Tryk værktøj Design Basics: metalplader stempling proces
pressen værktøj ( almindeligvis kendt som die/ dies) er en samling af matrice, punch, punch plade, punch bagplade, stripper plade, etc. at fremstille pladekomponenter / stemplede dele fra den flade metalplade.
For mere information om presseværktøjer: plademetal-stempling.html
tryk på Arbejdsterminologi
før du designer Pladestemplingsprocessen presseværktøj, er det nødvendigt at forstå konfigurationen og komponenterne i presseværktøjet. Pressen værktøj består af Punch / slag, Matrice, Punch plade, Backup plade, Stripper, ejektorer mange flere komponenter. For bedre at forstå de vigtigste komponenter i pressen og dør, bare have et kig på den givne figur.
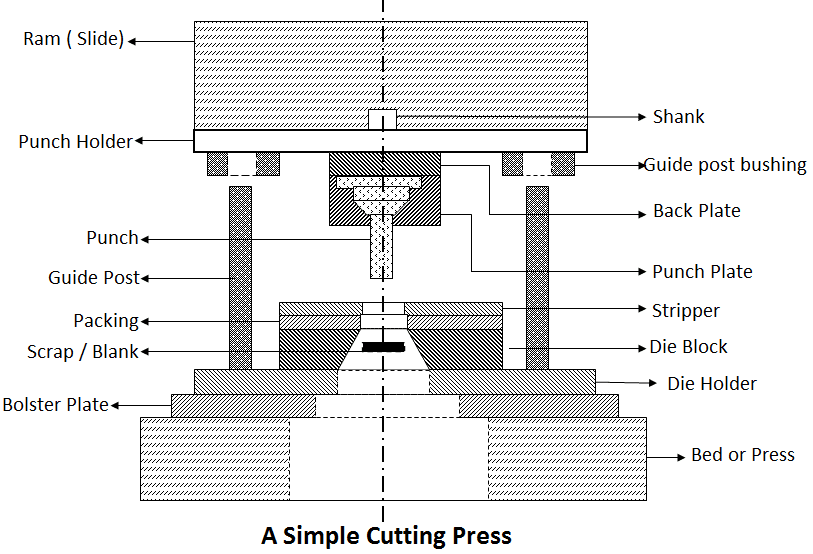
Ram ( Slide): Bevægelig komponent i pressen, der overfører den mekaniske eller hydrauliske kraft fra svinghjulet /hydrauliksystemet til presseværktøjet til stempling af metalplader.
skaft: skaftet bruges som en del til installation af topdysen i pressemaskinens dias.
Stanseholder ( øverste sko): dette er den øverste del af matricesættet, som indeholder styrepost skubbe. Hele øverste sektion (generelt indeholder Punch, punch plade) af matricen sæt er monteret på den øverste sko.
Die Holder ( nederste sko ): dette er den nederste del af die Sæt, som indeholder guidepost. Hele nederste sektion ( generelt indeholder matrice, stripper) af matrice sæt er monteret på den øverste sko.
Back up plade: Backup plade er placeret således, at intensiteten af trykket ikke bliver for stor på stanseholderen. Det kaldes også Punch bagplade og trykplade.
stempelplade: stempelpladens funktion er at holde stansen i sin rette relative position. Stempelpladen passer tæt over stemplets krop. Det kaldes også Stanseholder.
Punch: Dette er hovedkomponenten i matricen, som direkte eller indirekte flyttes af tryk ram eller dias. Punch og dø handle sammen for at gøre en stemplet del.
seng: sengen er den nederste del af presserammen, der fungerer som et bord, hvortil en bolsterplade er monteret.
Bolster Plate: dette er en tyk plade fastgjort til sengen, som bruges til at understøtte & lokalisering af matricesættet.
Die: Die er en kvindelig del af die block/press-værktøjet til fremstilling af det givne jobarbejde i en presse. Die og punch arbejde sammen for at gøre den ønskede form produkt.
Stripper: En stripper bruges til at strippe metalstrimlen fra et slag eller dø.
Guidepost & Styrepostbøsning: denne to-komponent i presseværktøjet styrer matricesættet for at opretholde justeringen under operationen. Korrekt smurt og placeret forbedrer de værktøjets drift og bidrager til at producere kvalitetsprodukter. Dette kaldes også et søjlesæt.
lukket højde: afstanden mellem toppen af sengen og bunden af objektglasset med dens slag ned og justering op.
Stroke: afstanden af Ram bevægelse fra sin op position til sin ned position. Det er generelt konstant for mekaniske presser, men variabelt for hydrauliske presser.
metal stempling Press Tools komponenter
Press Tool komponenter kan opdeles i følgende kategorier:
- strukturelle komponenter
- arbejdskomponenter
- styrende eller lokaliserende komponenter
- Strippekomponenter
- Fastgørelseskomponenter
- fødekomponenter
strukturelle komponenter
tryk på Værktøjskomponenter, der holder arbejdskomponenterne til hinanden og pressen. Ligesom øvre sko, nedre sko, skaft.
arbejdskomponenter
komponenter, der faktisk deltager i dannelsen af den ønskede formstemplede del. Ligesom Punch & Dø.
styrende eller lokaliserende komponenter
styrende komponenter opretholder nøjagtig justering af den øverste sko med den nederste sko under operationen. Styrepostsæt og dyvelstifter er eksempler på styrende komponenter.
Strippekomponenter
komponenter, der fjerner eller stripper emner og skrot fra stansen eller dør, når operationen er afsluttet. Ligesom Stripper, skubbe stifter, ejektorer, Knockouts.
Fastgørelseskomponenter
Fastgørelseskomponenter holder alle dele af presseværktøjet sammen som en enhed. Ligesom Punch plade, Die blok, alle skruer.
Foderkomponenter
Foderkomponenter før emnet eller metalpladen til stemplingsstationen. Disse komponenter bidrager til at øge produktionshastigheden.
kravet om Presseværktøjsdesign
mens du designer et presseværktøj og vælger pressen til et givet job, skal følgende faktorer overvejes :
- tykkelse af komponent
- strømbehov
- type operation, der skal udføres
- Nej. af operationer, der skal udføres
- samlet arbejdsstørrelse
- driftshastighed.
Presseværktøjsdesign skal passe til produktionstypen, dvs.masseproduktion, lille batch eller enorm batch. Presseværktøjer skal opfylde følgende krav:
- presseværktøjerne skal sikre den krævede output, sikker drift & nem vedligeholdelse.
- Presseværktøjer skal udformes på en sådan måde, at mulige standardkomponenter anvendes til fremstilling af produkter.
- Presseværktøjer skal være designet til maksimal udnyttelse af materiale såvel som arbejdskraft.
- arbejdsdele af presseværktøjerne skal være stærke og holdbare og udskiftelige, når de er slidte.
- dimensionsnøjagtighed og overfladefinish skal være inden for tolerancer.
design af Presseværktøjer
pladestemplingsprocessen er en meget hurtig og præcis fremstillingsproces. Men hvad nu hvis presseværktøjet ikke fungerer effektivt, eller det kræver mange flere operationer at producere stemplede dele. Så det er meget vigtigt at designe en økonomi venlige og tidsbesparende presseværktøjer.
trin til at designe enhver metalplade stempling press værktøj eller matrice.
- beregningen af den krævede kraft ( Pressetonnage)
- valg af tryk
- bestemmelse af værktøjets lukkehøjde
- beregning af die tykkelse og margener ( Minimum tværsnit)
- tegning strip layout og sammenligning af materialeudnyttelse
- Design af lokaliseringselementer
- valg af udstyr
- tegning die plan ( søjle sæt, punch højde, og montering)
- identificer centrum for tryk og kontrol skrot bortskaffelse
- tegning detaljer
hvad er Strip layout?
materialeøkonomien er meget vigtig i pladestemplingsprocessen. Da blanking er den første operation, kan råmaterialeøkonomien blive påvirket ved at bruge det mest økonomiske strimmellayout, der kan give den højeste udnyttelse af materialet. Generelt tegner presseværktøjsdesignere mindst fem strimmellayouter til computing og sammenligner deres materialeudnyttelse, før de designer presseværktøjet.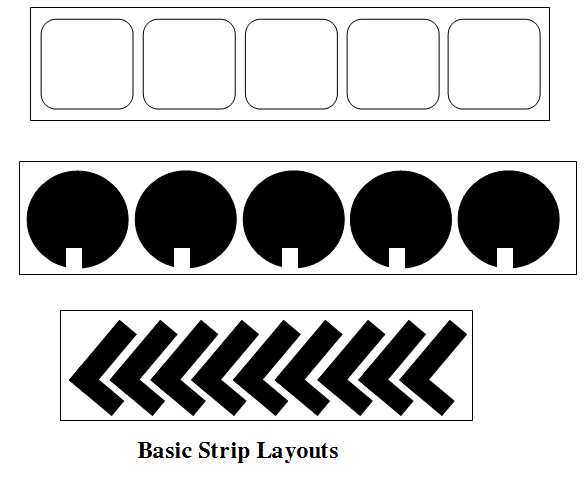
Strip layout til emner formet som bogstaver L, T eller U kan produceres økonomisk ved inverterede layouts som vist på følgende billede. 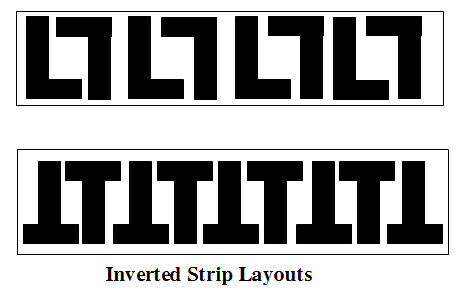
materialeudnyttelsen til strimmellayout kan beregnes ud fra følgende formel–

eller

Theory of Press Tool stempling Process
metalplader skæreoperationer i en stempling arbejde er en klipning proces. Når stansen rører ved metalpladen og bevæger sig nedad, skubber den materialet ind i døråbningen. Materialet udsættes for både tryk-og trækspændinger. Disse spændinger vil være højest ved kanterne af matricen og punch og materiale vil stresse ud over sin elastiske grænse og begynde revner der.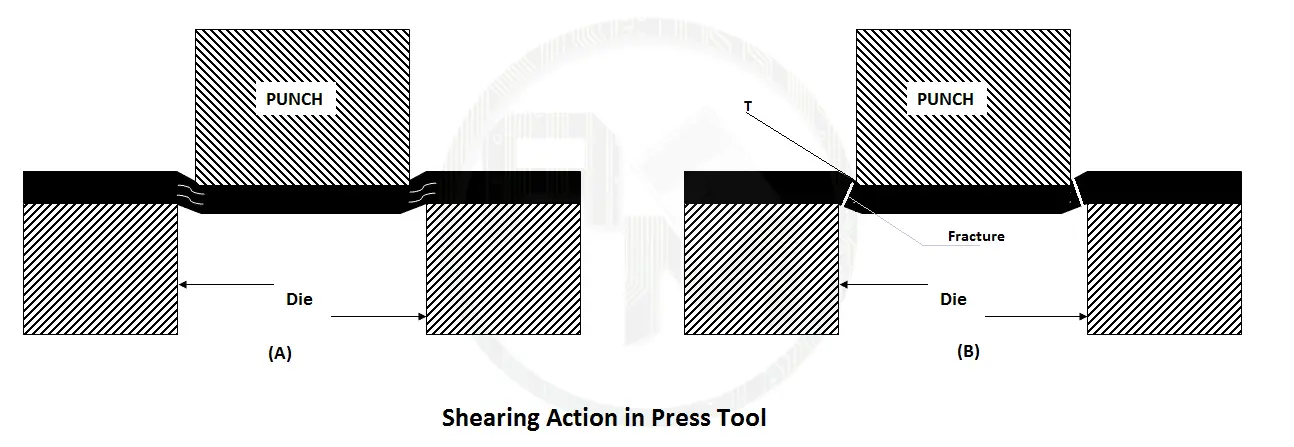
3 trin af klipning eller brud i metalplader skæring operationer.
- understreger materialet ud over dets elastiske grænse.
- plastisk deformation på grund af reduktion i areal
- frakturering starter i et reduceret område.
Forces Disposition
de kræfter, der udvikles i skæreoperationen, er repræsenteret af en trekant som vist i nedenstående figur. Den lodrette forskydningskraft og den vandrette laterale kraft er repræsenteret af henholdsvis V og H. Den resulterende kraft er repræsenteret af R.
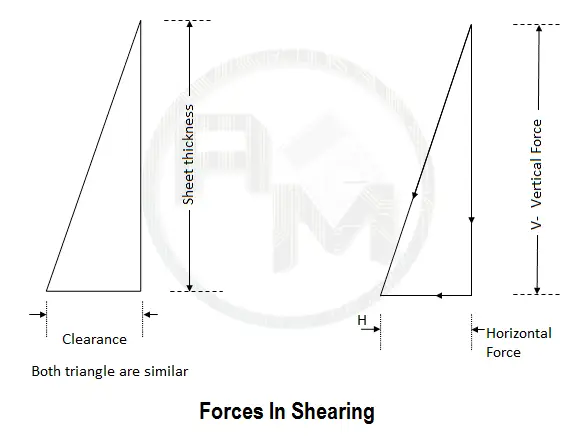
lodret kraft
værdien af lodret komponent v afhænger af det område, der skal klippes, og forskydningsstyrken for det materiale, der skal skæres. Shear område er et multiplum af længden af snit og pladetykkelse.
vandret kraft
værdien af vandret eller lateral kraft H afhænger af die clearance. Den vandrette kraft kan angives i forhold til lodret kraftprocent. Denne procentdel er den samme som die clearance procent.
for perfekt klipning/skæring af metalplader skal afstanden være i den rigtige mængde.
Hvad er Press Tool Clearance?
mængden af plads mellem punch cutting edge og die-cutting edge er kendt som clearance. For bedre forståelse er “Clearance den mængde ekstra plads, der kræves i hullet i matricen for at lade stansen passere igennem for at slå et hul i materialet”.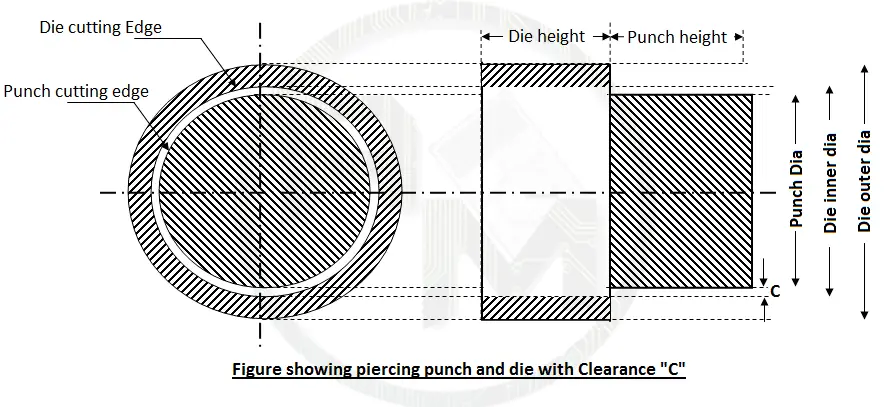
betydningen af korrekt press værktøj Clearance
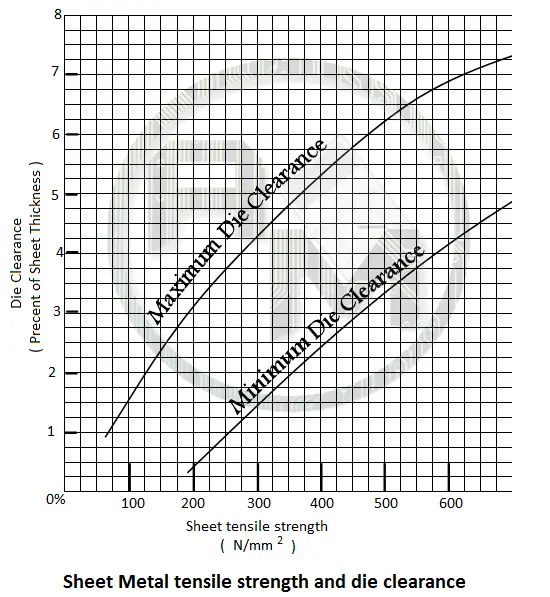
Clearance har en væsentlig rolle i alle skære operationer og danner operationer. Matricen clearance afhænger af arbejdsmaterialet, det spænder fra to til ti procent af tykkelsen af regnearket. Duktilt materiale skal have mindre die clearance ellers blødt materiale ville blive trukket ind i hullet og hårdere materiale har brug for mere die clearance for god klipning handling.
overdreven clearance forårsager mere burr på det klippede ark, mens mindre clearance reducerer burr, men det beskadiger også kanterne af matricen og stansen. Dette resulterer i hyppig skærpning af matricen og stansen og reducerer presseværktøjets levetid.
rækkevidden af die clearances for forskellige materialer til stempling arbejde:
Bemærk, at die clearances er angivet i procentdelen af pladetykkelse. For en tæt skæreprofil, der ville være en dørafstand mellem matricen og stansen rundt omkring i profilen.
Die Clearance for forskellige materialer

Bemærk: Det er ikke muligt at få tolerancer end die clearance på komponenter, så det er nødvendigt at udføre en ekstra barbering operation for høj præcision arbejde.
Die clearance for stansning press tool
hullet gennemboret i arket er en tilspidset, med minimum åbning lig med punch størrelse. Den maksimale størrelse af hullet i bunden af arket afhænger af bredden af matricen åbning. Da minimumsstørrelsen er vigtig i piercing/stansning, er stansen lavet lig med hulstørrelsen.
Die clearance på die cut Out er større end den størrelse, der er angivet på komponenttegningen.
for eksempel
Piercing et hul på 20 mm ud af 2 mm tykt MS ark.
punchdiameteren vil være den samme som hulstørrelsen, dvs.20 mm.
Die clearance ved 2,5% af pladetykkelse = 2,0 * 025
lit 0,05 hver side
lit die boring = 20 + 2 lit 0,05 = lit 20,10 mm
Die Clearance for Blanking press tool
det blanke profilark er også tilspidset et, med minimumsstørrelse i bunden og maksimum øverst. Den maksimale størrelse af hullet i bunden af arket afhænger af døråbningen. Da minimumsstørrelsen er vigtig i piercing/stansning, er stansen lavet lig med hulstørrelsen.
emnernes maksimale dimensioner må ikke overstige de størrelser, der er angivet i komponenttegningen. Så i blanking er udskæringen lavet lig med dørprofilhullet, og stansen skal være mindre på hver side af clearance størrelse.
f.eks.:
Blanking af et 20 mm blankt ark af 2 mm tykt MS-ark.
Die diameter vil være samme som hul størrelse, dvs 20 mm.
clearance ved 2,5% af pladetykkelse = 2,0 * 0,025
larg 0,05 hver side
larg Punch Størrelse = 20 – 2 larg 0,05 = larg 19,90 mm
Bemærk: Hvad er forskellen mellem stansning og blanking værktøjer ?
Ans: Blanking-og stanseværktøjer er begge ens, men emnet i blankingværktøjet kaldes blank og bruges i yderligere drift, mens i stanseværktøjet er det stykke, der falder gennem matricen, skrot.
principper for Bøjningspresseværktøjer
bøjningsprocessen ændrer formen på et fladt emne for at gøre det vinklet, buet eller begge dele uden meget ændring i tykkelsen.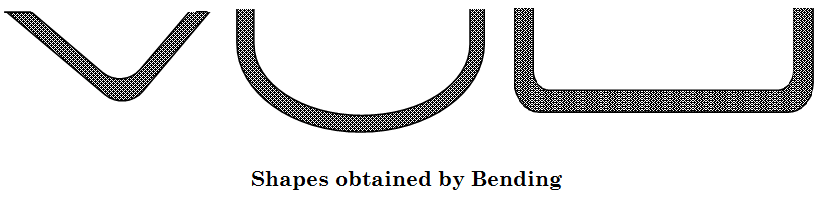 det er en meget almindelig proces til skift af plader og plader til kanaler, tromletanke osv. Under bøjningsoperationen er materialets ydre overflade i spænding, og den indvendige overflade er i kompression. Stammen i det bøjede materiale øges med en faldende krumningsradius.
det er en meget almindelig proces til skift af plader og plader til kanaler, tromletanke osv. Under bøjningsoperationen er materialets ydre overflade i spænding, og den indvendige overflade er i kompression. Stammen i det bøjede materiale øges med en faldende krumningsradius.
bøjningsradius
den mindste radius, hvortil et emne kan bøjes uden revner, afhænger af materialet og dets hårdhed. Den mindste indvendige radius afhænger også af rulleretningen. Strimlerne skal skæres på en sådan måde, at bøjningslinjerne ligger i den rigtige vinkel til kornretningen.
et ark er mere sårbart over for revner i bøjninger over kornretningen. Så den mindste radius af revner på tværs af kornet er omkring fire gange den mindste radier for bøje langs kornet retning. Normalt er kornretningen parallel med den længere side af det fulde uklippede ark.
mindste radier til bøjning af forskellige materialer sammen med kornretningerne.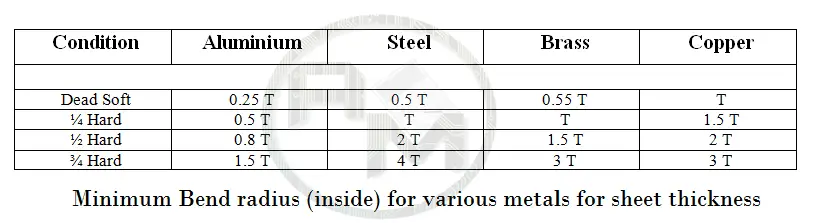
hvor T= materialetykkelse
Bøjningsgodtgørelse
når metalpladen foldes eller bøjes, deformeres metallet omkring bøjningen og strækkes. Da dette sker, får det en lille mængde af den samlede længde i den stemplede del. Bøjningsgodtgørelsen defineres som den ekstra længde til delens faktiske benlængder for at udvikle et fladt mønster.
benlængden er længden af flangen, der er uden for bøjningsradiusen.
Blank størrelse eller udviklet længde
det er et nødvendigt stemplingsprincip at beregne længden af emnet før bøjning, fordi en komponent normalt er blanket før bøjning.
under bøjning komprimeres metallagene ved siden af den indre radius, mens metallagene ved siden af den ydre radius strækkes. Nogle lag ark komprimerer eller strækker sig hverken under en bøjningsoperation kaldet neutralt plan.
Bemærk: neutralt plan ligger langs midten af pladetykkelsen for radius mere end to gange tykkelse. For radier mindre end to gange af pladetykkelse ca.en tredjedel tykkelse fra den indre radius overflade af bøjningen.
ved beregning af blank længde eller udviklet længde bør forskydning af det neutrale plan overvejes. 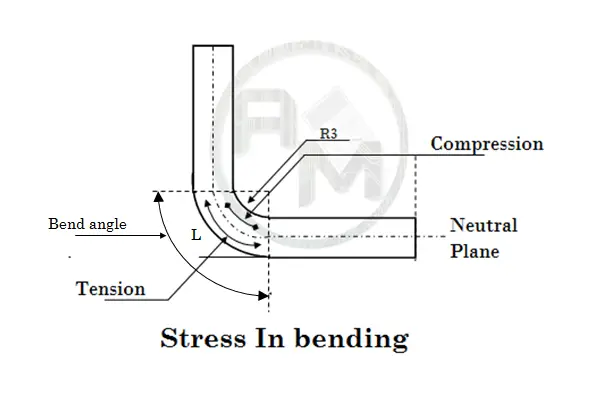 udviklet længde skal beregnes langs det neutrale plan ved hjælp af følgende formel.
udviklet længde skal beregnes langs det neutrale plan ved hjælp af følgende formel.


T= pladetykkelse
R = indvendig bøjningsradius
L= udviklet Længde
a = bøjningsvinkel i grad
eksempel: Beregn den udviklede længde eller blanke længde for følgende komponenter.
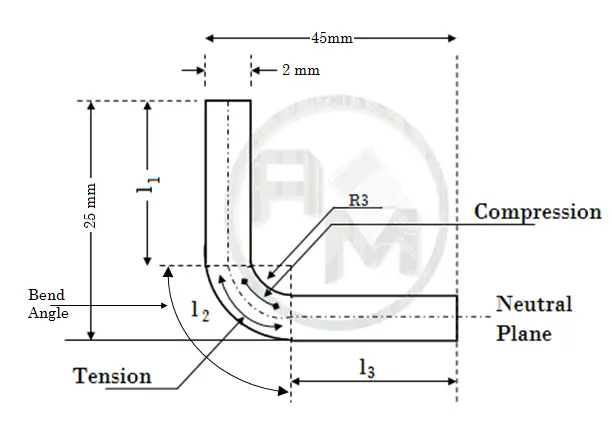
løsning: den udviklede længde af komponenten har to lige dele l1′ l2, og buet del l3.
givet:
indre radius : 3mm
arktykkelse : 2 mm
Så
l1 = 25 – ( Ark tykkelse + Indre radius ) =25 – 5 =20 mm
l3 = 45 – ( Ark tykkelse + Indre radius ) =45 – 5 =40 mm
Som den indvendige radius af svinget er mindre end 4 ( dobbelte pladetykkelse )
l2 = 
= (π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
Nu Samlede udviklet Længde
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
computerstøttet design af presseværktøjer
på grund af den stigende efterspørgsel efter presseværktøjer kan et kompakt og praktisk CAD/CAM-system til design af presseværktøj automatisere følgende funktioner:
- kontrol af arbejdsemnet tegning for muligheden for fremstilling fra metalplader stempling proces presseværktøjer.
- find blank størrelse til bøjning, formning eller tegning.
- valg af de typer presseværktøjer, der skal bruges.
- beregning af materialeudnyttelse, tonehøjde, margener og orienteringsvinkel.
- beslutning disposition af slag og skaft center.
- beregning af forskydningskræfter og størrelse på matricen, stripper, skruer, dyvler osv.
- valg af pressemaskine og Die sæt.
- udarbejdelse af samlingstegninger og detaljetegninger.
Computer-aided press tool design inkluderer forskellige moduler som arbejdsstykke kontrol modul, udviklet længde blank størrelse modul, Nesting modul, Strip-Layout modul, og die design modul. Designcheckmodulet finder ud af centrum for tryk, krævet tonnage, strippekraft, dimensioner af slag, matricer, stripper, stripper og stempelplader, ingen. af skruer, dyvelstifter, fjedre og knock-out stifter.
designmodulet skaber samlingstegningen med mange lag til forskellige presseværktøjselementer såsom dørblok, dørplade, slag, stempelplade, stripper, stripperplade, ejektor osv.
Leave a Reply