Bases de la conception de l’outil de presse: Processus d’estampage de la tôle
L’outil de presse (communément appelé matrice / matrices) est un assemblage de matrice, poinçon, plaque de perforation, plaque arrière de perforation, plaque de décapage, etc. pour produire des composants en tôle / des pièces embouties à partir de la tôle plate.
Pour plus d’informations sur les outils de presse : tôlerie-emboutissage.html
Terminologie de travail de la presse
Avant de concevoir l’outil de presse de processus d’emboutissage de tôle, il est nécessaire de comprendre la configuration et les composants de l’outil de presse. L’outil de presse se compose de Poinçon / poinçons, Matrice, Plaque de poinçon, Plaque de secours, Décapant, éjecteurs de nombreux autres composants. Pour mieux comprendre les principaux composants de la presse et des matrices, il suffit de jeter un coup d’œil à la figure donnée.
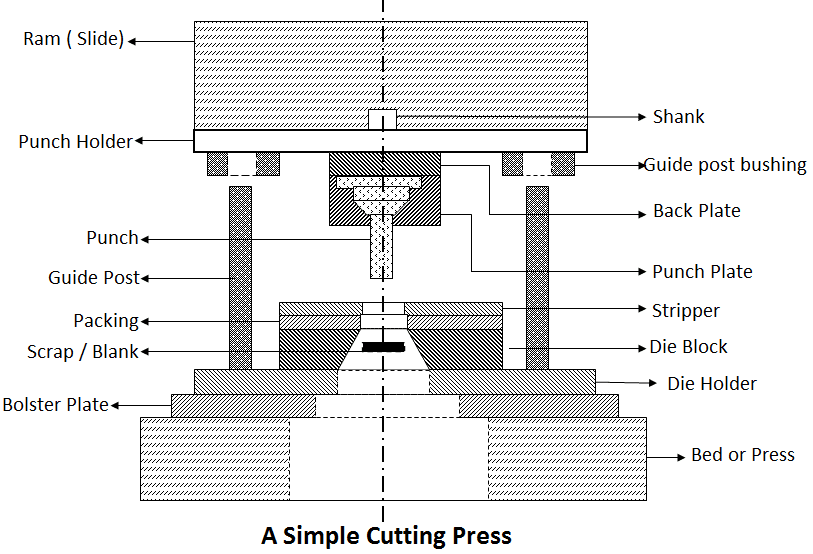
Ram (Slide): Composant mobile de la presse qui transfère la force mécanique ou hydraulique du volant moteur / système hydraulique à l’outil de presse pour l’estampage de la tôle.
Tige: La tige est utilisée comme pièce pour l’installation de la matrice supérieure dans la glissière de la machine de presse.
Porte-poinçon (Sabot supérieur): Il s’agit de la partie supérieure du jeu de matrices qui contient la poussée du poteau de guidage. Toute la section supérieure (contient généralement un poinçon, une plaque de perforation) du jeu de matrices est montée sur la chaussure supérieure.
Porte-matrice (Sabot inférieur): Il s’agit de la partie inférieure du jeu de matrices qui contient le poteau de guidage. Toute la partie inférieure (contenant généralement la matrice, le décapant) du jeu de matrices est montée sur la chaussure supérieure.
Plaque de secours: La plaque de secours est placée de manière à ce que l’intensité de la pression ne devienne pas excessive sur le porte-poinçon. On l’appelle également plaque arrière de poinçon et plaque de pression.
Plaque de perforation: La fonction de la plaque de perforation est de maintenir le poinçon dans sa position relative appropriée. La plaque de perforation s’adapte étroitement sur le corps du poinçon. Il est également appelé Dispositif de retenue de poinçon.
Poinçon: C’est le composant principal de l’assemblage de la matrice, qui est déplacé directement ou indirectement par un vérin ou une glissière. Le poinçon et la matrice agissent ensemble pour créer une pièce estampée.
Lit: Le lit est la partie inférieure du cadre de presse qui sert de table sur laquelle une plaque de traversin est montée.
Plaque de traversin: Il s’agit d’une plaque épaisse fixée au lit qui sert à supporter & la localisation du jeu de matrices.
Matrice: La matrice est une partie femelle du bloc de matrice / outil de presse pour produire le travail donné dans une presse. La matrice et le poinçon fonctionnent ensemble pour créer le produit de forme souhaité.
Décapant: Un décapant est utilisé pour dépouiller la bande métallique d’un poinçon ou d’une matrice.
Tige de guidage & Douille de tige de guidage: Ce double composant de l’outil de presse guide le jeu de matrices pour maintenir l’alignement pendant l’opération. Correctement lubrifiés et positionnés, ils améliorent le fonctionnement de l’outil et contribuent à la production de produits de qualité. C’est aussi ce qu’on appelle un jeu de matrices de piliers.
Hauteur de fermeture: La distance entre le haut du lit et le bas de la glissière, avec sa course vers le bas et son réglage vers le haut.
Course: Distance du mouvement du Bélier de sa position haute à sa position basse. Elle est généralement constante pour les presses mécaniques mais variable pour les presses hydrauliques.
Composants d’outils de presse à emboutir les métaux
Les composants d’outils de presse peuvent être divisés en catégories suivantes:
- Composants de structure
- Composants de travail
- Composants de guidage ou de positionnement
- Composants de dénudage
- Composants de fixation
- Composants d’alimentation
Composants de structure
Composants d’outil de presse maintenant les composants de travail les uns aux autres et la presse. Comme chaussure supérieure, chaussure inférieure, tige.
Composants de travail
Composants qui participent réellement à la formation de la pièce emboutie de forme souhaitée. Comme Poinçon & Die.
Composants de guidage ou de localisation
Les composants de guidage maintiennent un alignement précis de la chaussure supérieure avec la chaussure inférieure pendant l’opération. Les ensembles de poteaux de guidage et les chevilles sont des exemples de composants de guidage.
Composants de décapage
composants qui enlèvent ou décaper les ébauches et les rebuts du poinçon ou de la matrice lorsque l’opération est terminée. Comme Décapant, poussez les broches, les éjecteurs, les Knockouts.
Composants de fixation
Les composants de fixation maintiennent ensemble toutes les parties de l’outil de presse en tant qu’unité. Comme la plaque de perforation, le bloc de matrice, Toutes les Attaches.
Composants d’alimentation
Les composants d’alimentation alimentent le flan ou la tôle jusqu’au poste d’emboutissage. Ces composants aident à augmenter le taux de production.
L’exigence de la conception de l’outil de presse
Lors de la conception d’un outil de presse et de la sélection de la presse pour un travail donné, les facteurs suivants doivent être pris en compte :
- Épaisseur du composant
- Puissance requise
- Type d’opération à effectuer
- Non. des opérations à effectuer
- Taille globale du travail
- Vitesse de fonctionnement.
La conception de l’outil de presse doit convenir au type de production, c’est-à-dire à la production en série, en petits lots ou en lots énormes. Les outils de presse doivent répondre aux exigences suivantes:
- Les outils de presse doivent assurer la sortie demandée, un fonctionnement sûr & un entretien facile.
- Les outils de presse doivent être conçus de manière à ce que d’éventuels composants standard soient utilisés pour la fabrication des produits.
- Les outils de presse doivent être conçus pour une utilisation maximale du matériel et de la main-d’œuvre.
- Les pièces de travail des outils de presse doivent être solides et durables et remplaçables lorsqu’elles sont usées.
- La précision dimensionnelle et la finition de surface doivent respecter les tolérances.
Conception d’outils de presse
Le processus d’emboutissage de tôle est un processus de fabrication très rapide et précis. Mais que se passe-t-il si l’outil de presse ne fonctionne pas efficacement ou s’il faut beaucoup plus d’opérations pour produire des pièces estampées. Il est donc très important de concevoir un outil de presse économique et rapide.
Étapes pour concevoir un outil ou une matrice de presse à emboutir en tôle.
- Calcul de la force requise (tonnage de la presse)
- Sélection de la presse
- Détermination de la hauteur de fermeture de l’outil
- Calcul de l’épaisseur et des marges de la matrice (section minimale)
- Dessin de la disposition des bandes et comparaison de l’utilisation des matériaux
- Conception des éléments de localisation
- Sélection du matériel
- Plan de la matrice de dessin (Jeux de piliers, hauteur du poinçon et montage)
- Identifier le centre de pression et vérifier l’élimination des déchets
- Détails du dessin
Qu’est-ce que la disposition des bandes?
L’économie des matériaux est très importante dans le processus d’emboutissage des tôles. Puisque le découpage est la première opération, l’économie de matière première peut être affectée par l’utilisation de la disposition de bande la plus économique qui peut donner la plus grande utilisation du matériau. Généralement, les concepteurs d’outils de presse dessinent au moins cinq configurations de bandes pour le calcul et comparent leur utilisation de matériaux avant de concevoir l’outil de presse.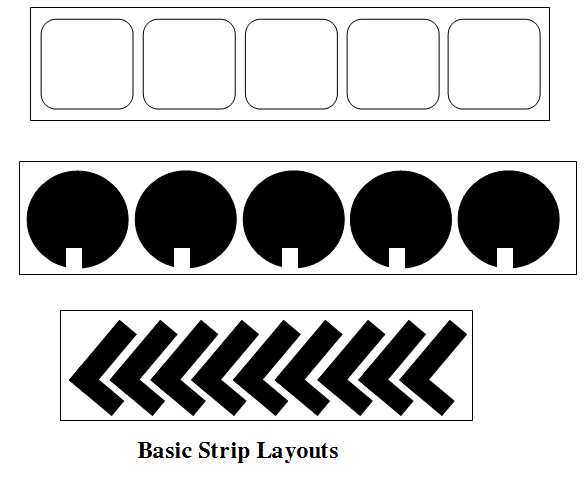
La disposition en bandes pour les ébauches en forme de lettres L, T ou U peut être réalisée de manière économique par des dispositions inversées, comme indiqué dans l’image suivante. 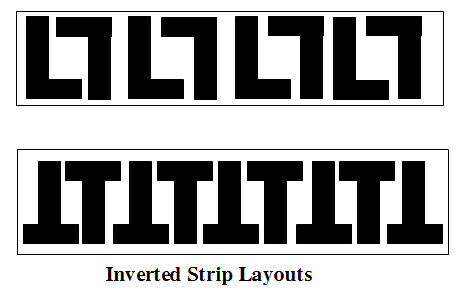
L’utilisation du matériau pour la disposition des bandes peut être calculée à partir de la formule suivante –

OU

Théorie du processus d’estampage des outils de presse
Les opérations de coupe de tôle dans un travail d’estampage sont un processus de cisaillement. Lorsque le poinçon touche la tôle et se déplace vers le bas, il pousse le matériau dans l’ouverture de la matrice. Le matériau est soumis à des contraintes de compression et de traction. Ces contraintes seront les plus élevées sur les bords de la matrice et du poinçon et le matériau se mettra en contrainte au-delà de sa limite élastique et commencera à se fissurer.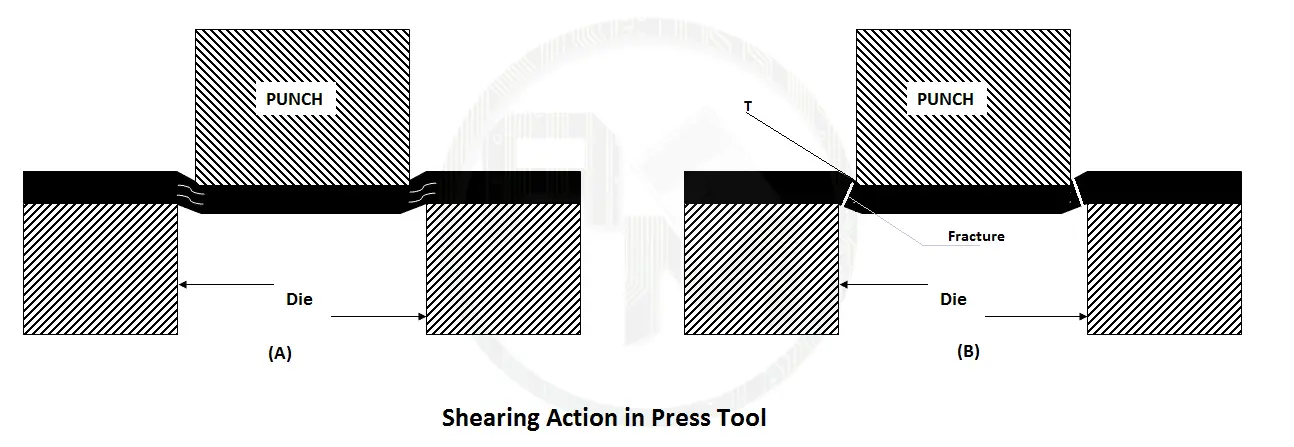
3 Étapes de cisaillement ou de fracture dans les opérations de découpe de tôles.
- Sollicitant le matériau au-delà de sa limite élastique.
- Déformation plastique due à la réduction de la surface
- la fracturation commence dans une zone réduite.
Disposition des forces
Les forces développées lors de l’opération de cisaillement sont représentées par un triangle comme indiqué dans la figure ci-dessous. La force de cisaillement verticale et la force latérale horizontale sont représentées respectivement par V et H. La force résultante est représentée par R.
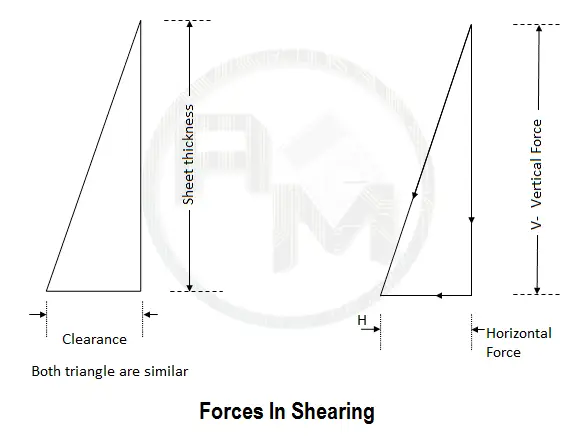
Force verticale
La valeur du composant vertical V dépend de la zone à cisailler et de la résistance au cisaillement du matériau à couper. La zone de cisaillement est un multiple de la longueur de coupe et de l’épaisseur de la feuille.
Force horizontale
La valeur de la force horizontale ou latérale H dépend du jeu de la matrice. La force horizontale peut être exprimée en pourcentage de force verticale. Ce pourcentage est le même que le pourcentage de dégagement de la matrice.
Pour un cisaillement / coupe parfait de la tôle, le jeu doit être en quantité appropriée.
Qu’est-ce que le dégagement de l’outil de presse?
La quantité d’espace entre l’arête de coupe du poinçon et l’arête de coupe est appelée dégagement. Pour une meilleure compréhension, “Le dégagement est la quantité d’espace supplémentaire nécessaire dans le trou de la matrice pour permettre au poinçon de passer pour percer un trou dans le matériau”.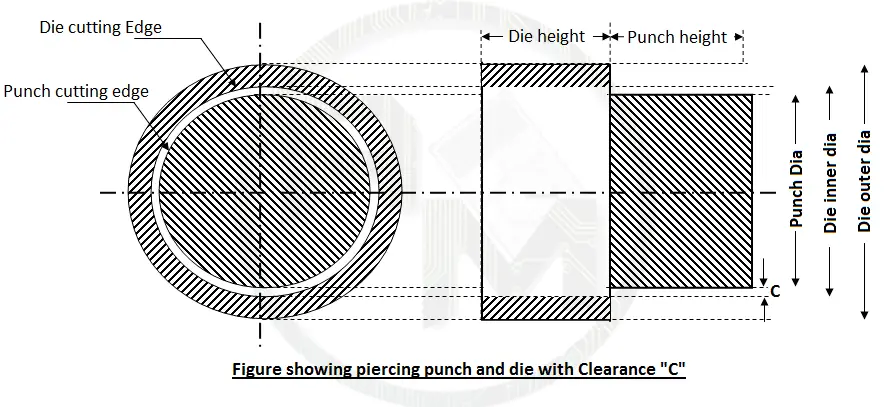
Importance d’un dégagement approprié de l’outil de presse
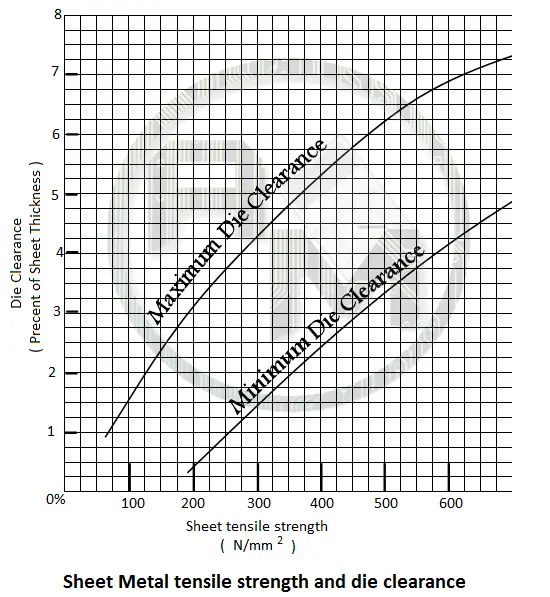
Le dégagement joue un rôle important dans toutes les opérations de coupe et de formage. Le dégagement de la matrice dépend du matériau de travail, il varie de deux à dix pour cent de l’épaisseur de la feuille de calcul. Le matériau ductile devrait avoir un jeu de matrice moindre, sinon le matériau souple serait aspiré dans l’espace et le matériau plus dur a besoin d’un jeu de matrice plus important pour une bonne action de cisaillement.
Un jeu excessif provoque plus de bavures sur la feuille cisaillée tandis qu’un jeu moindre réduit les bavures, mais endommage également les bords de la matrice et du poinçon. Cela entraîne un affûtage fréquent de la matrice et du poinçon et diminue la durée de vie de l’outil de presse.
La gamme de jeux de matrices pour divers matériaux pour les travaux d’estampage:
Notez que les jeux de matrices sont spécifiés dans le pourcentage d’épaisseur de la feuille. Pour un profil de coupe serré, il y aurait un jeu de matrice entre la matrice et le poinçon tout autour du profil.
Jeu de matrice pour divers matériaux

Remarque: Il n’est pas possible d’obtenir des tolérances que le jeu de matrice sur les composants, il est donc nécessaire d’effectuer une opération de rasage supplémentaire pour un travail de haute précision.
Dégagement de la matrice pour outil de presse à poinçonner
Le trou percé dans la feuille est conique, avec une ouverture minimale égale à la taille du poinçon. La taille maximale du trou au fond de la feuille dépend de la largeur de l’ouverture de la matrice. Comme la taille minimale est importante dans le perçage / poinçonnage, le poinçon est égal à la taille du trou.
Le jeu de la matrice sur la découpe est plus grand que la taille indiquée sur le dessin du composant.
Par exemple
Percer un trou de ∅20 mm sur une feuille MS de 2 mm d’épaisseur.
Le diamètre du poinçon sera le même que la taille du trou, c’est-à-dire 20 mm.
Dégagement de la matrice à 2,5% de l’épaisseur de la feuille = 2,0 x 0,025
⇒0,05 de chaque côté
⇒ Alésage de la matrice = 20 + 2 x 0,05 = ∅ 20,10 mm
Dégagement de la matrice pour outil de presse à découper
La feuille profilée découpée est également effilée, avec une taille minimale en bas et une taille maximale en haut. La taille maximale du trou au bas de la feuille dépend de l’ouverture de la matrice. Comme la taille minimale est importante dans le perçage / poinçonnage, Le poinçon est égal à la taille du trou.
Les dimensions maximales des ébauches ne doivent pas dépasser les tailles indiquées dans le dessin des composants. Ainsi, lors du découpage, la découpe est égale au trou du profil de la matrice et le poinçon doit être inférieur de chaque côté par la taille du jeu.
Par exemple:
Masquer une feuille de ∅20 mm sur une feuille MS de 2 mm d’épaisseur.
Le diamètre de la matrice sera le même que la taille du trou, c’est-à-dire 20 mm.
dégagement à 2,5% de l’épaisseur de la feuille = 2,0 x 0,025
⇒0,05 de chaque côté
⇒Taille du poinçon = 20 – 2 x 0,05 = ∅ 19,90 mm
Note: Quelle est la différence entre les outils de poinçonnage et de découpe?
Ans: Les outils de découpe et de poinçonnage sont tous deux similaires, mais la pièce dans l’outil de découpe appelé flan et utilisée en fonctionnement ultérieur alors que dans l’outil de poinçonnage, la pièce tombant à travers la matrice est de la ferraille.
Principes des outils de presse à cintrer
Le processus de cintrage modifie la forme d’une ébauche plate pour la rendre angulaire, incurvée ou les deux sans trop changer son épaisseur.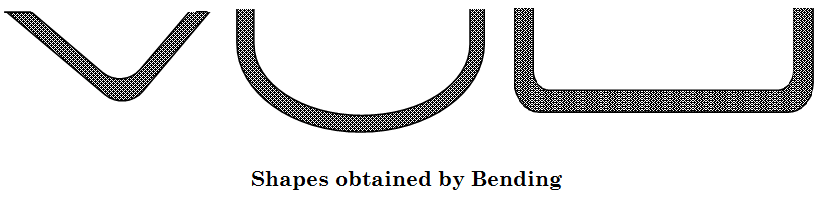 C’est un procédé très courant pour changer les feuilles et les plaques en canaux, réservoirs de fûts, etc. Pendant l’opération de pliage, la surface extérieure du matériau est en tension et la surface intérieure est en compression. La déformation dans le matériau plié augmente avec un rayon de courbure décroissant.
C’est un procédé très courant pour changer les feuilles et les plaques en canaux, réservoirs de fûts, etc. Pendant l’opération de pliage, la surface extérieure du matériau est en tension et la surface intérieure est en compression. La déformation dans le matériau plié augmente avec un rayon de courbure décroissant.
Rayon de courbure
Le rayon minimum auquel une ébauche peut être pliée sans fissuration dépend du matériau et de sa dureté. Le rayon intérieur minimum dépend également du sens de roulement. Les bandes doivent être coupées de manière à ce que les lignes de courbure soient à angle droit par rapport à la direction du grain.
Une feuille est plus vulnérable à la fissuration dans les virages dans la direction du grain. Ainsi, le rayon minimum de fissuration à travers le grain est environ quatre fois le rayon minimum pour la courbure le long de la direction du grain. Habituellement, la direction des grains est parallèle au côté le plus long de la feuille non coupée complète.
Rayons minimaux pour plier divers matériaux ainsi que les directions des grains.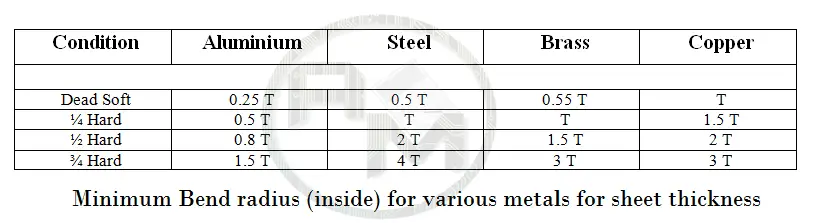
Où T = Épaisseur du matériau
Tolérance de courbure
Lorsque la tôle est pliée ou pliée, le métal autour du coude est déformé et étiré. Comme cela arrive, il gagne une petite quantité de longueur totale dans la partie estampée. La marge de courbure est définie comme la longueur ajoutée aux longueurs de jambe réelles de la pièce afin de développer un motif plat.
La longueur de jambe est la longueur de la bride qui est en dehors du rayon de courbure.
Taille de l’ébauche ou longueur développée
C’est un principe d’estampage nécessaire pour calculer la longueur de l’ébauche avant le pliage car un composant est généralement masqué avant le pliage.
Pendant la flexion, les couches métalliques adjacentes au rayon intérieur sont comprimées tandis que les couches métalliques adjacentes au rayon extérieur sont étirées. Certaines couches de feuille ne se compressent ni ne s’étirent lors d’une opération de pliage appelée Plan Neutre.
Remarque: Le plan neutre se trouve au milieu de l’épaisseur de la feuille pour un rayon supérieur à deux fois l’épaisseur. Pour des rayons inférieurs à deux fois l’épaisseur de la feuille, environ un tiers de l’épaisseur de la surface du rayon intérieur du coude.
Lors du calcul de la longueur d’ébauche ou de la longueur développée, le déplacement du plan neutre doit être pris en compte. 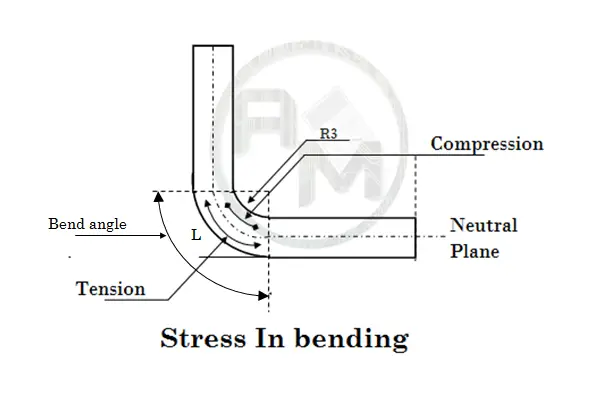 La longueur développée Doit être calculée le long du plan neutre en utilisant la formule suivante.
La longueur développée Doit être calculée le long du plan neutre en utilisant la formule suivante.


T = Épaisseur de la feuille
R = Rayon de courbure intérieur
L = Longueur développée
A = Angle de courbure en degré
Exemple: Calculez la longueur développée ou la longueur d’ébauche pour les composants suivants.
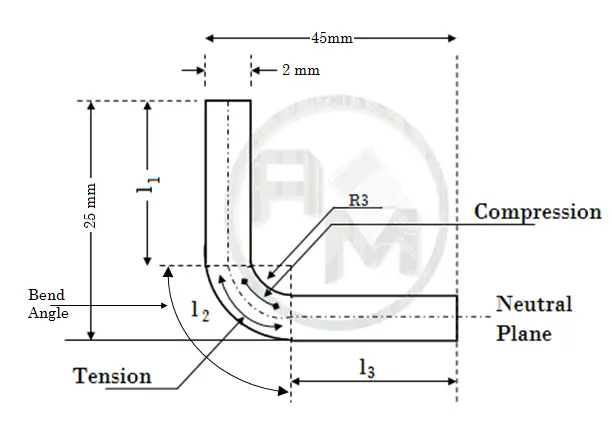
Solution: La longueur développée du composant comporte deux parties droites l1 ‘ l2 et une partie incurvée l3.
Donné:
Rayon intérieur: 3mm
Épaisseur de la feuille : 2 mm
So
l1 = 25– (Épaisseur de la feuille + rayon intérieur) = 25 – 5 = 20 mm
l3 = 45– (Épaisseur de la feuille + rayon intérieur) = 45 –5 = 40 mm
Car le rayon intérieur de la courbure est inférieur à 4 (deux fois l’épaisseur de la feuille)
l2 = 
= ( π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
Maintenant Longueur totale développée
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
Conception assistée par ordinateur d’outils de presse
En raison de la demande croissante d’outils de presse, un système CAO/ FAO compact et pratique pour la conception d’outils de presse peut automatiser les fonctions suivantes:
- Vérification du dessin de la pièce pour la faisabilité de la fabrication à partir des outils de presse du processus d’emboutissage de tôle.
- Trouver la taille de l’ébauche pour les opérations de pliage, de formage ou d’étirage.
- Sélection des types d’outils de presse à utiliser.
- Calcul de l’utilisation des matériaux, du pas, des marges et de l’angle d’orientation.
- Disposition déterminante des poinçons et du centre de la tige.
- Calcul des forces de cisaillement et de la taille de la matrice, du décapant, des vis, des chevilles, etc.
- Sélection de la machine de presse et du jeu de matrices.
- Dessin des dessins d’assemblage et des dessins de détail.
La conception d’outils de presse assistée par ordinateur comprend divers modules tels que le module de vérification des pièces, le module de taille d’ébauche de longueur développée, le module d’imbrication, le module de disposition de bandes et le module de conception de matrices. Le module de contrôle de conception détermine le centre de pression, le tonnage requis, la force de dénudage, les dimensions des poinçons, des matrices, des décapants, des décapants et des plaques de perforation, non. des vis, des goujons, des ressorts et des goupilles de knock-out.
Le module de conception crée le dessin d’assemblage avec de nombreuses couches pour divers éléments d’outils de presse tels que bloc de matrice, plaque de matrice, poinçon, plaque de perforation, décapant, plaque de décapant, éjecteur, etc.
Leave a Reply