Press Tool Design Basics: Sheet Metal Stamping process
the press tool ( tunnetaan yleisesti nimellä die/ dies) is an assembly of State, punch, punch plate, punch backplate, stripper plate, jne. tuottaa ohutlevykomponentteja / leimattuja osia levymetallilevystä.
lisätietoja puristusvälineistä: peltiseppä.html
Lehtityöskentelyterminologia
ennen ohutlevypuristustyökalun suunnittelua on ymmärrettävä puristustyökalun kokoonpano ja komponentit. Puristustyökalu koostuu booli / lyöntejä, kuolla, booli levy, varmuuskopio levy, Strippari, heittoistuimet paljon enemmän komponentteja. Ymmärtää paremmin pääkomponentit lehdistö ja kuolee, vain vilkaista annettu luku.
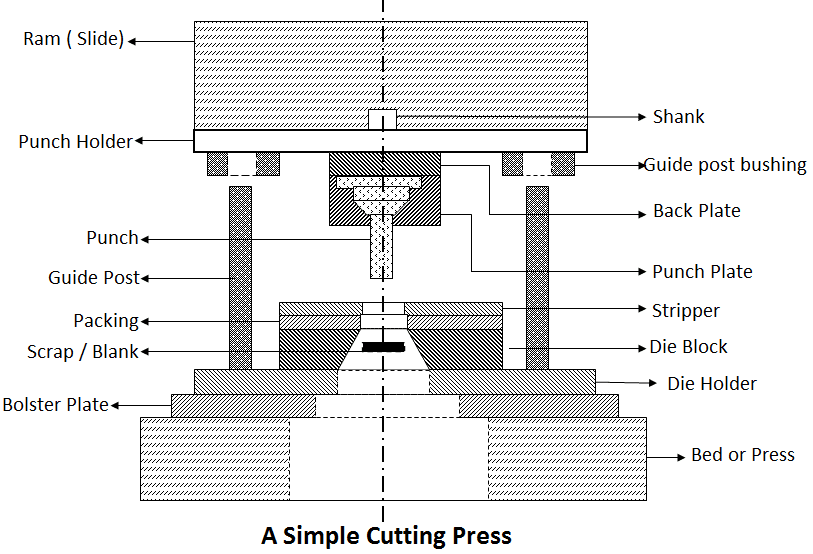
Ram (Dia: Puristimen liikkuva osa, joka siirtää mekaanisen tai hydraulisen voiman vauhtipyörästä / hydraulijärjestelmästä puristustyökaluun ohutleimausta varten.
varsi: vartta käytetään osana latvamuovin asentamista puristuskoneen liukumäkeen.
Punch Holder (Ylempi Kenkä): tämä on stanssisarjan yläosa, joka sisältää ohjainpidikkeen. Stanssisarjan koko yläosa (sisältää yleensä boolin, boolilevyn) on asennettu yläkenkään.
Suulakepidike (Alempi Kenkä): tämä on suulakepidikejoukon alaosa, joka sisältää opastimen. Stanssisarjan koko alaosa (sisältää yleensä stansseja, strippareita) on asennettu ylempään kenkään.
Varalevy: Varalevy asetetaan siten, että paineen voimakkuus ei nouse kohtuuttomaksi lyöntitelineeseen. Sitä kutsutaan myös Punch backplate ja paine levy.
reikälevy: reikälevyn tehtävänä on pitää booli oikeassa suhteellisessa asennossaan. Boolilevy sopii tiiviisti boolin rungon päälle. Sitä kutsutaan myös Punch-pidikkeeksi.
punssi: Tämä on tärkein osa die kokoonpano, joka on suoraan tai välillisesti siirretty paina ram tai dia. Punch ja die toimivat yhdessä tehdäkseen leimatun osan.
vuode: vuode on lehtirungon alaosa, joka toimii pöytänä, johon on asennettu tukilevy.
tukilevy: tämä on vuoteeseen kiinnitetty paksu levy, jota käytetään tukemaan & stanssisarjan paikantamista.
Die: Die on naisten osa die block/press-työkalua, jolla tuotetaan annettu työtehtävä painokoneessa. Die ja booli toimivat yhdessä halutun muotoisen tuotteen aikaansaamiseksi.
Strippari: Stripparia käytetään metallinauhan irrottamiseen iskusta tai kuolemaan.
Guidepost & Guide post holkki: tämä puristustyökalun kaksiosainen ohjaa stanssisarjaa pitämään linjauksen toiminnan aikana. Oikein voideltu, ja sijoitettu, ne parantavat työkalun toimintaa ja osaltaan tuottaa laadukkaita tuotteita. Tätä kutsutaan myös pilari die asetettu.
Sulkukorkeus: sängyn yläosan ja liukumäen pohjan välinen etäisyys siten, että liukumäki on alhaalla ja säätö ylhäällä.
isku: pässin liikkeen etäisyys yläasennosta alasasentoon. Mekaanisissa puristimissa se on yleensä vakio, mutta hydraulisissa puristimissa vaihteleva.
metalliset leimasinpuristintyökalujen komponentit
Puristintyökalujen komponentit voidaan jakaa seuraaviin luokkiin:
- rakenneosat
- Työkomponentit
- ohjaus-tai Paikantamiskomponentit
- Kuorintakomponentit
- Kiinnityskomponentit
- Syöttökomponentit
rakenneosat
Puristustyökalukomponentit, jotka pitävät työkomponentit toisiinsa ja puristimeen. Kuten ylempi kenkä, Alempi kenkä, varsi.
Työkomponentit
komponentit, jotka tosiasiallisesti osallistuvat halutun muotoisen leimatun osan muodostamiseen. Like Punch & Die.
ohjaus-tai Paikantamiskomponentit
ohjauskomponentit ylläpitävät toimenpiteen aikana ylemmän kengän ja alemman kengän tarkkaa linjausta. Opaste sarjat ja Vaarna nastat ovat esimerkkejä ohjaavia komponentteja.
Kuorintakomponentit
komponentit, jotka irrottavat tai nauhoittavat paukkuja ja romua reiästä tai kuolevat toimenpiteen päätyttyä. Kuten Strippari, nastoja, Heittoistuimia, tyrmäyksiä.
kiinnitysosat
kiinnitysosat pitävät puristintyökalun kaikki osat koossa yksikkönä. Kuten reikälevy, Stanssilohko, kaikki kiinnikkeet.
Ruokintakomponentit
ruokintakomponentit syöttävät aihion tai metallilevyn leimausasemalle. Nämä komponentit auttavat lisäämään tuotantonopeutta.
Painotyökalun suunnittelun vaatimus
painotyökalua suunniteltaessa ja painokonetta valittaessa on otettava huomioon seuraavat tekijät: :
- osan paksuus
- Tehontarve
- suoritettavan toiminnan laji
- Ei. suoritettavista toimista
- työn kokonaiskoko
- toiminnan nopeus.
puristustyökalujen suunnittelun tulisi sopia tuotantotyypille eli massatuotannolle, pienerälle tai isolle erälle. Puristustyökalujen tulee täyttää seuraavat vaatimukset:
- puristustyökalujen tulee varmistaa vaadittu teho, turvallinen käyttö & helppo huoltaa.
- puristustyökalut on suunniteltava siten, että mahdollisia vakiokomponentteja käytetään tuotteiden valmistuksessa.
- puristustyökalut tulee suunnitella niin materiaalin kuin työvoiman maksimaalista hyödyntämistä varten.
- puristintyökalujen työosien on oltava vahvoja ja kestäviä ja kuluneina vaihdettavia.
- mittatarkkuuden ja pinnan viimeistelyn on oltava toleranssien rajoissa.
puristustyökalujen suunnittelu
ohutleimausprosessi on erittäin nopea ja tarkka valmistusprosessi. Mutta mitä jos, Paina työkalu ei toimi tehokkaasti tai se vie paljon enemmän toimintoja tuottaa leimattu osia. Joten on erittäin tärkeää suunnitella taloudellinen ja aikaa säästävä lehdistövälineet.
minkä tahansa Ohutlevypuristustyökalun tai muotin suunnittelun vaiheet.
- vaaditun voiman laskenta ( painovoima)
- painokoneen valinta
- työkalun sulkukorkeuden määrittäminen
- laskutavan paksuus ja marginaalit ( poikkileikkauksen vähimmäismäärä)
- piirustusnauhan asettelu ja materiaalin käytön vertailu
- paikannuselementtien suunnittelu
- laitteiston valinta
- piirustusmuovi ( pilarisarjat, iskukorkeus ja asennus)
- tunnista paineen keskus ja romun loppusijoituksen tarkastus
- piirustuksen yksityiskohdat
mikä on nauhojen asettelu?
materiaalitalous on erittäin tärkeää ohutleimausprosessissa. Koska tyhjennys on ensimmäinen toimenpide, raaka-ainetalous voi vaikuttaa käyttämällä taloudellisin nauhat asettelu, joka voi antaa suurimman hyödyn materiaalin. Yleensä press tools suunnittelijat piirtää vähintään viisi nauhat asetteluja computing ja vertailla niiden materiaalin hyödyntämistä ennen suunnittelua press työkalu.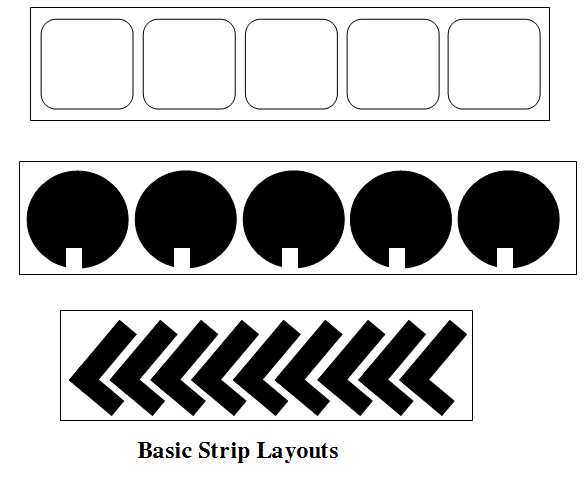
liuskan asettelu L -, T-tai U-kirjaimen muotoisille aihioille voidaan tuottaa taloudellisesti käänteisellä asettelulla, kuten seuraavassa kuvassa esitetään. 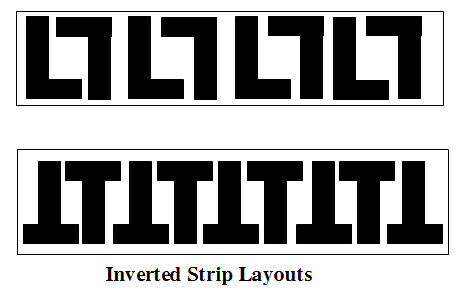
materiaalin käyttö nauhojen asettelussa voidaan laskea seuraavasta kaavasta–

tai

Lehtityökalujen Leimausprosessin
Ohutleikkausoperaatiot leimaustyössä on leikkuuprosessi. Kun lyönti koskettaa peltiä ja kulkee alaspäin, se työntää materiaalin suuaukkoon. Materiaaliin kohdistuu sekä puristus-että vetojännityksiä. Nämä jännitykset ovat korkeimmat muotin ja boolin reunoilla ja materiaali korostaa yli elastisen rajansa ja alkaa halkeilua siellä.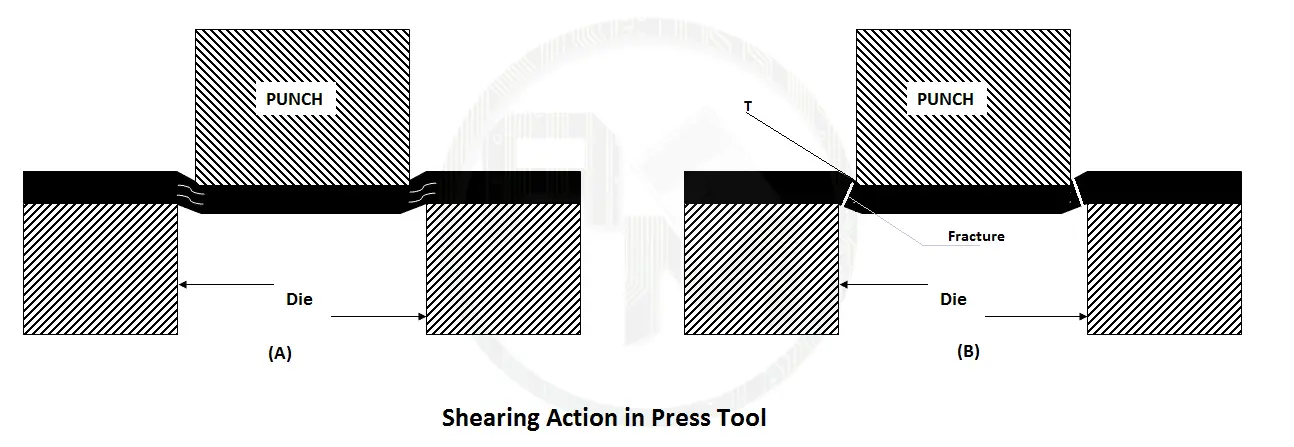
3 leikkuu-tai murtumavaiheet ohutleikkauksissa.
- korostaa materiaalin ylittävän elastisuusrajansa.
- pinta-alan pienenemisestä johtuva plastinen muodonmuutos
- murtuminen alkaa pelkistyneeltä alueelta.
joukkojen dispositio
leikkausoperaatiossa kehitettyjä voimia esittää kolmio, kuten alla olevassa kuvassa on esitetty. Pystysuora leikkausvoima ja vaakasuora sivuttaisvoima esitetään vastaavasti V: llä ja H: lla. Tuloksena olevaa voimaa edustaa R.
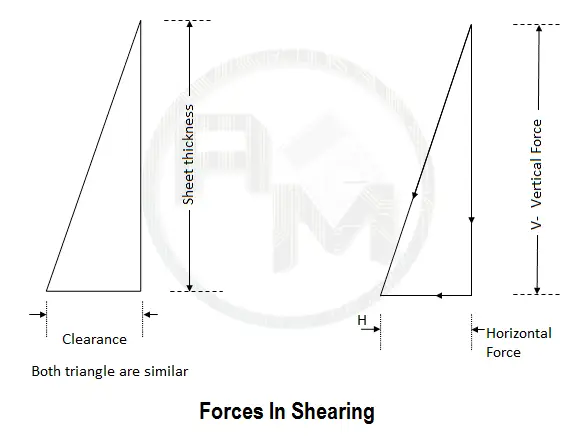
pystysuuntainen voima
pystysuuntaisen komponentin V arvo riippuu leikattavasta alueesta ja leikattavan materiaalin leikkauslujuudesta. Leikkauspinta – ala on kerrannainen leikkaus-ja levypaksuuden pituudesta.
Vaakavoima
vaaka-tai lateraalivoiman H arvo riippuu suulakepoistosta. Vaakavoima voidaan ilmoittaa pystysuuntaisena voimaprosenttina. Tämä prosenttiosuus on sama kuin Die puhdistuma prosenttiosuus.
peltien täydellistä leikkaamista/leikkaamista varten maavaran on oltava sopiva määrä.
mikä on puristustyökalun puhdistuma?
reikäterän ja stanssiterän välinen tila tunnetaan nimellä välys. Paremman ymmärryksen, “maavara on määrä ylimääräistä tilaa tarvitaan reikä kuolee, jotta booli läpi lyödä reikä materiaaliin”.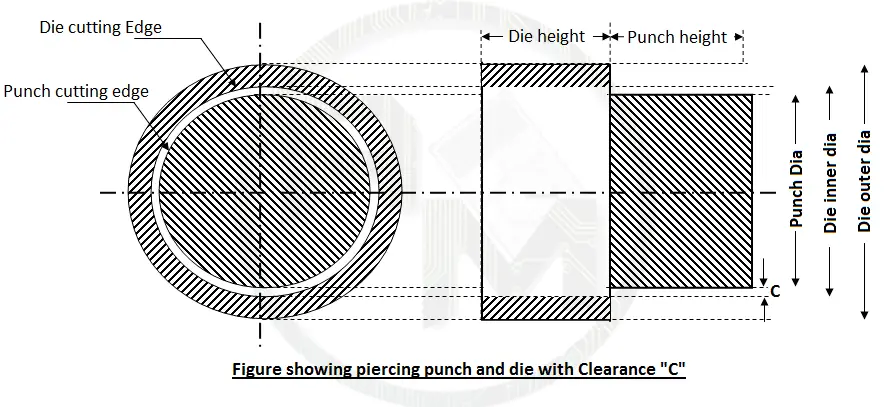
puristustyökalun kunnollisen välyksen merkitys
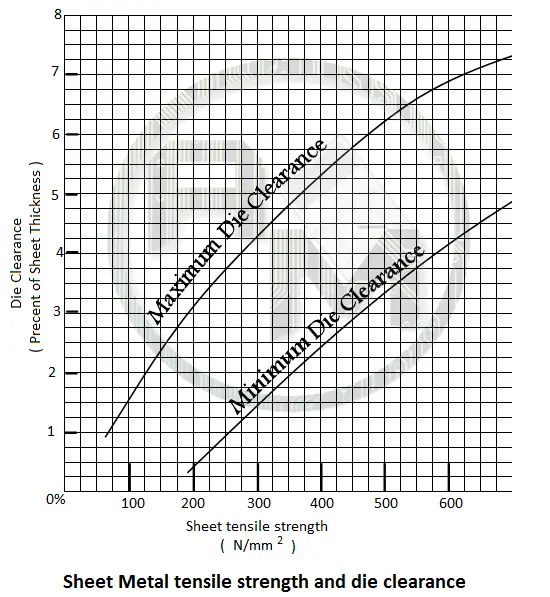
välyksen merkitys on merkittävä kaikissa leikkaus-ja muovaustöissä. Die välys riippuu työmateriaalista, se vaihtelee kahdesta kymmeneen prosenttiin laskentataulukon paksuudesta. Sitkeällä materiaalilla pitäisi olla pienempi suulakepuristus, muuten pehmeä materiaali vedettäisiin aukkoon ja kovempi materiaali tarvitsee enemmän suulakepoistoa hyvää leikkaustoimintaa varten.
liiallinen puhdistuma aiheuttaa enemmän pursetta leikattuun levyyn, kun taas pienempi raivaus vähentää pursetta, mutta se myös vahingoittaa muotin ja punssin reunoja. Tämä johtaa usein uudelleenharpening kuolee ja booli ja vähentää puristimen käyttöikää.
leimaustöiden eri materiaalien välysten vaihteluväli:
huomaa, että välykset on määritelty arkin paksuuden prosentteina. Lähellä leikkaus profiili, olisi die välys kuolee ja booli ympäri Profiilin.
erilaisten materiaalien puhdistuma

Huom: ei ole mahdollista saada toleransseja kuin osien puhdistuma, joten on tarpeen suorittaa ylimääräinen parranajotoimenpide erittäin tarkkaa työtä varten.
suulakepuristimen lävistysvara
levyyn lävistetty reikä on kapeneva, ja sen pienin aukko vastaa iskukokoa. Suurin koko reiän alareunassa arkin riippuu leveydestä kuolee aukon. Koska lävistyksessä/lävistyksessä minimikoko on tärkeä, lyönti tehdään reiän kokoiseksi.
suulakepuristimen välys on suurempi kuin komponenttipiirustuksessa ilmoitettu koko.
esimerkiksi
lävistää 2 mm: n paksuisesta MS-levystä 20 mm: n läpimittaisen reiän.
lävistimen halkaisija on sama kuin reiän koko eli 20 mm.
Suulakepoistoalue 2,5%: lla levyn paksuudesta = 2,0 x 0,025
⇒ 0,05 kummallakin puolella
⇒ Die bore = 20 + 2 x 0,05 = ¿20,10 mm
suulakepuristimen Tyhjennysväli
peitattu profiililevy on myös suippo, jonka vähimmäiskoko on alareunassa ja maksimi yläosassa. Suurin koko reiän alareunassa arkin riippuu die aukko. Koska lävistyksessä/lävistyksessä minimikoko on tärkeä, lyönti tehdään reiän kokoiseksi.
aihioiden enimmäismitat eivät saa ylittää komponenttipiirustuksissa ilmoitettuja kokoja. Joten pimennyksessä die lovi on yhtä suuri kuin die Profiilin reikä ja booli on pienempi joka puolella välys koko.
esimerkiksi:
tyhjennetään 2 mm paksusta MS-levystä 20 mm: n levy.
suulakkeen halkaisija on sama kuin reiän koko eli 20 mm.
maavara 2,5%: lla levyn paksuudesta = 2,0 x 0,025
⇒ 0,05 kummallakin puolella
⇒ Punch Size = 20-2 x 0,05 = ¿19,90 mm
Huomautus: Mitä eroa on lävistys-ja tyhjennystyökaluilla ?
Ans: tyhjennys-ja Lävistystyökalut ovat molemmat samanlaisia, mutta tyhjennystyökalun työkappale, jota kutsutaan aihioksi ja jota käytetään jatkokäytössä, kun taas lävistystyökalussa muotin läpi putoava kappale on romua.
Taivutuspuristustyökalujen periaatteet
taivutus muuttaa litteän aihion muotoa siten, että se on kulmikas, kaareva tai molemmat ilman, että sen paksuus suuremmin muuttuu.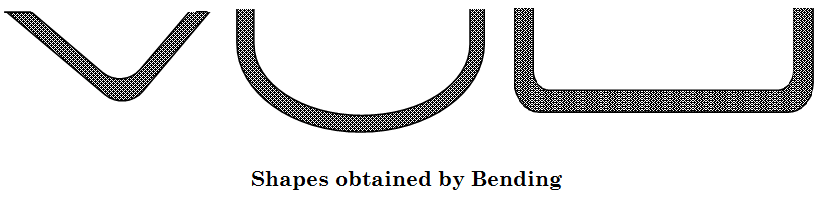 se on hyvin yleinen prosessi levyjen ja levyjen vaihtamiseksi kanaviksi, rumpusäiliöiksi jne. Taivutusoperaation aikana materiaalin ulkopinta on jännityksessä ja sisäpinta puristuksessa. Taivutetun materiaalin kanta kasvaa kaarevuussäteen pienentyessä.
se on hyvin yleinen prosessi levyjen ja levyjen vaihtamiseksi kanaviksi, rumpusäiliöiksi jne. Taivutusoperaation aikana materiaalin ulkopinta on jännityksessä ja sisäpinta puristuksessa. Taivutetun materiaalin kanta kasvaa kaarevuussäteen pienentyessä.
taivutussäde
vähimmäissäde, johon nollan voi taivuttaa halkeilematta, riippuu materiaalista ja sen kovuudesta. Pienin sisäsäde riippuu myös vierintäsuunnasta. Liuskat on leikattava siten, että taivutusviivat ovat oikeassa kulmassa raesuuntaan nähden.
levy on herkempi halkeilemaan kaarissa raesuunnan yli. Joten pienin säde halkeilua poikki jyvän on noin neljä kertaa pienin säteiden mutka pitkin jyvän suuntaan. Yleensä jyvien suunta on samansuuntainen täyden leikkaamattoman levyn pidemmän sivun kanssa.
Vähimmäissäteet eri materiaalien taivuttamiseen yhdessä raesuuntien kanssa.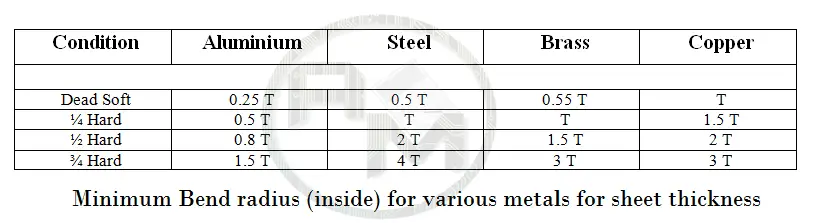
missä T= materiaalin paksuus
taivutussäde
kun metallilevy taitetaan tai taivutetaan, mutkan ympärillä oleva metalli vääntyy ja venyy. Koska näin tapahtuu, se saa pienen määrän kokonaispituutta leimatussa osassa. Taivutusavustuksella tarkoitetaan osan todellisiin jalkapituuksiin lisättyä pituutta tasaisen kuvion kehittämiseksi.
jalan pituus on Laipan pituus, joka on taivutussäteen ulkopuolella.
Nollakoko tai kehittynyt pituus
on tarpeellinen leimausperiaate nollan pituuden laskemiseksi ennen taivutusta, koska osa yleensä tyhjennetään ennen taivutusta.
taivutuksen aikana sisäsäteen viereiset metallikerrokset puristuvat kokoon samalla kun ulkosäteen viereiset metallikerrokset venyvät. Jotkin levyt eivät pakkaa eivätkä veny Taivutusoperaation aikana, jota kutsutaan Neutraalitasoksi.
Huomautus: nollataso on arkin paksuuden keskellä, kun säde on yli kaksi kertaa paksuus. Säteille, jotka ovat alle kaksi kertaa arkin paksuutta, noin kolmannes paksuutta mutkan sisäsäteen pinnasta.
laskettaessa nollapituutta tai kehitettyä pituutta on otettava huomioon neutraalin tason siirtyminen. 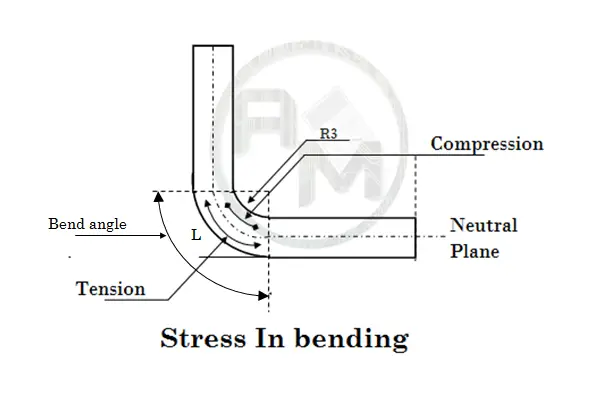 kehittynyt pituus lasketaan neutraalitasoa pitkin seuraavalla kaavalla.
kehittynyt pituus lasketaan neutraalitasoa pitkin seuraavalla kaavalla.


T = arkin paksuus
R= taivutussäde
l = kehittynyt pituus
a = taivutuskulma asteessa
esimerkki: lasketaan kehittynyt pituus tai nollapituus seuraaville komponenteille.
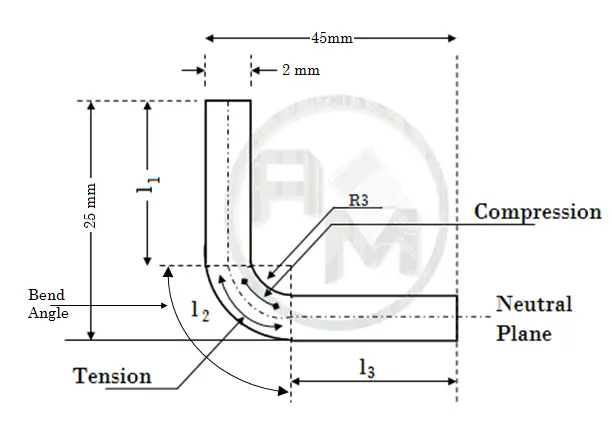
ratkaisu: kehitetyssä komponentin pituudessa on kaksi suoraa osaa l1′ l2 ja kaareva osa l3.
annettu:
sisäsäde: 3mm
arkin paksuus : 2 mm
joten
l1 = 25 – ( levyn paksuus + sisäsäde ) =25 – 5 =20 mm
l3 = 45 – ( levyn paksuus + sisäsäde ) =45 – 5 =40 mm
koska mutkan sisäsäde on pienempi kuin 4 ( kaksi kertaa levyn paksuus )
l2 = 
= (π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
nyt kehittynyt Kokonaispituus
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
tietokoneavusteinen puristintyökalujen suunnittelu
puristintyökalujen kasvavan kysynnän vuoksi kompakti ja käytännöllinen CAD / CAM-järjestelmä puristintyökalujen suunnitteluun voi automatisoida seuraavat toiminnot:
- tarkistaa työkappaleen piirustus toteutettavuutta valmistuksen ohutlevystä leimaamalla prosessi paina työkaluja.
- tyhjän koon löytäminen taivutus -, muotoilu-tai piirustusoperaatioita varten.
- valinta käytettäville puristintyökalutyypeille.
- lasketaan materiaalin käyttöaste, sävelkorkeus, marginaalit ja suuntauskulma.
- ratkaiseva lyöntien ja varren keskipiste.
- leikkausvoimat ja muotin, stripparin, ruuvin, tappien jne.koko
- puristuskoneen ja Suulakesetin valinta.
- kokouspiirustukset ja detaljipiirustukset.
tietokoneavusteinen puristustyökalujen suunnittelu sisältää erilaisia moduuleja, kuten työkappaleen tarkistusmoduulin, kehitetyn pituuden tyhjän koon moduulin, Pesämoduulin, nauhan Asettelumoduulin ja muotin suunnittelumoduulin. Suunnittelutarkistusmoduuli selvittää paineen keskipisteen, tarvittavan vetoisuuden, strippausvoiman, lyöntien mitat, muotit, stripparit, stripparit ja reikälevyt, Ei. ruuveja, vaarna nastat, jouset, ja knock-out nastat.
suunnittelumoduuli luo kokoonpanopiirustuksen, jossa on useita kerroksia erilaisille puristustyökaluille, kuten Die block, die plate, booli, boolilevy, stripper, stripper plate, ejektori jne.
Leave a Reply