el troquelado es mayor que el tamaño indicado en el dibujo del componente.
Por ejemplo
Perforar un agujero de ∅ 20 mm de chapa MS de 2 mm de espesor.
El diámetro del punzón será el mismo que el tamaño del orificio, es decir, 20 mm.
Espacio libre del troquel al 2,5% del grosor de la hoja = 2,0 x 0,025
⇒ 0,05 a cada lado
⇒ Diámetro interior del troquel = 20 + 2 x 0,05 = 2 20,10 mm
Espacio libre del troquel para la herramienta de prensa 5109>
La hoja de perfil en blanco también es cónica, con tamaño mínimo en la parte inferior y máximo en la parte superior. El tamaño máximo del orificio en la parte inferior de la lámina depende de la abertura de la matriz. Como el tamaño mínimo es importante en la perforación/perforación, el punzón se hace igual al tamaño del orificio.
Las dimensiones máximas de los espacios en blanco no deben exceder los tamaños indicados en el dibujo de componentes. Así, en la supresión del troquel de corte se hace igual a la de morir perfil agujero y el punzón debe ser menor en cada lado por el despacho de tamaño.
Por ejemplo:
Supresión de una de ∅ 20 mm blanco de chapa de 2 mm de espesor MS hoja.
El diámetro del troquel será el mismo que el tamaño del orificio, es decir, 20 mm.
espacio libre al 2,5% del grosor de la hoja = 2,0 x 0,025
⇒ 0,05 cada lado
⇒ Tamaño del punzón = 20-2 x 0,05 = ∅ 19,90 mm
Nota: ¿Cuál es la diferencia entre las herramientas de punzonado y de corte ?
Ans: Las herramientas de troquelado y punzonado son similares, sin embargo, la pieza de trabajo en la herramienta de troquelado se llama en blanco y se usa en operaciones posteriores, mientras que en la herramienta de punzonado la pieza que cae a través de la matriz es chatarra.
Principios de las herramientas de plegado
El proceso de plegado cambia la forma de una pieza en bruto plana para hacerla angular, curva o ambas sin mucho cambio en su grosor.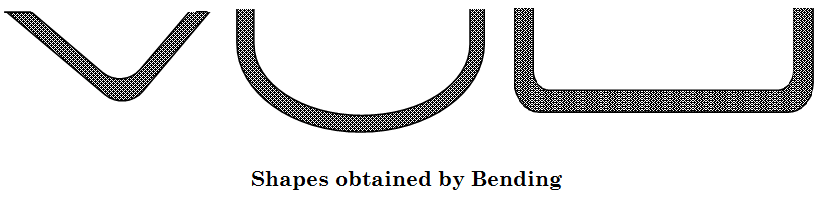 Es un proceso muy común para cambiar hojas y placas en canales, tanques de tambores, etc. Durante la operación de flexión, la superficie exterior del material está en tensión y la superficie interior está en compresión. La deformación en el material doblado aumenta con un radio de curvatura decreciente.
Es un proceso muy común para cambiar hojas y placas en canales, tanques de tambores, etc. Durante la operación de flexión, la superficie exterior del material está en tensión y la superficie interior está en compresión. La deformación en el material doblado aumenta con un radio de curvatura decreciente.
Radio de curvatura
El radio mínimo al que se puede doblar una pieza en bruto sin agrietarse depende del material y su dureza. El radio interior mínimo también depende de la dirección de rodadura. Las tiras deben cortarse de tal manera que las líneas de curvatura se encuentren en ángulo recto con respecto a la dirección del grano.
Una hoja es más vulnerable a agrietarse en curvas en la dirección del grano. Por lo tanto, el radio mínimo de agrietamiento a través del grano es aproximadamente cuatro veces el radio mínimo de curvatura a lo largo de la dirección del grano. Por lo general, la dirección de los granos es paralela al lado más largo de la lámina completa sin cortar.
Radios mínimos para doblar diversos materiales junto con las direcciones de grano.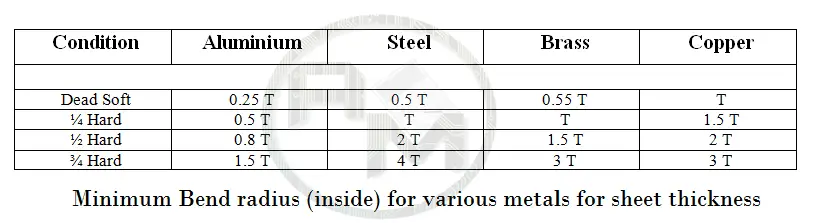
Donde T = Espesor del material
Tolerancia de curvatura
Cuando la hoja de metal doblada o doblada, el metal alrededor de la curvatura se deforma y se estira. A medida que esto sucede, gana una pequeña cantidad de longitud total en la parte estampada. El margen de curvatura se define como la longitud añadida a las longitudes reales de las patas de la pieza para desarrollar un patrón plano.
La longitud de la pierna es la longitud de la brida que está fuera del radio de curvatura.
Tamaño de la pieza en blanco o longitud desarrollada
Es un principio de estampado necesario para calcular la longitud de la pieza en blanco antes de doblar porque un componente generalmente se bloquea antes de doblar.
Durante la flexión, las capas metálicas adyacentes al radio interior se comprimen mientras que las capas metálicas adyacentes al radio exterior se estiran. Algunas capas de lámina no se comprimen ni se estiran durante una operación de flexión llamada Plano Neutro.
Nota: El plano neutro se encuentra a lo largo del centro del grosor de la hoja para un radio de más del doble de grosor. Para radios inferiores al doble del espesor de la chapa, aproximadamente un tercio del espesor de la superficie del radio interior de la curva.
Al calcular la longitud en blanco o la longitud desarrollada, se debe considerar el desplazamiento del plano neutro. 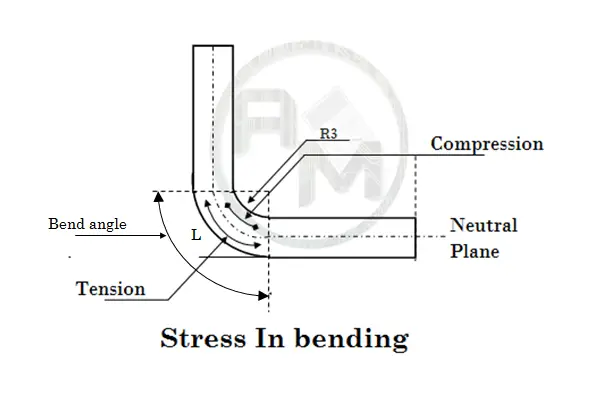 La longitud desarrollada debe calcularse a lo largo del plano neutro siguiendo la fórmula siguiente.
La longitud desarrollada debe calcularse a lo largo del plano neutro siguiendo la fórmula siguiente.


T = Grosor de la hoja
R = Radio de curvatura interior
L = Longitud desarrollada
A = Ángulo de curvatura en grado
Ejemplo: Calcule la longitud desarrollada o la longitud en blanco para los siguientes componentes.
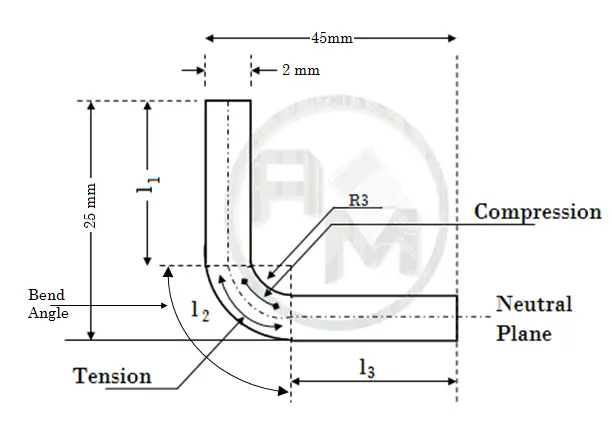
Solución: La longitud desarrollada del componente tiene dos partes rectas l1 ‘ l2 y parte curva l3.
Dado:
radio Interior : 3 mm
espesor de la Hoja de : 2 mm
So
l1 = 25 – ( Grosor de la hoja + Radio interior ) =25 – 5 =20 mm
l3 = 45 – ( Grosor de la hoja + Radio interior ) =45 – 5 =40 mm
Como el radio interior de la curva es inferior a 4 ( el doble del grosor de la hoja )
l2 = 
= (π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
Ahora Longitud total desarrollada
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
Diseño asistido por ordenador de herramientas de prensa
Debido a la creciente demanda de herramientas de prensa, un sistema CAD/CAM compacto y práctico para el diseño de herramientas de prensa puede automatizar las siguientes funciones:
- Comprobación del dibujo de la pieza de trabajo para la viabilidad de la fabricación de las herramientas de prensa de proceso de estampado de chapa metálica.
- Encontrar el tamaño en blanco para operaciones de doblado, conformado o trefilado.
- Selección de los tipos de herramientas de prensa a utilizar.
- Cálculo de la utilización del material, la inclinación, los márgenes y el ángulo de orientación.
- Decidir la disposición de los punzones y el centro del vástago.
- Cálculo de las fuerzas de corte y el tamaño de la matriz, el pelador, los tornillos, los tacos, etc.
- Seleccionar la máquina de prensado y el juego de troqueles.
- Dibujo de montaje y dibujos de detalle.
El diseño de herramientas de prensa asistido por computadora incluye varios módulos como el módulo de comprobación de piezas de trabajo, el módulo de tamaño en blanco de longitud desarrollada, el módulo de anidamiento, el módulo de diseño de tiras y el módulo de diseño de matrices. El módulo de verificación de diseño descubre el centro de presión, el tonelaje requerido, la fuerza de extracción, las dimensiones de los punzones, las matrices, el pelador, el pelador y las placas de punzonado, No. de tornillos, pasadores, resortes y pasadores desmontables.
El módulo de diseño crea el dibujo de montaje con muchas capas para varios elementos de herramientas de prensa, como bloque de troqueles, placa de troqueles, perforadora, placa perforadora, pelador, placa peladora, eyector, etc.
Leave a Reply