Hvad er krybe fiasko og stadier af krybe – www.materialwelding.com
Indholdsfortegnelse
Hvad er Kryb
det er en fejlmekanisme, der kan forekomme i et materiale, der i længere tid udsættes for en belastning under dens elastiske grænse (Udbyttespænding), hvor materialet øges i længden i retning af den påførte spænding. Deformationshastigheden stiger med, stigning i temperaturen, så det er vigtigt at kende deformationshastigheden ved en given belastning og temperatur, hvis komponenter skal konstrueres sikkert til service ved høj temperatur. Til dette formål udvikles krybebestandige legeringer. Alle metaller og legeringer påvirkes af krybningen.
i metaller forekommer krybningsfejl ved korngrænserne for at give en intergranulær brud. Figur 1 viser de hulrum, der dannes på korngrænserne i det tidlige stadium af krybning.

typer af Krybningsfejl
der er flere typer krybningsfejl, som kan karakteriseres som følger:
intergranulær krybningsfejl
dette sker efter langvarig eksponering for temperatur og stress. Tidlige stadier af langvarig krybning manifesterer sig som hulrum ved korngrænserne, disse forbindes derefter derefter for at danne korngrænsefissurer/revner. Som et resultat er der ringe reduktion i tværsnitsareal, og der opstår en tykvægget brud. Ikke-destruktiv replikationsmetallografi er et effektivt middel til at bestemme tilstedeværelsen af langvarig krybskader.
desuden vil blodpladerne af jerncarbid i perlitstrukturen af kulstofstål termisk nedbrydes til sfæroidiseret jerncarbid som et resultat af langvarig overophedning. Fortsat nedbrydning i almindeligt kulstofstål kan resultere i total nedbrydning til grafit plus ferrit. Denne nedbrydning kan også detekteres ved hjælp af replikationsmetallografi.
Transgranulær krybfraktur
denne type brud kan forekomme i kortvarige krybningsfejl. Duktiliteten og reduktionen i området er normalt store og meget større end ved stuetemperatur, hvilket giver en bulet, tyndvægget brud.
Punktbrud fraktur
ved tilstrækkeligt høje temperaturer og lave belastninger kan omkrystallisation under krybning fjerne mikrostrukturelle krybskader. Som følge heraf nucleerer hulrum ikke, og halsning ned til et punkt kan forekomme.
tilsætninger af krom og molybdæn i stål kan øge krybningens levetid. Mekanisk eller kemisk rengøring bruges generelt til at fjerne aflejringsopbygning i kedelrør, hvilket reducerer risikoen for lokale hot spots. Et passende inspektionsprogram, der inkluderer overvågning af vægtykkelsestab, mikrostrukturel nedbrydning og krybskader, er også et effektivt middel til at reducere sandsynligheden for krybningsfejl.
stadier af Krybningsfejl i materialer
Krybningsfejl forekommer i tre forskellige faser i materialer, når de udsættes for deres krybningstemperatur. I disse krybningstrin mister materialet gradvist deres soliditet og danner krybehulrum. Disse krybe hulrum under yderligere belastning vil formere sig i krybeinducerede revner.
- primær krybning: en hurtig stigning i længden, hvor krybningshastigheden falder, når metalarbejdet hærder.
- sekundært kryb (Steady state): det er en periode med næsten konstant krybningshastighed, og det er den periode, der danner størstedelen af en komponents krybelevetid.
3. Tertiær krybning: det opstår, når krybelevetiden næsten er opbrugt, hulrum er dannet i materialet, og det effektive tværsnitsareal er reduceret. Krybningshastigheden accelererer, når spændingen pr. arealenhed øges, indtil prøven endelig fejler.
forskellige krybningstrin og deres respektive materialebetingelser er vist i nedenstående figur 2.

mekanisme for Krybningsfejl
ved forhøjede temperaturer og spændinger, meget mindre end høj temperaturudbyttespændingen, gennemgår metaller permanent plastisk deformation kaldet kryb. Figur 3 viser en skematisk kryb kurve for en konstant belastning; et plot af ændringen i længde vers tid. Vægten eller belastningen på prøven holdes konstant i prøvningens varighed. Der er fire dele af kurven, der er af interesse:
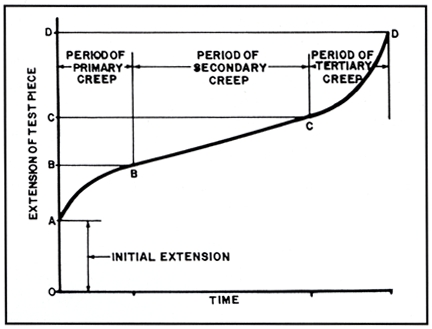
- en indledende stejl hastighed, der i det mindste delvist er af elastisk oprindelse, fra punkt “0” til punkt “A” i ovenstående figur 3.
- dette efterfølges af et område, hvor forlængelses-eller deformationshastigheden falder med tiden, den såkaldte forbigående eller primære krybning, fra region “A” til “B” i ovenstående figur. Delen fra punkt “0” til punkt “B” forekommer ret hurtigt.
- den næste del af krybningskurven er området for ingeniørinteresse, hvor krybfrekvensen er næsten konstant. Delen fra “B” til ” C ” er næsten lineær og forudsigelig. Afhængig af belastning eller stress kan tiden være meget lang; to år i en test og flere årtier i drift.
- den fjerde del af krybningskurven, ud over den konstante krybningshastighed eller lineære region, viser en hurtigt stigende krybningshastighed, der kulminerer i fiasko. Selv under konstant belastningstestforhold kan den effektive stress faktisk øges på grund af den skade, der dannes i mikrostrukturen.
Krybningsfejl egenskaber
Krybningsfejl er karakteriseret ved:
- udbulning eller blærer i røret.
- tykke kantede brud ofte med meget lidt åbenlyst duktilitet.
- langsgående “spændingsrevner” i en eller begge id-og OD-skalaer.
- eksterne eller interne oksidtykkelser, der tyder på højere temperaturer end forventet.
- intergranulære hulrum og revner i mikrostrukturen
indledende Krybetemperatur for materialer
den indledende krybetemperatur for kulstofstål, C-0,5 Mo, 1,25 Cr-0,5 Mo, 2,25 Cr-1MO og rustfrit stål er vist i nedenstående tabel.
| kulstofstål………………….. | 800oF |
| Carbon + 1/2 molybdæn………… | 850af |
| 1-1/4 chrom – 1/2 molybdæn…… | 950af |
| 2-1 /4 chrom – 1 molybdæn……. | 1000oF |
| rustfrit stål……………….. | 1050oF |
Krybningsfejl vs. Træthedsfejl
træthed er en situation, hvor komponenten udsættes for cyklisk belastning. Designspænding, der er Udholdenhedsstyrke, der bruges i træthedsbelastning, er meget mindre end udbyttestyrke og ultimativ styrke af materiale . 90 procent af maskinkomponenterne fejler på grund af træthed. For eksempel er det svært at bryde en ledning ved at strække, men hvis vi anvender en cyklisk belastning og bøje unbend ledningen et antal gange det bryder let.
Creep er en situation, hvor en komponent oplever deformation under konstant belastning med tiden, når den tages i brug. Bedste eksempel til at illustrere dette er, at elektriske kabler undervises (stramt), når de installeres, men efter nogen tid oplever de sagging på grund af selvvægt.
Leave a Reply