Odjehlovací zařízení
kontaktujte společnosti
Vyplňte prosím následující formulář a odešlete žádost o cenovou nabídku kterékoli z následujících společností uvedených na
nechte svou společnost uvést na této stránce napájení
Úvod
tento článek vám poskytuje kompletní průvodce procesem odstraňování otřepů a odhrotovacích strojů. Dozvíte se o:
- co je odstraňování otřepů?
- význam odhrotování
- různé typy otřepů
- typy procesů odhrotování
- a mnohem více…

Kapitola 1: Co je odstraňování otřepů?
odjehlování je sekundární operace obráběcího procesu, která zvyšuje konečnou kvalitu produktu odstraněním zvýšených hran a nežádoucích kusů materiálu, známých jako otřepy, které zůstaly při počátečních obráběcích procesech. Otřepy jsou vytvořeny ze stříhání, ohýbání, řezání, propíchnutí a stlačování materiálů. Ty jsou většinou vidět na měkkých a tvárných materiálech. Odhrotovací stroje se používají k odstranění otřepů mechanickými, elektrochemickými a tepelnými metodami.

při použití střižných nebo ohýbacích sil až do selhání je materiál vystaven plastické deformaci. Oblasti podél okrajů se ohýbají, protahují a vytlačují. Tato prodloužení a vytlačování se objevují na řezných hranách, zejména na vstupu, stranách a výstupu nástroje. Tvorba a velikost otřepů je obtížné předvídat a kvantifikovat. Účinnost odstraňování otřepů je tedy vysoce empirická a je založena na několika výrobních zkouškách, než je výrobci zdokonalili.
jak již bylo zmíněno, odjehlování lze provádět různými způsoby. Většina těchto procesů je “globální”, což ovlivňuje celý produkt. Místo použití pro globální nebo obecné odstraňování otřepů nelze kontrolovat. Procesy odstraňování otřepů mohou ovlivnit konečnou kvalitu produktu změnou konečných rozměrů a kontaminací povrchu chemickými a abrazivními zbytky. Proto musí být procesy odstraňování otřepů pečlivě vybírány a kontrolovány, aby se zabránilo jakékoli změně požadovaných vlastností produktu.
náklady spojené s odjehlovacími procesy jsou asi 30% výrobních nákladů na vysoce přesné díly používané v leteckých aplikacích. V automobilových aplikacích stojí odhrotování asi 15 až 20% výrobních nákladů. Tento nárůst výrobních nákladů je významný vzhledem k tomu, že odstraňování otřepů nepřidává výrobku vnitřní hodnotu.
Kapitola 2: Význam odjehlování
vzhledem k obtížím a souvisejícím nákladům je odjehlování stále nedílnou součástí výrobního procesu z následujících důvodů:
- otřepy zabraňují správnému uložení a montáži dílů
- části jsou náchylné k únavě a prasklinám v důsledku otřepů působících jako místa zahájení poruchy
- koroze se snadno vyvíjí na štěrbinách a otřepech
- otřepy způsobují bezpečnostní rizika pro pracovníky a koncové uživatele
- otřepy snižují estetickou kvalitu součásti

kvalita hran má významný dopad na formu, výkon a životnost produktu. Otřepy a vyvýšené hrany si vybírají daň na správném uložení a montáži součástí stroje. Ty jsou rozhodující pro přesné komponenty používané v leteckém, automobilovém a elektronickém průmyslu. Kromě správného uložení, párování částí, jako jsou ozubená kola, válečky, a jiné kluzné plochy, otřepy mohou narážet a poškodit součásti.
výrobky s otřepy mají výrazně sníženou únavovou životnost ve srovnání s částmi bez otřepů. Obráběcí procesy vytvářejí zbytková napětí v důsledku pracovního kalení podél ostříhaných a ohnutých hran. Ty způsobují změny mechanických vlastností v těchto oblastech. Otvory, štěrbiny a zářezy jsou funkce, kde se stres koncentruje. Protože otřepy mají nepravidelnější profil a jsou obvykle umístěny na nejvzdálenějších okrajích těchto prvků, otřepy mohou působit jako místa zahájení trhlin.
tepelné a převrácené otřepy vytvářejí štěrbiny, které podporují lokalizovanou korozi. Voda, elektrolyty a další korozivní materiál se mohou hromadit a stagnovat ve štěrbinách. Koroze může také nastat, když není povlak správně aplikován. Vyvýšené plochy na povrchu dílu mohou mít tenčí povlaky ve srovnání s propláchnutými povrchy.
otřepy jsou také bezpečnostními riziky, protože ostré hrany mohou proniknout tlakovými vedeními a elektrickými kabely. Může dojít také k poškození obsluhy otřepaných hran. Ostré hrany jsou obvykle zkosené nebo radiované, aby se zabránilo nežádoucím řezům na personálu a vybavení.
nejlepší způsob, jak zabránit tvorbě otřepů, je výměna obrobku za méně tvárný materiál. Použití méně tvárného materiálu způsobuje, že nežádoucí části se odštěpí nebo oddělí od hlavní části. Většinou to však není možnost, zejména pro aplikace s přísnými požadavky na materiál. Při obrábění tvárných materiálů je tvorba otřepů téměř nevyhnutelná. Z tohoto důvodu se nekonvenční metody, jako je chemické leptání a laserové obrábění, stávají žádoucími možnostmi. Tyto procesy však mají svá omezení na omezenou tloušťku obrobku a vysoké investiční náklady.
srovnání s omílání a dokončovací
dokončovací práce, odjehlování a omílání jsou pojmy používané v sekundárních obráběcích operacích. Povrchová úprava je široký pojem, který se skládá z operací, jako je odjehlování, tryskání, leštění, broušení, lakování, pokovování a tak dále. Odstraňování otřepů je typ povrchové úpravy pro odstranění otřepů, nepravidelných hran a záblesků. Jedním ze způsobů odstraňování otřepů je mechanické zařízení. Mechanické Odhrotovací stroje vytvářejí oděru dodávanou abrazivním médiem umístěným společně s částí uvnitř komory. Komora je rozrušená vibracemi nebo omílání. Omílání je tedy proces odstraňování otřepů, který používá abrazivní média a otáčení Komory, známé jako hlaveň, k oškrábání otřepů dílů.
nechte svou společnost uvést níže
přední výrobci a dodavatelé
Kapitola 3: různé typy otřepů
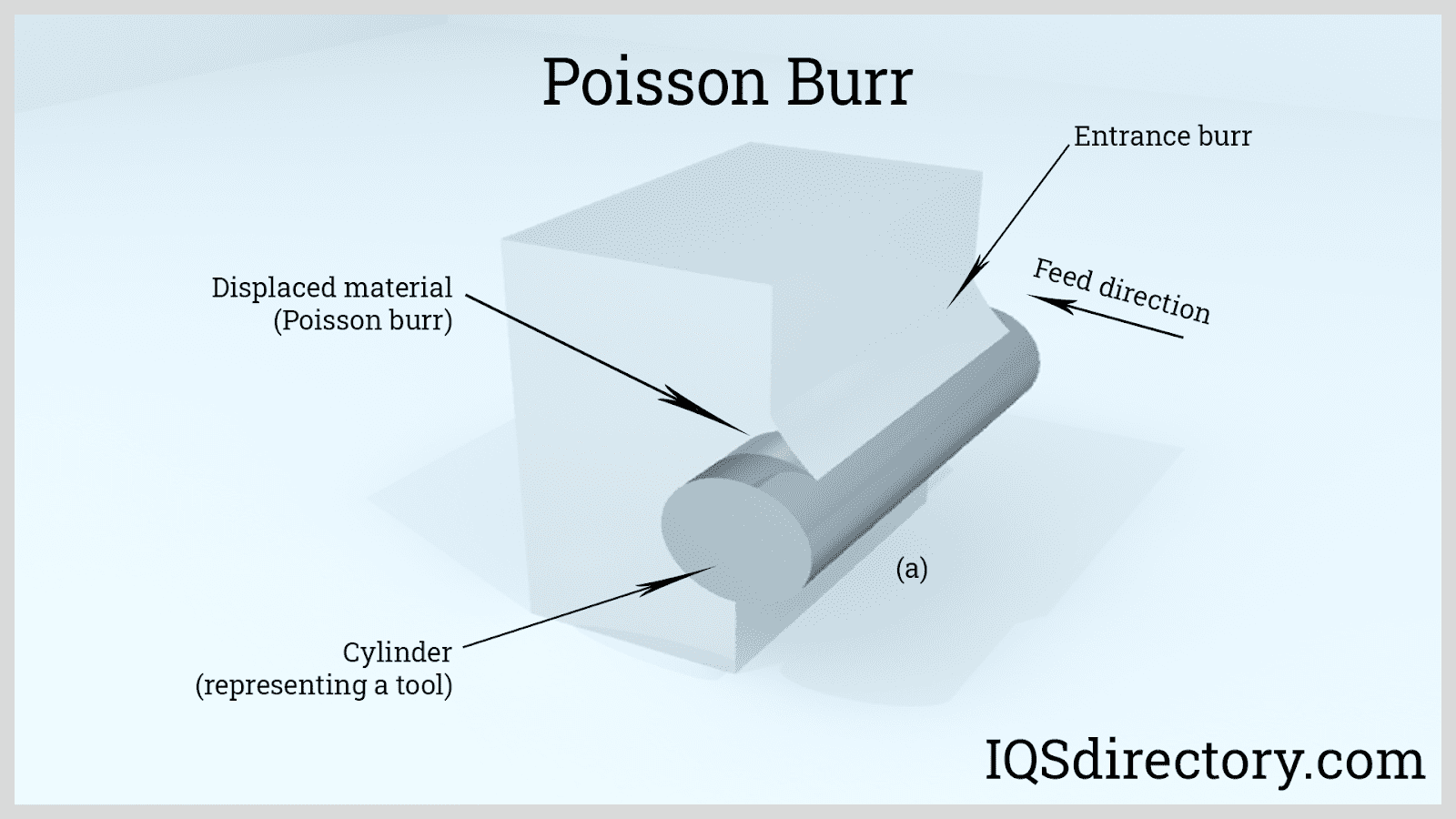
kromě klasifikace otřepů podle směru řezání lze otřepy klasifikovat také podle jejich mechanismu tvorby. Existují čtyři typy, jmenovitě: Poisson, převrácení, roztržení a odříznutí otřepů.
-
Poisson Burr:
“Poisson” pochází z pojmu Poissonův efekt, což znamená rozšíření směrů kolmých na aplikaci napětí. Vyvíjení tlakových sil na materiál způsobuje, že okraje oblasti, která je v kontaktu, se plasticky deformují a prodlužují a vytvářejí otřepy. Během řezání, když špička řezného nástroje zasáhne obrobek, se okraje řezu deformují v důsledku tlakových a střižných sil. Tyto deformace jsou vnímány jako vstupní otřepy, které jsou vytvořeny ve vstupním bodě řezného nástroje.
-
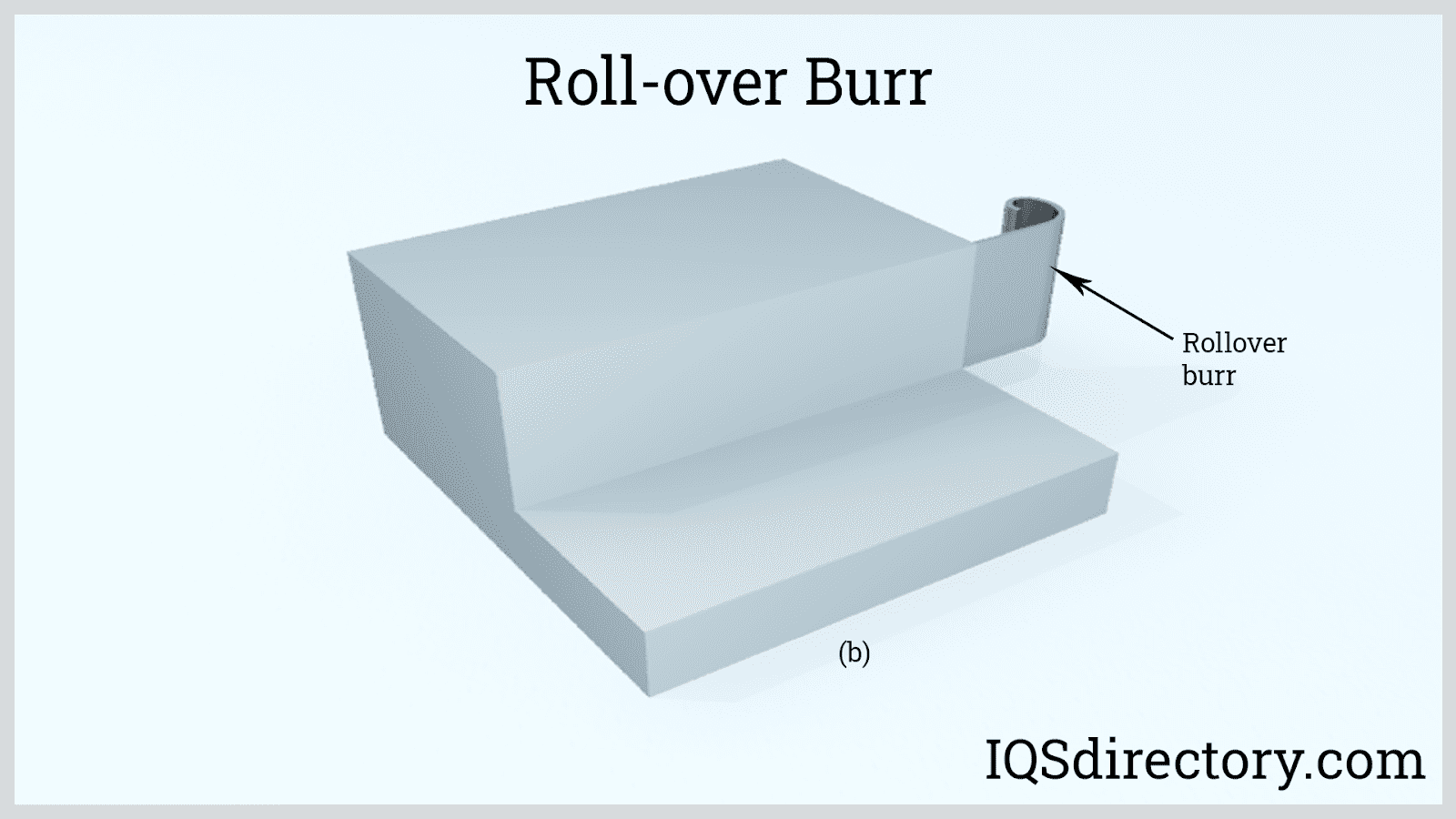
rolovací otřepy:
Jedná se o třísky, které jsou spíše ohnuté než stříhané z dráhy řezačky. Jak řezný nástroj opouští řez, nějaký materiál se valí a jde spolu s nástrojem. Materiál se přehne směrem k podávání a podél řezané hrany. Pokud je materiál dostatečně tvárný, čip se snadno neoddělí od součásti. Hloubka řezu také přispívá k tvorbě převrácení otřepů, protože čip nebo role se s rostoucí hloubkou zesiluje.
-
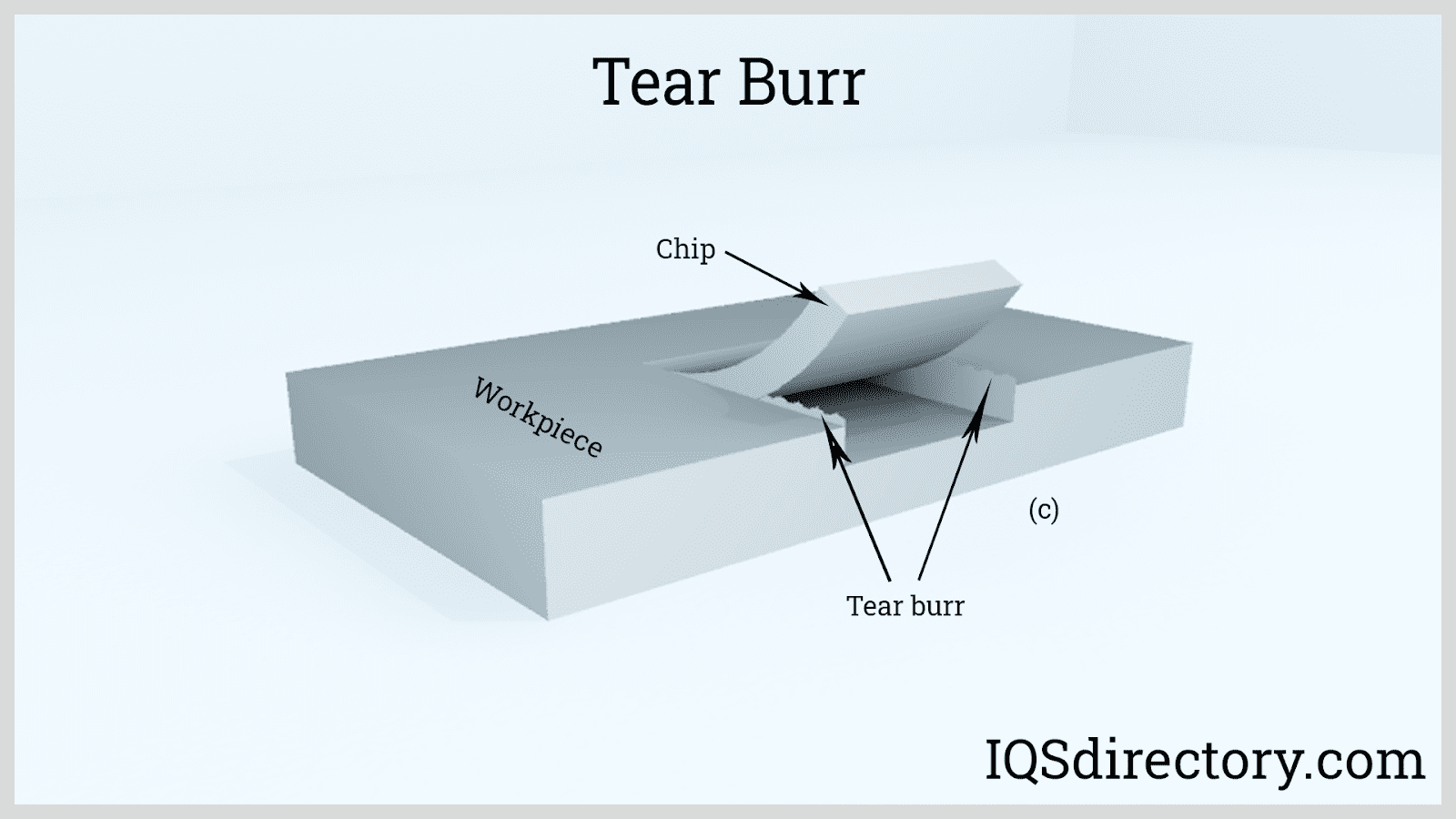
trhací otřepy:
trhací otřepy jsou boční otřepy, ke kterým dochází, když je řezaná část plasticky deformována spíše než úplně stříhána. To je pozorováno u děrovacích procesů, kde je podél obrysu děrovaného otvoru ponechán ostrý zubatý okraj. Jedná se o materiál, který se uvolňuje z obrobku.
-
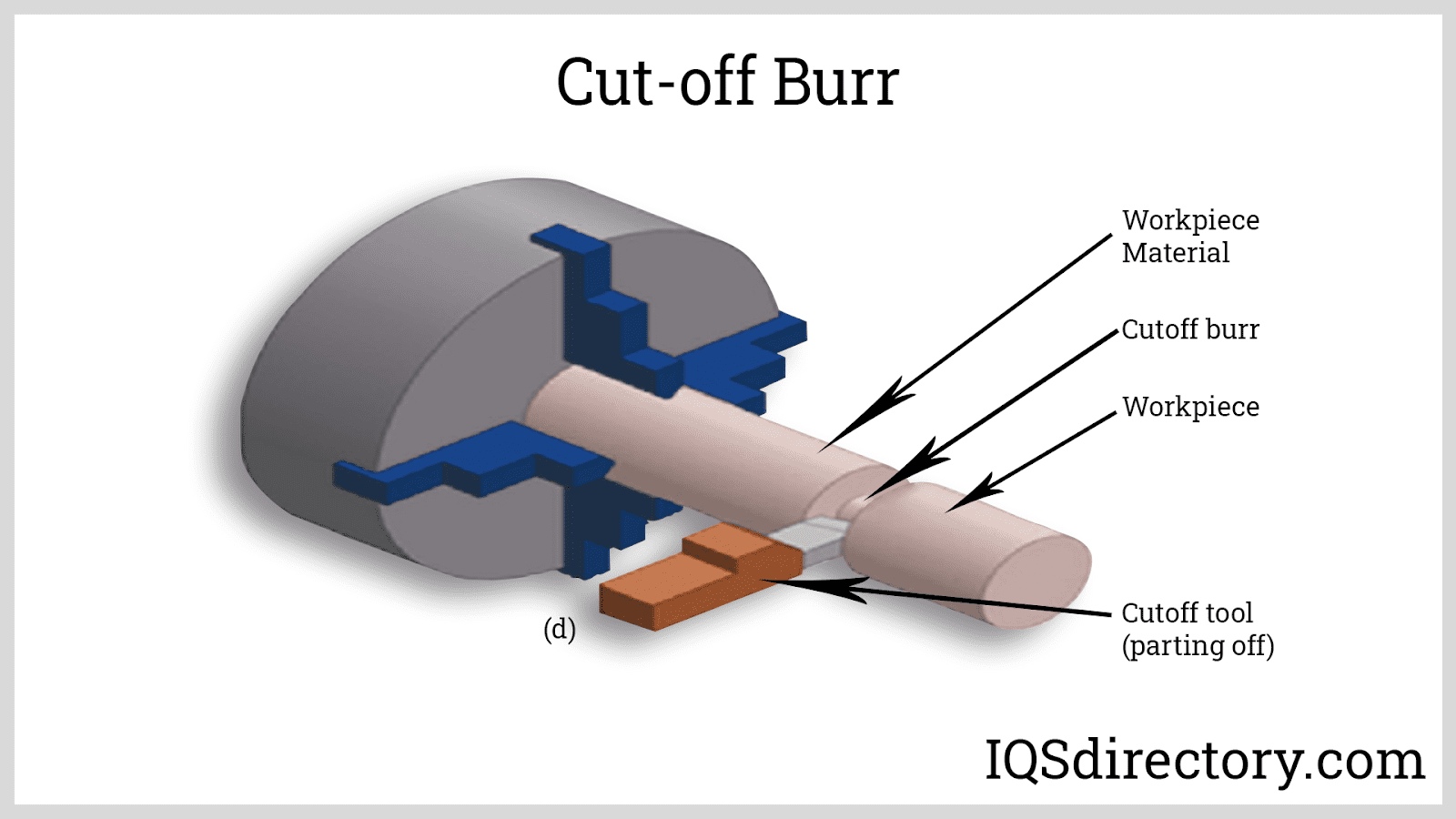
Cut-off otřepy:
Cut-off otřepy jsou výsledkem zbytkového materiálu, protože se odříznutá část oddělí nebo spadne z hlavní části. Může to být pozitivní nebo negativní otřepy. Cut-off otřepy jsou většinou pozorovány na řezech pily a automatických šroubových strojních částech. Těmto typům otřepů je zabráněno správným podpíráním obou stran, dokud není řez dokončen.
-
tepelné otřepy:
tyto typy otřepů se obvykle označují jako strusky, rozstřikovače nebo struska. Strusky jsou výsledkem tvrzeného roztaveného kovu ze svařování, plazmy a laserového řezání. Strusky mají odlišné mechanické vlastnosti než základní kov v důsledku zbytkových napětí způsobených zahříváním a nekontrolovaným chlazením. Strusky se obvykle mohou odštěpovat ručním kartáčováním, ale v některých případech je nutné broušení.

Kapitola 4: odstraňování otřepů
odstraňování otřepů se provádí různými způsoby, které závisí na materiálu, geometrii součásti, velikosti a umístění otřepů, objemu produktu a nákladech. Ruční a mechanické odstraňování otřepů jsou konvenční metody odstraňování otřepů. Elektrochemická, tepelná energie a kryogenní jsou nekonvenční metody pro specifické aplikace odstraňování otřepů. Níže jsou uvedeny běžné procesy odstraňování otřepů a výhody a aplikace každého z nich.
-
hromadné dokončování:
tato metoda se používá, když existuje velké množství dílů/součástí, které je třeba dokončit, které mohou být provozovány jako dávkové systémy nebo jako kontinuální systémy a mohou být prováděny jako suché nebo mokré procesy (v závislosti na materiálu hotových výrobků). Hromadná úprava vyžaduje počáteční investici času a materiálů k určení přesné receptury masové úpravy požadované pro vaše potřeby, ale v dlouhodobém horizontu ušetří čas, peníze a manuální práci. Některé příklady zařízení pro hromadné dokončování zahrnují rotační vibrátory, zařízení s nepřetržitým průtokem, stroje na konečnou úpravu tažení, vysokoenergetické diskové systémy a vibrátory vany.
-
ruční odstraňování otřepů:
tato metoda se týká operací odhrotování, které používají ruční nebo mechanizované nástroje, které používají nástroje, jako jsou odhrotovače, brusky, kartáče, pilníky, brusky atd. Tento proces je “lokalizován” – což znamená, že nemá vliv na celou část. To se používá v místech, kde existuje vysoká tolerance pro rozměrové odchylky, protože parametry pro ruční odjehlování nelze dokonale definovat. Interní časové standardy byly vyvinuty většinou výrobců a výrobců. Ty však nevyřeší problém týkající se konzistence procesu. Tento proces je pomalý a obvykle se provádí na konci výrobní linky, takže pro výrobce je nákladná chyba. Níže jsou uvedeny některé typy ručních metod odstraňování otřepů.

-
kartáčování:
kartáče z kovových vláken nebo tenkých drátů připevněných k rotujícímu disku se používají k seškrabávání otřepů podél okrajů řezu. Jedná se o rychlou a relativně levnou metodu, ale je omezena konzistencí odhrotování. Intenzita závisí na průměru vlákna, konfiguraci volné délky, struktuře, hustotě, typu materiálu, šířce disku, úhlové rychlosti a kontaktu.
-
broušení nebo lepené abrazivní povrchové úpravy:
tato metoda používá brusiva, jako je oxid hlinitý, karbid křemíku a sloučeniny oxidu zirkoničitého vázané na plechy, pásy, podložky, kola a disky. Mechanizované vratné nebo rotační působení brusiva odstraňuje materiály, které jsou zvednuty z povrchu obrobku. Brusiva se mohou lišit od hrubých až po výjimečně jemné v závislosti na rozměrech materiálu, který má být odstraněn, požadované povrchové úpravě a aplikaci.

-
Lemování Plechů:
Stroje na lemování plechů mají malé brusné kotouče nebo štípací válce, které vyhlazují okraje plechu s různými tloušťkami v rozmezí od 0,025 do 0,25 palce. Stroje na lemování plechů jsou stacionární, kde je plech podáván ručně nebo automaticky. Některé stroje mohou odhrotovat horní a spodní povrch a mohou také vytvářet zkosení nebo filé. U sady více válečků tlak vyvíjený na každou dvojici válečků postupně nutí otřepy a zvýšené hrany nad, pod nebo do plechu. Tlakové síly však musí být pečlivě kontrolovány zejména na měkkých a tvárných materiálech, protože se mohou pod tlakem válce deformovat nebo se spony.
-
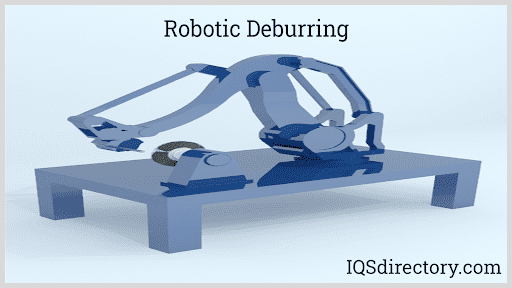
robotické odhrotování:
jedná se o nástroj pro zkosení, broušení nebo odhrotování namontovaný na robotickém rameni. Vzhledem k tomu, že hlavní nevýhodou ručního odhrotování je nekonzistence, pomalý obrat a náročnost práce, robotické odhrotování řeší tyto problémy odstraněním lidského faktoru. Roboti mohou provádět opakovatelné pohyby důsledně a rychle. CNC programování umožňuje operátorům zadávat předdefinované pohyby a další parametry, jako je síla a rychlost nástroje. I přes větší počáteční náklady je robotické odhrotování dlouhodobě výhodné kvůli sníženým provozním nákladům. Robotické systémy jsou navíc mnohem bezpečnějším procesem než manuální.
-
mechanické odhrotování:
mechanické odhrotování využívá stroje k provádění obecného odhrotování na obrobku. Operátor má menší kontrolu nad agresivitou a lokalizací odhrotovací akce ve srovnání s ručním odhrotováním. Ruční, robotické a odstraňování otřepů vodním paprskem jsou také považovány za mechanické vzhledem k povaze aplikace oděru. Příklady mechanických odjehlovacích strojů jsou následující.
-
bubnové bubny:
bubnové bubny jsou jedním z nejúspornějších odjehlovacích strojů z hlediska provozních nákladů. Toto zařízení nejen odstraňuje otřepy, ale také leští povrchy součásti. Stroj pracuje vložením části nebo několika částí do komory nebo “hlavně” spolu s brusným médiem. V závislosti na materiálu a povrchové úpravě se také přidávají speciální směsi. Toto je obvykle dávková operace, ale k dispozici je také In-line dávkové zpracování a jednoprůchodové zpracování. Bubnové omílání lze rozdělit na mokré a suché omílání.
-
mokré omílání:
při mokrém omílání je naplněna voda, která působí jako mazivo a pomáhá vymývat zbytky, aby se zlepšila účinnost odhrotování. Hladina vody ovlivňuje rychlost zpracování a jemnost povrchové úpravy. Do vody se také přidávají sloučeniny určené pro práci s keramickými nebo plastovými médii. Tyto sloučeniny dodávají odolnost proti korozi, čistotu, kosmetický povrch, lesk a další další povrchové vlastnosti. Sloučeniny také zlepšují funkci odstraňování otřepů odstraněním olejů, prodloužením životnosti brusného média a eliminací pěnění z plastových a syntetických médií.
použití vody a kapalných sloučenin má mnoho výhod. Existují však i nevýhody, jako je kontaminace odpadních vod a nekontrolované reakce s tekutinami používanými při předcházejících operacích.
-
suché omílání:
jak název napovídá, tento proces používá pouze suchá média, jako je písek a sušené organické materiály. Použití písku nejen zlepšuje leštění, ale také působí stejným způsobem jako voda v mokrém omílání. Písek nese zbytky a zabraňuje jejich vkládání na povrch součásti. Organický materiál je naproti tomu absorpčnější než písek, který může odstraňovat nečistoty a oleje. Použité organické materiály jsou kukuřičné klasy, krupice z ořechových skořápek a dřevěné kolíky.
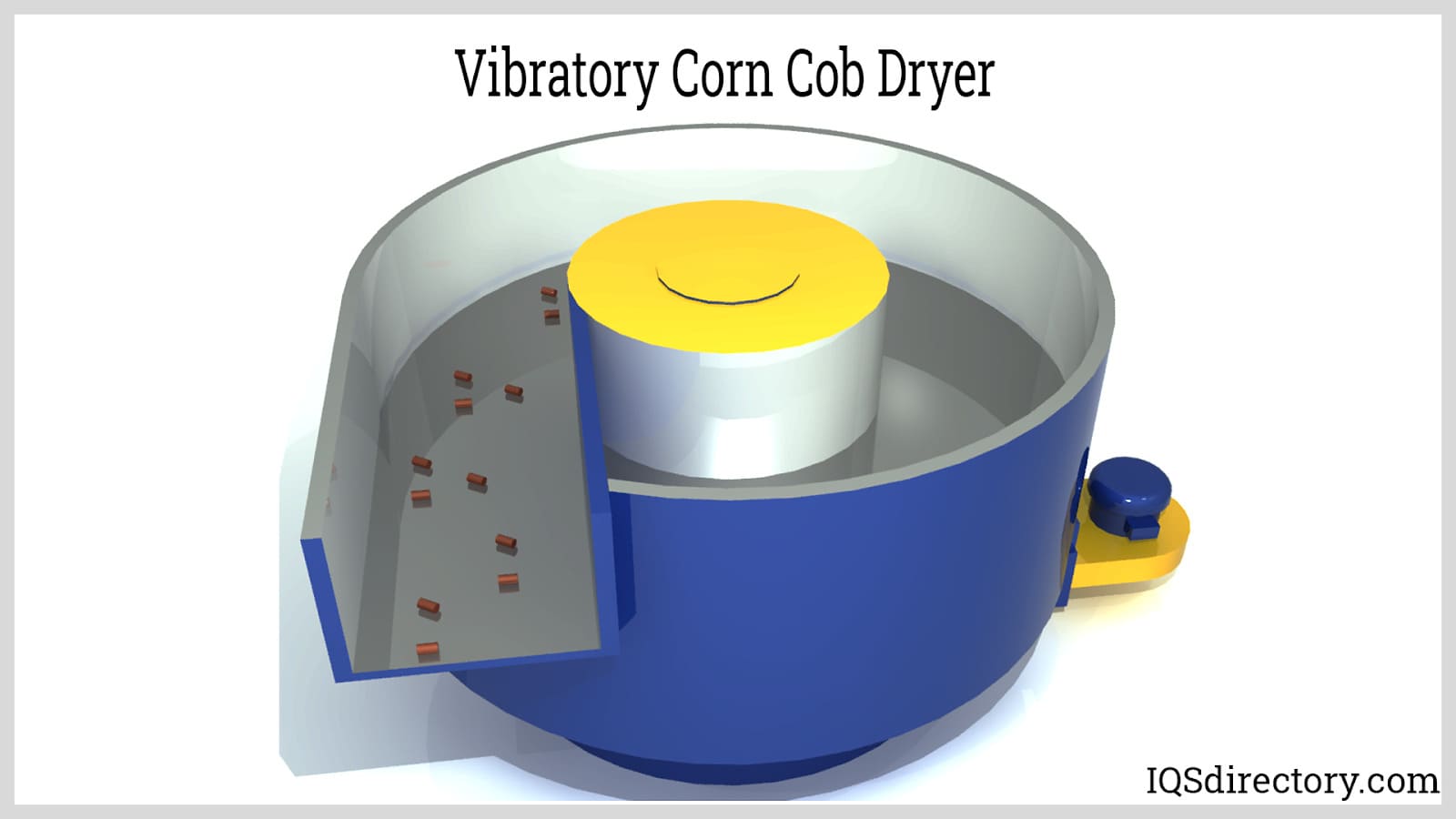
použití suchého média nemá nevýhody mokrých omílání sloučenin; proces je však relativně pomalý. Těžší abrazivní kompozice má tendenci mít kratší dobu zpracování. Suché brusiva jsou lehčí než jejich tekuté protějšky a obvykle trvá asi dvakrát déle, než se vytvoří stejný účinek odstraňování otřepů. Z tohoto důvodu není suché omílání obvykle použitelné pro velkoobjemovou výrobu.
speciální konfigurace sudového pohárku je odstředivá pohárka. Skládá se z řady dvou nebo čtyř stavítek namontovaných na věži. Věž se otáčí jedním směrem, což způsobuje otáčení sudů v opačném směru. Každé úplné otočení věže představuje jednu rotaci sudů. Otáčení věže dostatečně rychle způsobuje, že na hlavně působí odstředivé síly větší než gravitace. To vytváří větší abrazivní síly, což vede k rychlejším dobám odjehlování.
-
-
Vibrační odhrotování:
Vibrační Odhrotovací stroje jsou podobné odhrotovacím bubnovým pohárkům, kde jsou díly vloženy do komory spolu s brusným médiem a dalšími přídavnými sloučeninami. Jejich hlavním rozdílem je pohyb Komory. Zatímco se sklenice otáčejí, aby generovaly míchání uvnitř komory, tento typ stroje vibruje, aby generoval pohyb. Komora je namontována na pružinách nebo tlumičích, které izolují její pohyb od základů. Je připojena otočná hmotnost mimo střed, která otřásá obsahem Komory. K dispozici jsou různé konfigurace, jako jsou vany, kruhové misky nebo žlabové stroje. Výběr konfigurace závisí na geometrii součásti a její aplikaci.

-
-
odstraňování otřepů vodním paprskem:
tento proces využívá nárazovou sílu vysokorychlostních vodních trysek k Erodování otřepů a nečistot z obrobku. Vodní trysky jsou řízeny CNC, podobně jako obráběné robotické systémy. Odstraňování otřepů vodním paprskem používá nižší tlaky ve srovnání s řezáním vodním paprskem, aby se zabránilo poškození součásti. Odstraňuje tedy pouze tenké a volně připojené otřepy. Větší otřepy nelze snadno odstranit bez poškození okrajů. Hlavní výhodou použití vodních trysek je to, že může dosáhnout funkcí, které jsou nepřístupné běžným odhrotovacím systémům. Výsledný produkt je také bez olejů a nečistot.
-
elektrochemické odhrotování:
Jedná se o proces odhrotování, který využívá principy elektrolýzy. Elektrolýza je urychlena v oblastech s malými mezerami mezi elektrodami. Mezitím je zabráněno v oblastech s izolací mezi elektrodami. Katodický nástroj je tvarován jako záporný obrobek. To se používá k zaměření elektrolýzy na oblasti, kde se nacházejí otřepy. Obrobek je připojen k obvodu a působí jako anoda. Pro dokončení obvodu se přidá elektrolyt, který přenáší náboj mezi nástrojem a obrobkem. Části nástrojů jsou izolovány, aby se zabránilo rozpouštění jiných povrchů. Tato metoda je vhodná pro odhrotování obtížně obráběných geometrií a špatně obrobitelných, ale vodivých materiálů. Také není opotřebení nástroje. Nevýhodou tohoto procesu je však obtížné čištění odpadních vod, protože používá chemické sloučeniny škodlivé pro životní prostředí.

-
tepelné odhrotování:
tento proces je také známý jako metoda tepelné energie. V tomto procesu je obrobek vystaven horkým korozivním plynům po velmi krátkou dobu. Vytvoří se tepelná rázová vlna, která rychle vypaří otřepy. Zbytek obrobku není ovlivněn kvůli nízkému poměru povrchu k hmotnosti a krátké době expozice. Malá množství kovů, jako jsou otřepy a zvýšené hrany, sublimují, protože nejsou schopny odvádět intenzivní teplo do okolních částí. Tepelné odhrotování je účinné u materiálů s nízkou tepelnou vodivostí, které mohou snadno oxidovat.
-
kryogenní odjehlování:
kryogenní odjehlování se většinou provádí na přesných plastových dílech, které mají vlastní rázovou houževnatost. V tomto procesu se kapalný dusík bliká do komory obsahující části, které mají být odhrotovány. Proces blikání ochlazuje komoru v blízkosti teploty skelného přechodu materiálu součásti. To zkřehne otřepy a záblesky, ale nestačí ke změně vlastností ostatních částí. Část spolu s abrazivním médiem se v komoře zřítí.
-
abrazivní a Mikroabrazivní tryskání:
tento proces zahrnuje dopad na povrch abrazivním médiem, aby se odstranily jakékoli nepravidelnosti povrchu. Abrazivní tryskání se používá k odstranění větších otřepů a k vytvoření požadované textury a drsnosti povrchu obvykle pro zařízení používaná v aplikacích stříhání tekutin. Mikroabrazivní tryskání je přesnější při vytváření hladších povrchů bez poškození nebo změny rozměrové přesnosti součásti. Tento proces používá velmi jemná abrazivní média, jako je oxid hlinitý, skleněné kuličky a plastová média a miniaturní tryska k výrobě kontrolovatelného brusného paprsku, který může cílit a odstraňovat mikrony materiálu. Mikroabrazivní tryskání se používá pro vysoce hodnotné přesné díly.
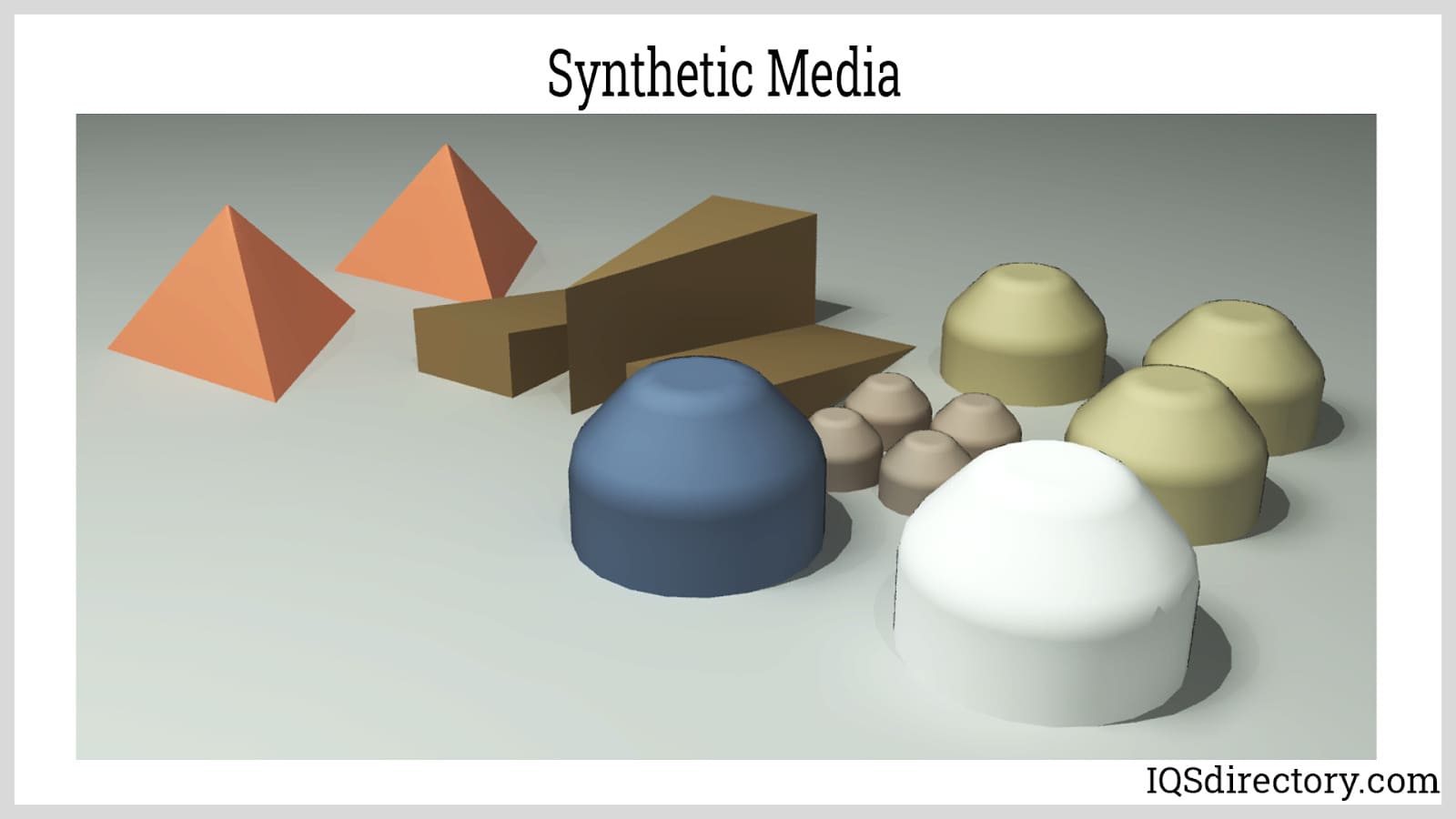
Kapitola 5: Odjehlovací média
na trhu jsou k dispozici různé typy brusných médií. Běžnými brusnými médii jsou keramika, ocel, plasty a organické sloučeniny. Tyto materiály jsou k dispozici v různých tvarech a velikostech v závislosti na geometrii součásti. Odjehlovací médium nejen škrábe a řezá, ale také působí jako polštář, který zabraňuje vzájemnému nárazu různých částí.
-
keramická média:
keramika může odhrotovat různé druhy kovů a plastů. V závislosti na složení, hustotě a geometrii může poskytovat různé povrchové úpravy při různých řezných rychlostech. Také, protože většina keramiky má vlastní tvrdost, jsou extrémně odolné při odstraňování otřepů tvrdých kovů.

-
ocelová média:
ocelová média se používají pro lehké odjehlování a leštění. Mají vysoké počáteční náklady, ale jsou široce používány kvůli jejich minimální míře opotřebení a extrémní čistotě.

-
syntetická média:
syntetika se skládá z 50 až 70% hmotnostních brusiva. Brusiva mohou být oxid hlinitý, smirkový a karbid křemíku. Brusivo je vloženo do měkčího materiálu. Jak měkčí materiál eroduje, je brusivo vystaveno, což pak část odvrací.
-
plastová média:
plasty mohou být formulovány tak, aby sloužily specifickým aplikacím. Jsou k dispozici jako nízká hustota, která se používá pro všeobecné odhrotování, nebo vysoká hustota, která je pro železné i neželezné kovy.

-
organická média:
příklady jsou vlašské ořechy a kukuřičné klasy. Organická média se používají pro účely sušení, protože mohou snadno absorbovat vodu a olej.

Závěr:
- odstraňování otřepů je sekundární operace obráběcího procesu, která zvyšuje konečnou kvalitu výrobku odstraněním zvýšených hran a nežádoucích kusů materiálu, známých jako otřepy, které zanechaly počáteční obráběcí procesy.
- otřepy způsobují několik problémů, jako je nesprávné uložení a montáž dílů, snížená životnost dílů v důsledku únavy a koroze, bezpečnostní rizika a snížená estetika.
- otřepy jsou klasifikovány podle mechanismu tvorby. Klasifikace jsou Poisson, převrácení, roztržení, odříznutí a tepelné otřepy.
- odstraňování otřepů se provádí různými způsoby, které závisí na materiálu, geometrii součásti, velikosti a umístění otřepů, objemu produktu a ceně. Nejoblíbenější metody odstraňování otřepů jsou ruční a mechanické.
- ruční odstraňování otřepů zahrnuje kartáčování, broušení a válcování. Akce se provádí buď ručně nebo poháněnými stroji.
- mechanické odhrotování používá stavítka a vibrační stroje. Tyto stroje provádějí obecné odstraňování otřepů na obrobku.
- pro hromadné odstraňování otřepů (omílání a vibrace) se používají abrazivní média. Mohou to být keramika, ocel, plasty a organické sloučeniny.
nechte svou společnost uvést níže
Leave a Reply