Jäysteenpoistolaitteet
Contact Companies
please fill out the oheinen form to submit a Request for any of the following companies noteerattu
Hanki yrityksesi listalle tällä Power-sivulla
Johdanto
tämä artikkeli antaa sinulle täydellisen oppaan purseenpoistoprosessista ja purseenpoistokoneista. Opit lisää:
- mikä on purseenpoisto?
- purseenpoiston merkitys
- erityyppiset purseet
- purseenpoisto
- ja paljon muuta…

Luku 1: Mikä on purseenpoisto?
purseenpoisto on työstöprosessin toissijainen toimenpide, joka parantaa tuotteen lopullista laatua poistamalla korotetut reunat ja ei-toivotut materiaalikappaleet, joita alkuvaiheen työstöprosessit jättävät. Purseet syntyvät leikkaus, taivutus, leikkaus, lävistyksiä, ja puristamalla materiaaleja. Näitä nähdään enimmäkseen pehmeillä ja sitkeillä materiaaleilla. Purseenpoistokoneita käytetään purseiden poistamiseen mekaanisin, sähkökemiallisin ja termisin menetelmin.

kun käytetään leikkaus-tai taivutusvoimia vikaantumiseen asti, materiaali altistuu plastiselle muodonmuutokselle. Reunoilla olevat alueet muuttuvat taivutetuiksi, pitkulaisiksi ja suulakepuristetuiksi. Nämä venymät ja pursotukset näkyvät leikkuureunoissa erityisesti työkalun sisääntulossa, sivuilla ja ulostulossa. Purujen muodostumista ja kokoa on vaikea ennustaa ja kvantifioida. Näin ollen purseenpoistotehokkuus on hyvin empiiristä ja perustuu useisiin tuotantokokeisiin ennen kuin valmistajat viimeistelevät sen.
kuten aiemmin mainittiin, purseenpoisto voidaan tehdä eri menetelmillä. Useimmat näistä prosesseista ovat “globaaleja”, mikä vaikuttaa koko tuotteeseen. Yleisen tai yleisen deburrauksen sovelluspaikkaa ei voida valvoa. Purseenpoistoprosessit voivat vaikuttaa tuotteen lopulliseen laatuun muuttamalla lopullisia mittoja ja saastuttamalla pinnan kemiallisista ja hankaavista jäämistä. Näin ollen purseenpoistoprosessit on valittava huolellisesti ja niitä on valvottava, jotta tuotteen halutut ominaisuudet eivät muutu.
purseenpoistoprosesseihin liittyvät kustannukset ovat noin 30% ilmailu-ja avaruussovelluksissa käytettävien erittäin tarkkuusosien valmistuskustannuksista. Autosovelluksissa purseenpoisto maksaa noin 15-20 prosenttia valmistuskuluista. Tämä valmistuskustannusten lisäys on merkittävä, kun otetaan huomioon, että purseenpoistolla ei lisätä tuotteen itseisarvoa.
Luku 2: Purseenpoiston merkitys
vaikeuksien ja niihin liittyvien kustannusten vuoksi purseenpoisto on edelleen olennainen osa tuotantoprosessia seuraavista syistä:
- lavat estävät osien oikean istuvuuden ja kokoonpanon
- osat ovat alttiita väsymykselle ja halkeamille, jotka johtuvat raoista, jotka toimivat vikaantumiskohtina
- rakoihin kehittyy helposti korroosiota ja porauspinnoille
- raot aiheuttavat työntekijöille ja loppukäyttäjille turvallisuusriskejä
- lavat heikentävät osan esteettistä laatua

Reunalaadulla on merkittävä vaikutus tuotteen muotoon, suorituskykyyn ja elinkaareen. Särmät ja korotetut reunat vaativat veronsa koneen osien oikeasta istuvuudesta ja kokoonpanosta. Nämä ovat kriittisiä tarkkuuskomponentteja, joita käytetään ilmailu -, auto-ja elektroniikkateollisuudessa. Sen lisäksi, että oikea istuvuus, pariutumisen osat, kuten hammaspyörät, rullat, ja muut liukupinnat, laikat voivat vaikuttaa ja vahingoittaa osia.
tuotteilla, joissa on särmät, on merkitsevästi lyhyempi väsymisaika verrattuna osiin, joissa ei ole säröjä. Työstöprosessit luovat jäännösjännityksiä, jotka johtuvat työstökovettumisesta leikattujen ja taivutettujen reunojen kautta. Nämä aiheuttavat muutoksia mekaanisissa ominaisuuksissa näillä alueilla. Reiät, kolot ja lovet ovat ominaisuuksia, joissa stressi tiivistyy. Koska särmät ovat epäsäännöllisempiä ja sijaitsevat yleensä näiden piirteiden uloimmissa reunoissa, särmät voivat toimia halkeaman aloituspaikkoina.
lämpö-ja kaatoaukot luovat rakoja, jotka edistävät paikallista korroosiota. Vesi, elektrolyytit ja muu syövyttävä aine voivat kerääntyä ja pysähtyä rakoihin. Korroosiota voi esiintyä myös silloin, kun pinnoitetta ei käytetä oikein. Osan pinnassa olevilla kohotetuilla alueilla voi olla ohuempia pinnoitteita kuin huuhdelluilla pinnoilla.
särmät ovat myös turvallisuusriskejä, sillä terävät reunat voivat puhkaista paineistettuja linjoja ja sähkökaapeleita. Myös burred edgejä käsittelevä henkilöstö voi vahingoittua. Terävät reunat on yleensä viistetty tai säteilytetty estämään ei-toivotut leikkaukset henkilöstöön ja laitteisiin.
paras tapa estää urien muodostuminen on vaihtaa työkappale, jossa on vähemmän sitkeää materiaalia. Käyttämällä vähemmän sitkeää materiaalia aiheuttaa ei-toivottujen osien siru tai erottaa pääosan. Useimmiten tämä ei kuitenkaan ole vaihtoehto erityisesti sovelluksille, joilla on tiukat materiaalivaatimukset. Työstö sitkeää materiaaleja, burr muodostuminen on lähes väistämätöntä. Tämän vuoksi ei-tavanomaiset menetelmät, kuten kemiallinen etsaus ja laserkoneistus, tulevat toivottaviksi vaihtoehdoiksi. Näillä prosesseilla on kuitenkin rajoituksensa työkappaleen paksuuteen ja korkeisiin investointikustannuksiin.
Vertailu Tumblingiin ja viimeistelyyn
viimeistely, purseenpoistoaine ja tumbling ovat sekundaarikoneistuksessa käytettyjä termejä. Viimeistely on laaja termi, joka koostuu toimista, kuten purseenpoistoa, räjäytys, kiillotus, hionta, pinnoite, pinnoitus, ja niin edelleen. Purseenpoisto on eräänlainen viimeistely laikkujen, epäsäännöllisten reunojen ja välähdysten poistamiseen. Yksi purseenpoistomenetelmä on mekaanisten laitteiden kautta. Mekaaniset purseenpoistokoneet aiheuttavat hankausta, jonka aiheuttaa kammiossa olevan osan kanssa yhteen sijoitettu Hioma-aine. Kammio on levoton tärinää tai pyllähdys. Näin ollen tumbling on purseenpoistoprosessi, jossa käytetään hankaavia väliaineita ja kammion pyörimistä, joka tunnetaan tynnyrinä, raaputtamaan osia.
Hanki yrityksesi alle
johtavat valmistajat ja toimittajat
Luku 3: erityyppiset särmät
sen lisäksi, että särmät luokitellaan leikkaussuunnan mukaan, myös särmät voidaan luokitella niiden muodostumismekanismin mukaan. On olemassa neljä tyyppiä, nimittäin: Poisson, roll-over, repiä, ja cut-off purseet.
-
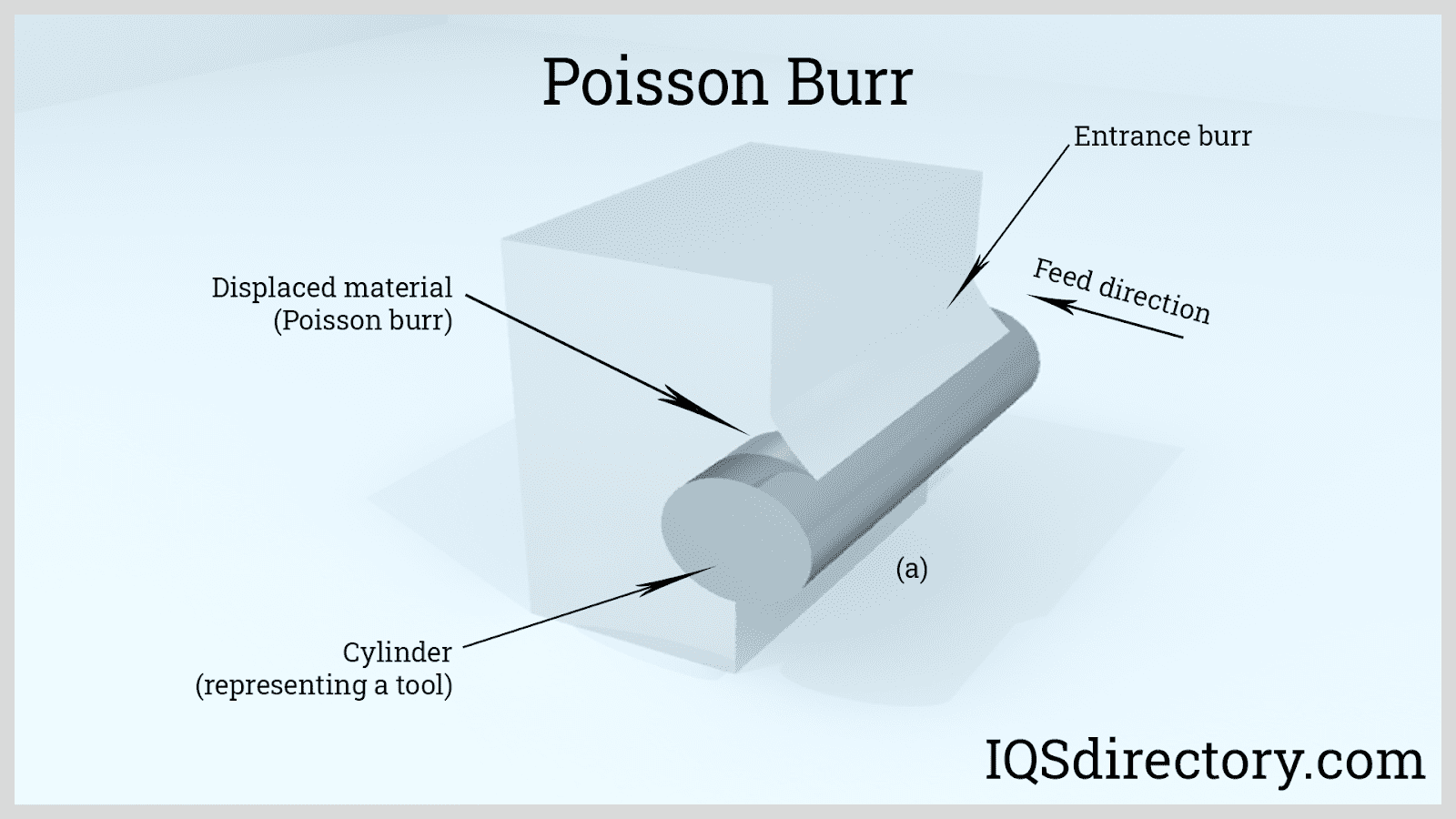
Poisson Burr:
“Poisson” tuli termistä Poisson-efekti, joka tarkoittaa suuntien laajenemista kohtisuoraan jännityksen soveltamista vastaan. Puristusvoimien kohdistaminen materiaaliin aiheuttaa kosketuksessa olevan alueen reunat plastisesti muotoutumaan ja venymään luoden särmiä. Leikkaamisen aikana, kun leikkuutyökalun kärki osuu työkappaleeseen, leikkauksen reunat muuttuvat puristus-ja leikkausvoimien vuoksi epämuodostuneiksi. Nämä muodonmuutokset nähdään sisäänmenoaukoissa, jotka muodostuvat leikkuutyökalun sisääntulokohdassa.
-
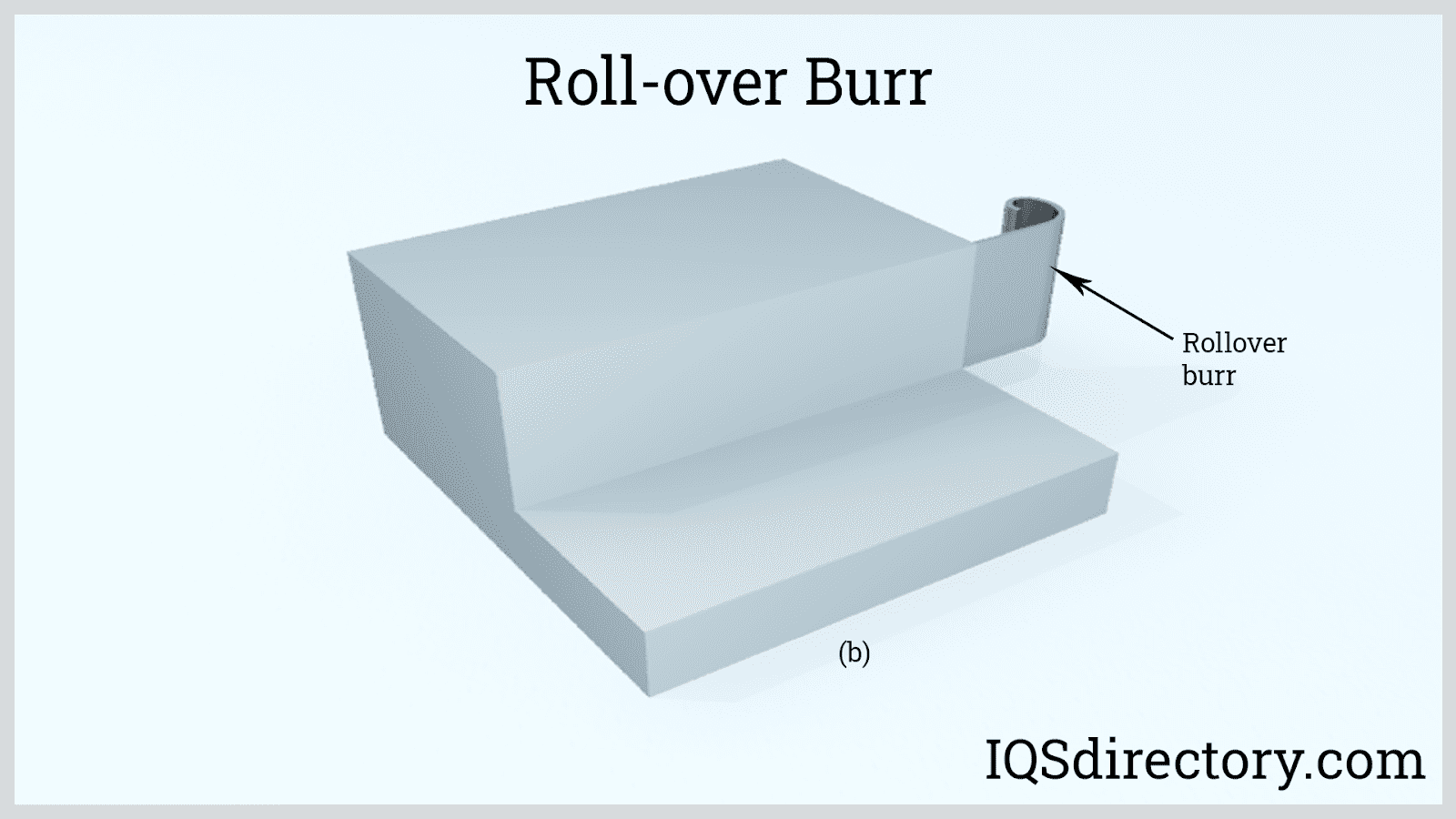
Kaatoporsas:
nämä ovat lastuja, jotka ovat pikemminkin taipuneet kuin irronneet leikkurin polusta. Kun leikkuri poistuu leikkauksesta, osa materiaalista rullaa ja menee työkalun mukana. Materiaali taittuu kohti syöttöä ja pitkin leikattua reunaa. Jos materiaali on riittävän sitkeää, siru ei helposti irtoa osasta. Viiltosyvyys edistää myös kaatoporsaan muodostumista, sillä sirusta tai rullasta tulee paksumpaa syvyyden kasvaessa.
-
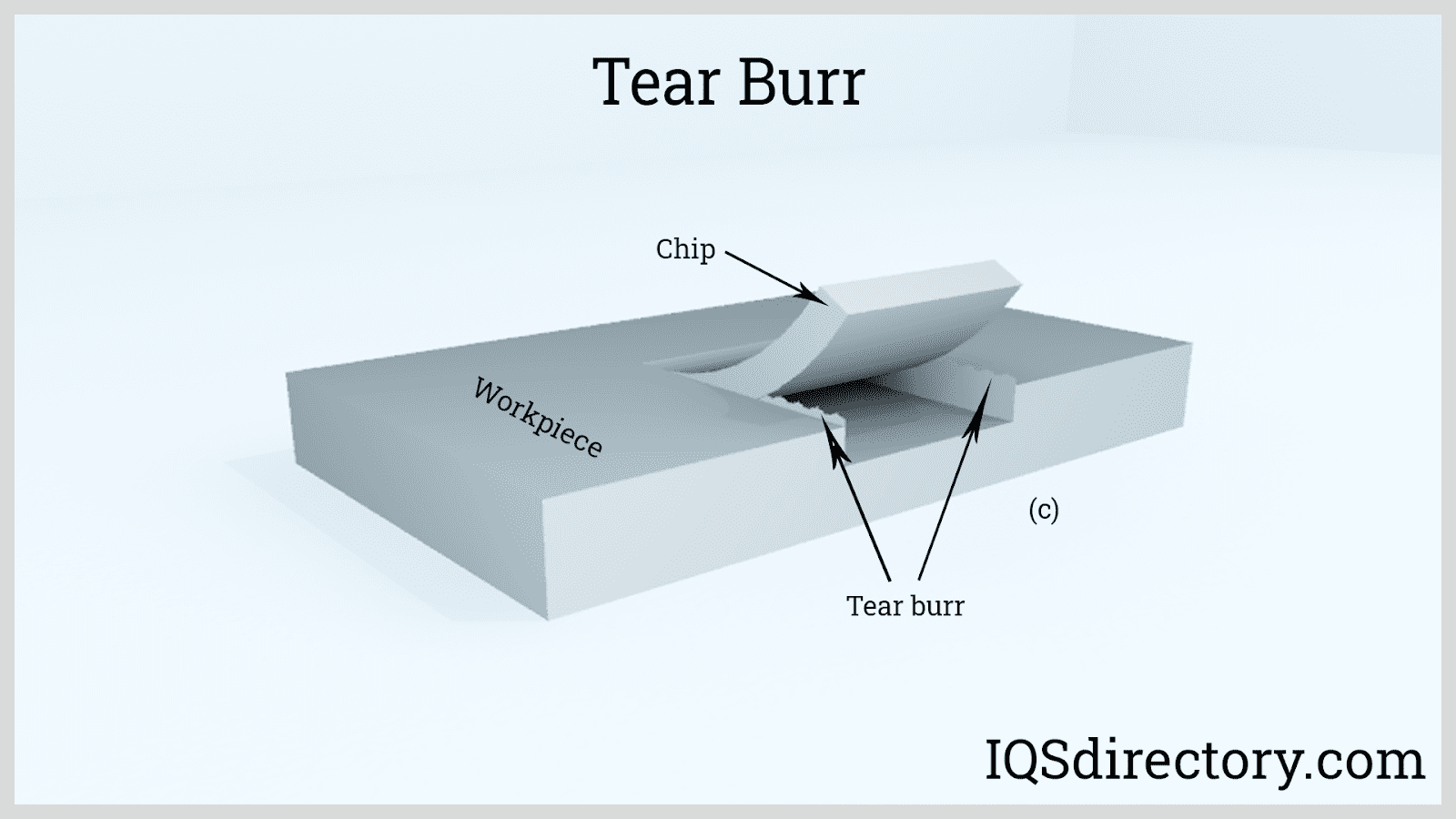
Repeämäaura:
Repeämäaura on sivuaura, joka syntyy, kun leikattu osa on plastisesti epämuodostunut sen sijaan, että se olisi kokonaan leikattu. Tämä havaitaan lävistys prosesseja, joissa terävä, rosoinen reuna on jätetty pitkin ääriviivat rei ‘ itetty reikä. Tämä on materiaalia repimässä irti työkappaleesta.
-
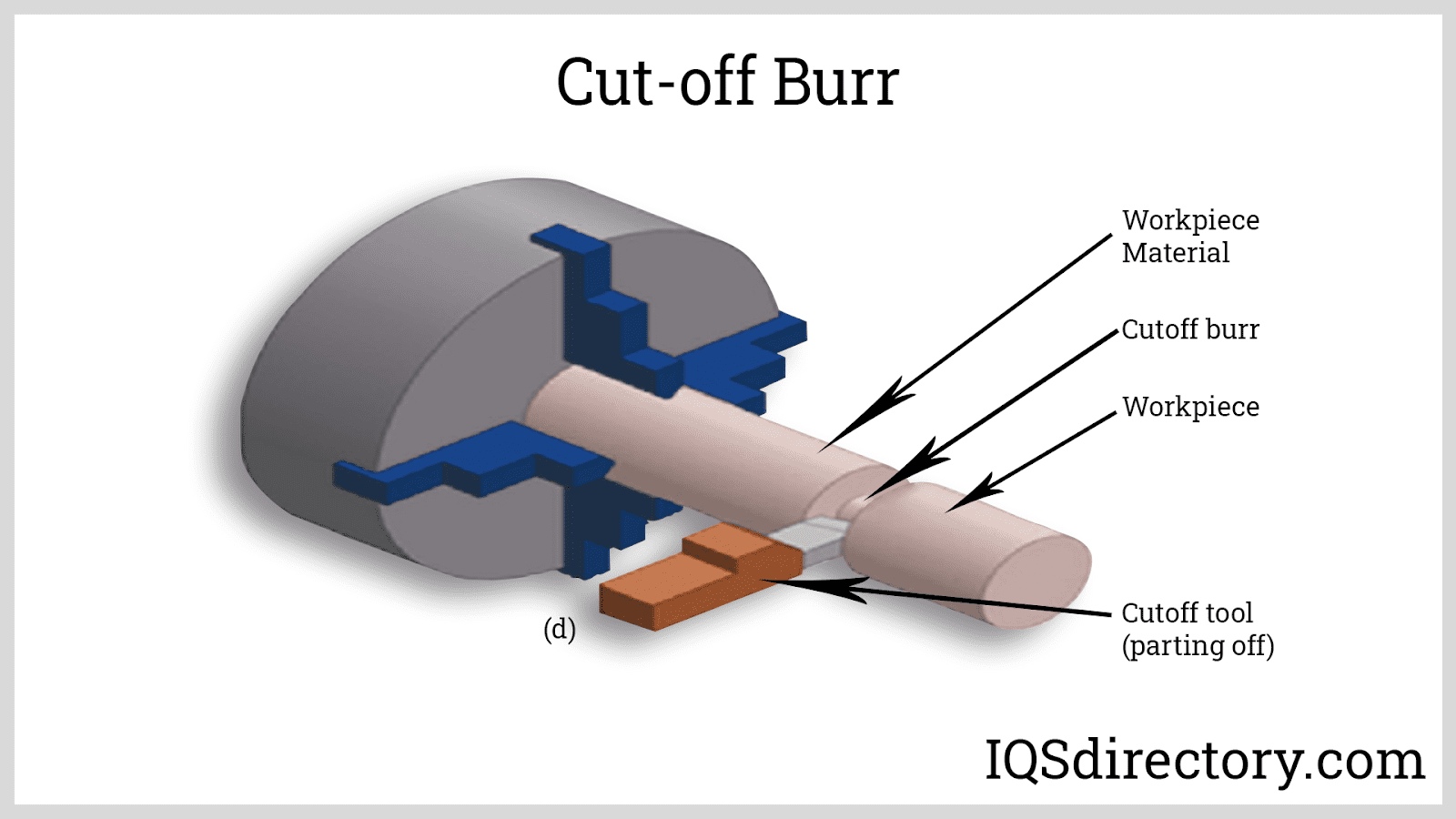
Katkaisuhiekka:
Katkaisuhiekka johtuu ylijääneestä materiaalista, kun leikattu osa irtoaa tai irtoaa pääosasta. Tämä voi olla positiivinen tai negatiivinen burr. Katkaisuruuveja havaitaan lähinnä sahanpuruissa ja automaattisissa ruuvikoneen osissa. Tämäntyyppiset laikat estetään tukemalla molempia osapuolia kunnolla, kunnes leikkaus on valmis.
-
termiset laikut:
näitä laikutyyppejä kutsutaan yleensä kuonoiksi, roiskeiksi tai kuoniksi. Kuonat ovat seurausta hitsauksen, plasman ja laserleikkauksen kovettuneesta sulasta metallista. Kuonalla on erilaiset mekaaniset ominaisuudet kuin perusmetallilla johtuen lämmityksen ja hallitsemattoman jäähdytyksen aiheuttamista jäännösjännityksistä. Kuonat voidaan yleensä karsia käsin haravoimalla, mutta joissakin tapauksissa hionta on välttämätöntä.

Luku 4: Purseenpoistoprosessit
Purseenpoistoa tehdään useilla eri menetelmillä, jotka riippuvat materiaalista, osan geometriasta, purseiden koosta ja sijainnista, tuotteen määrästä ja kustannuksista. Manuaaliset ja mekaaniset purseenpoistotoimet ovat tavanomaisia purseenpoistomenetelmiä. Sähkökemiallinen, lämpöenergia ja kryogeeninen ovat ei-tavanomaisia menetelmiä erityisiä purseenpoisto sovelluksia. Alla on yhteiset purseenpoistoprosessit ja kunkin edut ja sovellukset.
-
Massaviimeistely:
tätä menetelmää käytetään, kun on suuri määrä viimeisteltäviä osia/komponentteja, joita voidaan käyttää eräjärjestelminä tai jatkuvajärjestelminä ja jotka voidaan suorittaa kuiva-tai märkäprosesseina (riippuen valmistettavien tuotteiden materiaalista). Mass viimeistely vaatii alkuinvestointi aikaa ja materiaaleja määrittää tarkka massa viimeistely resepti tarvitaan tarpeisiisi, mutta säästää aikaa, rahaa ja manuaalista työtä pitkällä aikavälillä. Joitakin esimerkkejä massa viimeistely laitteet ovat pyörivä täryttimet, jatkuva virtaus asennukset, vedä viimeistely koneet, korkean energian levyjärjestelmät, ja amme täryttimet.
-
manuaalinen purseenpoisto:
tällä menetelmällä tarkoitetaan purseenpoisto-operaatioita, joissa käytetään käsikäyttöisiä tai koneellisia työkaluja, kuten purseenpoistokoneita, Hiomakoneita, harjoja, viiloja, hiomakoneita ja niin edelleen. Tämä prosessi on “lokalisoitu” – eli se ei vaikuta koko osaan. Tätä käytetään paikoissa, joissa on suuri mittavaihtelujen toleranssi, koska manuaalisen jäysteenpoiston parametreja ei voida määritellä täydellisesti. Useimmat valmistajat ja valmistajat ovat kehittäneet talon aikastandardeja. Nämä eivät kuitenkaan ratkaise prosessin johdonmukaisuutta koskevaa ongelmaa. Tämä prosessi on hidas ja tapahtuu yleensä tuotantolinjan päässä tehden minkä tahansa virheen, joka tulee kalliiksi valmistajalle. Alla on joitakin manuaalisten purseenpoistomenetelmien tyyppejä.

-
harjaus:
metallifilamenteista tai pyörivään kiekkoon kiinnitetyistä ohuista langoista valmistettuja harjoja käytetään viillon reunoilta raapimiseen. Tämä on nopea ja suhteellisen edullinen menetelmä, mutta sitä rajoittaa jäysteenpoiston johdonmukaisuus. Voimakkuus riippuu hehkulangan halkaisijasta, vapaan pituuden kokoonpanosta, tekstuurista, tiheydestä, materiaalityypistä, levyn leveydestä, kulmanopeudesta ja kosketuksesta.
-
hionta tai liimattu hioma viimeistely:
tässä menetelmässä käytetään hioma-aineita, kuten alumiinioksidia, piikarbidia ja zirkoniayhdisteitä, jotka on sidottu levyihin, vöihin, tyynyihin, pyöriin ja levyihin. Mekaanisesti edestakaisin tai pyörivä toiminta hioma poistaa materiaaleja, jotka nostetaan pintaan työkappaleen. Hioma voi vaihdella laadut karkea poikkeuksellisen hieno riippuen mitat materiaali poistetaan, haluttu pintakäsittely, ja sovellus.

-
Metallilevyjen Reunus:
Peltileikkureissa on pienet hiomalaikat tai nipistysrullat, jotka silottavat peltilevyjen reunoja eri paksuuksilla 0,025-0,25 tuumaa. Ohutlevyjen särmäyskoneet ovat paikallaan, kun ohutlevyä syötetään manuaalisesti tai automaattisesti. Jotkut koneet voivat deburr ylä-ja alapinnat ja voi myös luoda viisteitä tai fileitä. Kun kyseessä on usean rullan sarja, kuhunkin rullapariin kohdistuva paine pakottaa asteittain särmät ja korotetut reunat pellin yli, alle tai sisään. Puristusvoimia on kuitenkin valvottava huolellisesti erityisesti pehmeillä ja muokattavilla materiaaleilla, koska ne voivat loimittua tai soljua rullan paineessa.
-
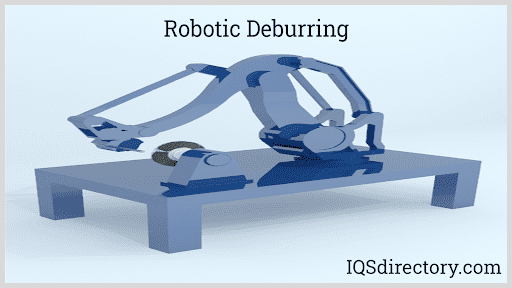
robotin purseenpoisto:
tässä käytetään viistettä, hiontaa tai purseenpoistovälinettä, joka on asennettu robottivarteen. Koska manuaalisen purseenpoiston suurin haitta on epäjohdonmukaisuus, hidas vaihtuvuus ja työvoimavaltaisuus, robottimainen purseenpoisto ratkaisee nämä ongelmat poistamalla inhimillisen tekijän. Robotit voivat tehdä toistettavia liikkeitä johdonmukaisesti ja nopeasti. CNC-ohjelmoinnin avulla operaattorit voivat syöttää ennalta määriteltyjä liikkeitä ja muita parametreja, kuten voimaa ja työkalun nopeutta. Suuremmista alkukustannuksista huolimatta robotisoitu purseenpoistoyksikkö on pitkällä aikavälillä hyödyllinen, koska sen käyttökustannukset ovat pienentyneet. Lisäksi Robottijärjestelmät ovat paljon turvallisempi prosessi kuin manuaalinen.
-
mekaaninen Purseenpoistoaine:
mekaaninen purseenpoistoaine käyttää koneita työkappaleen yleisen purseenpoiston suorittamiseen. Käyttäjän on vähemmän valvoa aggressiivisuutta ja lokalisointi purseen toimintaa, verrattuna manuaalinen purseenpoisto. Manuaalista, robottimaista ja vesisuihkun purseenpoistoa pidetään myös mekaanisena hankaussovelluksen luonteen vuoksi. Esimerkkejä mekaanisista purseenpoistokoneista ovat seuraavat.
-
Barrel Tumbling:
Barrel tumblers on käyttökustannuksiltaan yksi edullisimmista purseenpoistokoneista. Tämä laite ei ainoastaan poista purut, mutta se myös kiillottaa osan pinnat. Kone toimii lataamalla osan tai useita osia kammioon tai “tynnyriin” yhdessä hankaavan väliaineen kanssa. Erikoisyhdisteitä lisätään myös materiaalista ja pintakäsittelystä riippuen. Tämä on yleensä eräajo, mutta myös in-line eräkäsittely ja yhden passin käsittely ovat saatavilla. Barrel pyllistely voidaan jakaa märkään ja kuivaan pyllistelyyn.
-
märkä Tumbling:
märässä tumblingissa kuormataan vettä, joka toimii voiteluaineena ja auttaa huuhtelemaan jäämiä pois ja parantamaan purseenpoistotehokkuutta. Veden taso vaikuttaa käsittelyn nopeuteen ja pintakäsittelyn hienouteen. Veteen lisätään myös keraamisten tai muovisten väliaineiden kanssa toimiviksi suunniteltuja yhdisteitä. Nämä yhdisteet antavat korroosionkestävyyden, puhtauden, kosmeettisen viimeistelyn, kiillon ja muita muita pinnan ominaisuuksia. Yhdisteet parantavat myös purseenpoistokykyä poistamalla öljyt, pidentämällä hankaavien väliaineiden käyttöikää ja poistamalla vaahtoamisen muovista ja synteettisistä väliaineista.
veden ja nestemäisten yhdisteiden käytöstä on paljon hyötyä. Haittapuolia ovat kuitenkin myös jätevesien saastuminen ja valvomattomat reaktiot tuotantoketjun alkupäässä käytettävien nesteiden kanssa.
-
Kuivapuristus:
kuten nimestä voi päätellä, tässä prosessissa käytetään vain kuivia väliaineita, kuten hiekkaa ja kuivattuja orgaanisia materiaaleja. Hiekan käyttö ei ainoastaan paranna kiillotusta, vaan toimii samalla tavalla kuin vesi märässä pyllyssä. Hiekka kuljettaa jäämiä ja estää niitä upottamasta osan pintaan. Orgaaninen materiaali taas on hiekkaa imukykyisempää, mikä voi poistaa likaa ja öljyjä. Orgaanisia materiaaleja käytetään maissintähkä ryynit, pähkinä kuori ryynit, ja puu tapit.
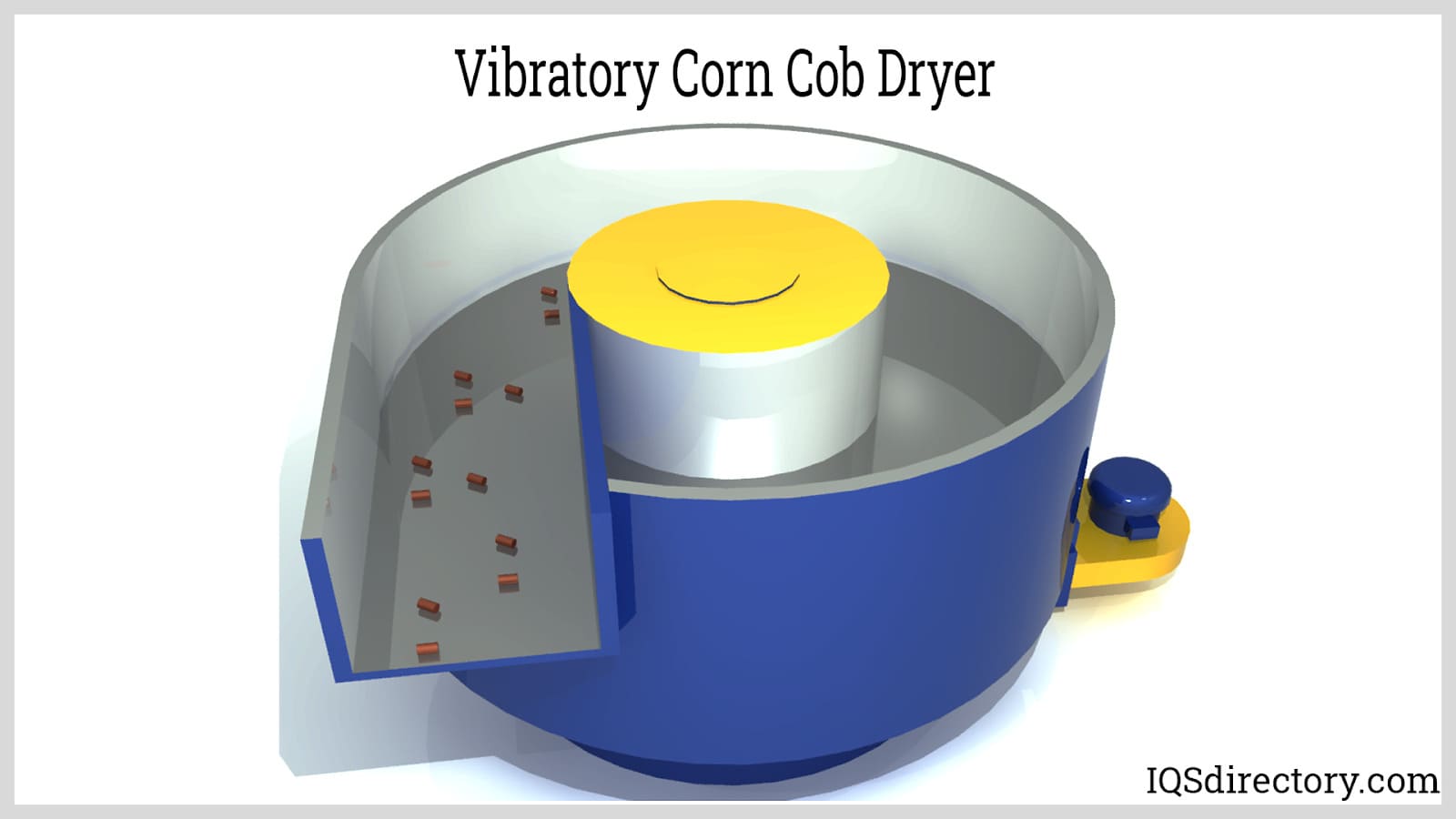
käyttämällä kuivaa väliainetta ei ole haittoja märkä tumbling yhdisteitä; kuitenkin prosessi on suhteellisen hidas. Raskaammalla hankaavalla koostumuksella on yleensä lyhyempi käsittelyaika. Kuivat hioma-aineet ovat kevyempiä kuin nestemäiset kollegansa ja yleensä kestää noin kaksi kertaa kauemmin tuottaa sama purseenpoistovaikutus. Tämän vuoksi kuiva jyrsintä ei yleensä sovellu suurtuotantoon.
tynnyripumpun erikoiskokoonpano on keskipakopumput. Se koostuu kahdesta tai neljästä tornin päälle asennetusta tumblerista. Tykkitorni pyörii yhteen suuntaan, mikä saa tynnyrit pyörimään vastakkaiseen suuntaan. Jokainen tykkitornin täydellinen kierto edustaa yhtä tynnyrien kiertoa. Tykkitornin kääntäminen riittävän nopeasti aiheuttaa tynnyreihin painovoimaa suuremmat keskipakoisvoimat. Tämä luo suurempia hankaavia voimia, jotka johtavat nopeampiin purseenpoistoaikoihin.
-
-
värähtelevä Purseenpoistokoneet:
värähtelevä purseenpoistokoneet ovat samanlaisia kuin purseenpoistokoneet, joissa osat Ladataan kammioon yhdessä hioma-aineen ja muiden lisäaineiden kanssa. Niiden suurin ero on istuntosalin liike. Kun tumblers pyörivät tuottaa levottomuutta kammion sisällä, tämä tyyppi kone värähtelee tuottaa liikettä. Kammio on asennettu jousille tai vaimentimille, jotka eristävät sen liikkeen perustuksesta. Siihen on kiinnitetty pyörivä paino, joka ravistelee kammion sisältöä. Tarjolla on erilaisia kokoonpanoja, kuten ammeita, pyöreitä kulhoja tai kaukalokoneita. Kokoonpanon valinta riippuu osan geometriasta ja sen soveltamisesta.

-
-
vesisuihkun purseenpoisto:
tässä prosessissa hyödynnetään suurinopeuksisten vesisuihkujen iskuvoimaa työkappaleen purseiden ja roskien hajottamiseksi. Vesisuihkut ovat CNC-ohjattuja, samanlaisia kuin työkalutetut Robottijärjestelmät. Vesisuihkun purseenpoisto käyttää alhaisempia paineita vesisuihkun leikkaamiseen verrattuna osan vahingoittumisen estämiseksi. Näin se poistaa vain ohuita ja löyhästi kiinnittyneitä puruja. Suurempia särmiä ei voi helposti poistaa vahingoittamatta reunoja. Tärkein etu käyttää vesisuihkuja on, että se voi saavuttaa ominaisuuksia, jotka ovat saavuttamattomissa tavallisiin jäysteenpoistojärjestelmiin. Tuloksena oleva tuote ei myöskään sisällä öljyjä eikä roskia.
-
sähkökemiallinen Purseenpoistoprosessi:
tämä on elektrolyysin periaatteita hyödyntävä purseenpoistoprosessi. Elektrolyysi kiihtyy alueilla, joilla on pieniä elektrodien välisiä aukkoja. Samaan aikaan se estetään alueilla, joilla on eristys elektrodien välillä. Katodinen työkalu on muotoiltu työkappaleen negatiiviksi. Tätä käytetään keskittämään elektrolyysi alueille, joilla purut sijaitsevat. Työkappale on kiinnitetty piiriin ja toimii anodina. Piirin loppuun lisätään elektrolyytti, joka siirtää varauksen työkalun ja työkappaleen välillä. Osa työkaluista on eristetty muiden pintojen liukenemisen estämiseksi. Tämä menetelmä soveltuu vaikeasti työstettävien geometrioiden ja huonosti työstettävien mutta johtavien materiaalien purseenpoistoon. Myöskään työkalujen kulumista ei ole. Tämän prosessin haittana on kuitenkin vaikea jäteveden käsittely, koska siinä käytetään ympäristölle haitallisia kemiallisia yhdisteitä.

-
terminen purseenpoisto:
tätä prosessia kutsutaan myös termisen energian menetelmäksi. Tässä prosessissa työkappale altistetaan kuumille syövyttäville kaasuille hyvin lyhyen ajan. Syntyy lämpöshokkiaalto, joka höyrystää porauksen nopeasti. Muuhun työkappaleeseen ei vaikuta sen alhainen pinta-massa-suhde ja lyhyt valotusaika. Pieniä määriä metalleja, kuten purseet ja korotetut reunat sublimoituvat, koska ne eivät pysty haihduttamaan voimakasta lämpöä ympäröiviin osiin. Terminen purseenpoistoaine on tehokas materiaaleissa, joilla on alhainen lämmönjohtavuus, joka voi helposti hapettaa.
-
kryogeeninen purseenpoisto:
kryogeeninen purseenpoisto tehdään useimmiten tarkkuusmuoviosille, joilla on luontainen iskunkestävyys. Tässä prosessissa nestemäistä typpeä väläytetään kammioon, jossa on kuorittavia osia. Vilkkuva prosessi jäähdyttää kammion lähellä osan materiaalin lasittumislämpötilaa. Tämä haurastuttaa purut ja välähdykset, mutta ei riitä muuttamaan muiden osien ominaisuuksia. Osa, yhdessä hankaavien väliaineiden kanssa, murskataan kammiossa.
-
hioma-ja mikro-hiontapuhallus:
tässä prosessissa pintaan tehdään hioma-ainetta mahdollisten pinnan epätasaisuuksien poistamiseksi. Hankauspuhalluksella poistetaan isommat särmät ja luodaan tarvittava rakenne ja pinnan karheus yleensä nesteen leikkaussovelluksissa käytettäville laitteille. Mikro-hankauspuhallus on tarkempi luomaan tasaisempia pintoja vahingoittamatta tai muuttamatta osan mittatarkkuutta. Tämä prosessi käyttää erittäin hienoja hioma-aineita, kuten alumiinioksidia, lasihelmiä ja muovimateriaalia ja pienoiskoossa suutin tuottaa hallittavissa hioma-suihkun, joka voi kohdistaa ja poistaa mikroneja materiaalia. Mikro-hiontapuhallusta käytetään arvokkaisiin tarkkuusosiin.
Luku 5: Jäysteenpoistoaine
markkinoilla on erilaisia hiontavälineitä. Yleisiä hankaavia aineita ovat keramiikka, teräs, muovit ja orgaaniset yhdisteet. Nämä materiaalit ovat saatavilla eri muotoisia ja kokoisia riippuen geometriasta osan. Jäysteenpoistoaine ei ainoastaan naarmuta ja leikkaa, vaan se toimii myös tyynynä, joka estää eri osia tarttumasta toisiinsa.
-
Keraamiset väliaineet:
keramiikka voi purkaa erityyppisiä metalleja ja muoveja. Koostumuksesta, tiheydestä ja geometriasta riippuen se voi tarjota erilaisia pintakäsittelyjä vaihtelevilla leikkuunopeuksilla. Koska useimmilla keramiikoilla on myös luontainen kovuus, ne ovat erittäin kestäviä kovien metallien purseenpoistossa.

-
teräslevyjä:
teräslevyjä käytetään kevyeen purseenpoistoon ja kiillotukseen. Niillä on korkeat alkukustannukset, mutta niitä käytetään laajalti niiden minimaalisen poistumisasteen ja äärimmäisen puhtauden vuoksi.

-
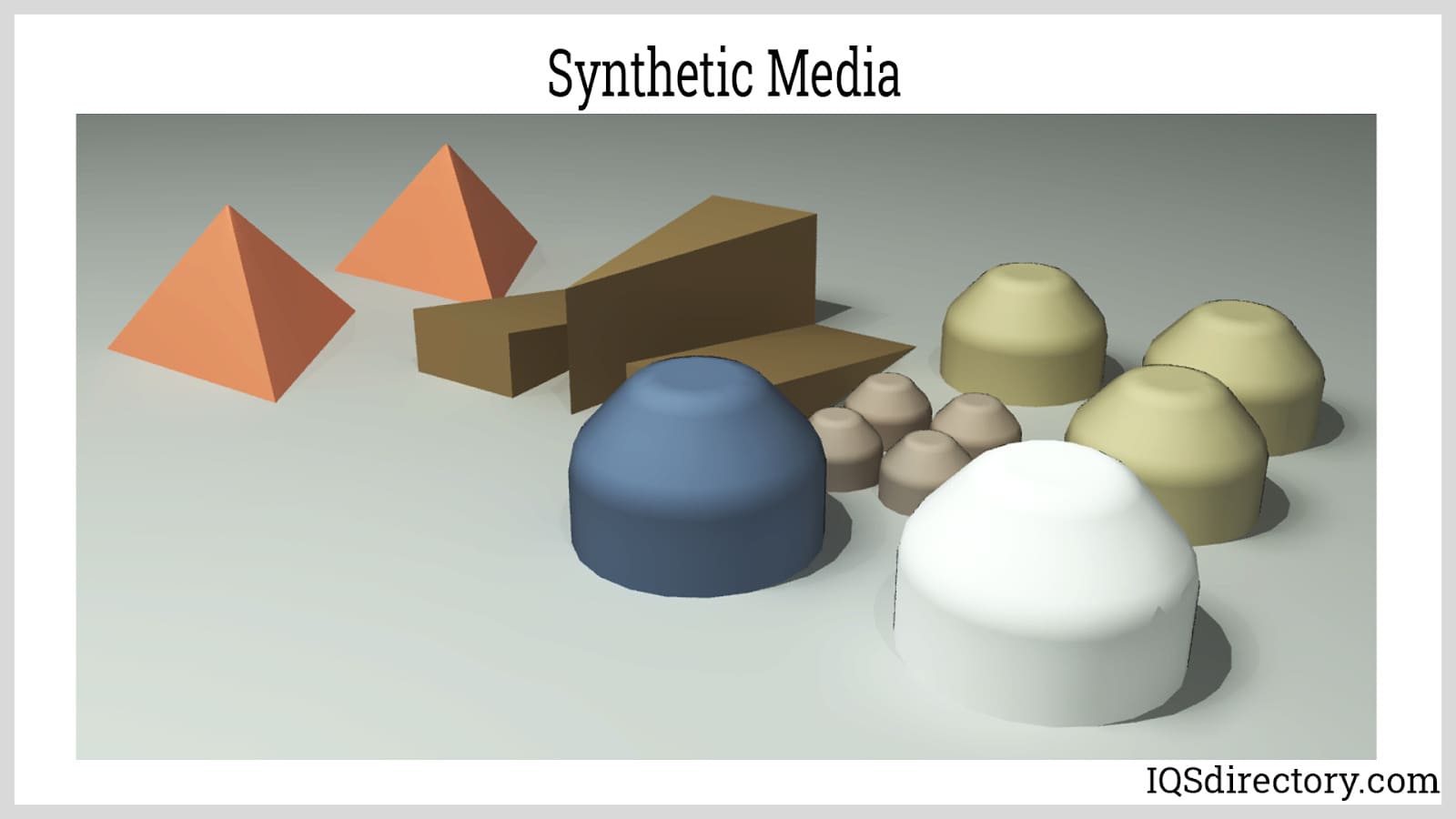
synteettiset väliaineet:
synteettiset aineet koostuvat 50-70 painoprosentista hioma-aineista. Hioma-aineita voivat olla alumiinioksidi, emery ja piikarbidi. Hioma on upotettu pehmeämpään materiaaliin. Kun pehmeämpi materiaali heikkenee, hioma paljastuu, joka sitten deburrs osa.
-
muovimateriaali:
muovit voidaan muotoilla palvelemaan tiettyjä sovelluksia. Ne ovat saatavilla alhainen tiheys, jota käytetään yleiskäyttöön purseenpoistoon, tai korkea tiheys, joka on sekä rauta-ja ei-rautametallien.

-
orgaaniset aineet:
esimerkkejä näistä ovat pähkinä ja maissintähkä. Orgaanisia väliaineita käytetään kuivaamiseen, koska ne imevät helposti vettä ja öljyä.

Päätelmät:
- purseenpoisto on työstöprosessin toissijainen toimenpide, joka parantaa tuotteen lopullista laatua poistamalla korotetut reunat ja ei-toivotut materiaalikappaleet, joita alkuvaiheen työstöprosessit jättävät.
- lavat aiheuttavat useita ongelmia, kuten osien sopimaton istuvuus ja kokoonpano, väsymisen ja korroosion aiheuttama osan eliniän lyheneminen, turvallisuusriskit ja vähentynyt estetiikka.
- särmät luokitellaan muodostumismekanismin mukaan. Luokitukset ovat Poisson, roll-over, repäisy, cut-off ja thermal burrs.
- Purseenpoistoa tehdään useilla eri menetelmillä, jotka riippuvat materiaalista, osan geometriasta, purseiden koosta ja sijainnista, tuotteen määrästä ja kustannuksista. Suosituimmat purseenpoistomenetelmät ovat manuaalisia ja mekaanisia.
- käsin tapahtuvaan purseenpoistoon kuuluu harjaus, hionta ja valssaus. Toiminta tapahtuu joko käsin tai konevoimin.
- mekaanisessa purseenpoistossa käytetään tumblereita ja tärykoneita. Nämä koneet suorittavat yleistä purseenpoistoa työkappaleeseen.
- massapoistooperaatioissa (tumbling ja vibratory) käytetään hankaavia väliaineita. Näitä voivat olla keramiikka, teräs, muovit ja orgaaniset yhdisteet.
Hanki yrityksesi alle
Leave a Reply