Mi a kúszási hiba és a kúszási szakaszok – www.materialwelding.com
Tartalomjegyzék
mi kúszás
ez egy olyan meghibásodási mechanizmus, amely olyan anyagban fordulhat elő, amely hosszabb ideig ki van téve annak rugalmassági határa (Hozamfeszültség) alatti terhelésnek, az anyag hossza növekszik az alkalmazott feszültség irányában. A deformáció sebessége a hőmérséklet növekedésével növekszik, ezért fontos tudni a deformáció sebességét egy adott terhelésnél és hőmérsékleten, ha az alkatrészeket biztonságosan magas hőmérsékletű szolgáltatásra tervezik. Erre a célra kúszásálló ötvözeteket fejlesztettek ki. Minden fémet és ötvözetet érint a kúszás.
fémekben kúszási hiba lép fel a szemcsehatárokon, hogy szemcsék közötti törést okozzon. Az 1. ábra a kúszás korai szakaszában a szemcsehatárokon kialakuló üregeket mutatja.

a kúszási hibák típusai
a kúszási hibáknak több típusa van, amelyeket a következőképpen lehet jellemezni:
szemcsék közötti kúszási hiba
ez hosszú ideig tartó hőmérséklet-és stresszhatásnak való kitettség után következik be. A hosszú távú kúszás korai szakaszai üregekként nyilvánulnak meg a szemcsehatárokon, ezek később összekapcsolódnak, hogy szemcsehatár-repedéseket/repedéseket képezzenek. Ennek eredményeként a keresztmetszeti terület alig csökken, vastag falú törés következik be. A roncsolásmentes replikációs Metallográfia hatékony eszköz a hosszú távú kúszáskárosodás jelenlétének meghatározására.
ezenkívül a szénacélok pearlit szerkezetében lévő vaskarbid vérlemezkéi termikusan szferoidizált vaskarbiddá bomlanak a hosszú távú túlmelegedés eredményeként. A sima szénacélok folyamatos bomlása a grafit plusz Ferrit teljes lebomlását eredményezheti. Ez a lebomlás replikációs metallográfiával is kimutatható.
Transzgranuláris kúszási törés
ez a fajta törés rövid idejű kúszási hibák esetén fordulhat elő. A hajlékonyság és a terület csökkenése általában nagy és sokkal nagyobb, mint szobahőmérsékleten, kidudorodott, vékony falú törést eredményez.
Ponttörés törés
kellően magas hőmérsékleten és alacsony feszültségek esetén a kúszás során végzett átkristályosítás eltávolíthatja a mikrostrukturális kúszáskárosodást. Ennek eredményeként az üregek nem nukleálódnak,és egy pontig nyakolhatnak.
a króm és molibdén hozzáadása az acélokban növelheti a kúszási élettartamot. A mechanikus vagy kémiai tisztítást általában a kazáncsövekben felhalmozódó lerakódások eltávolítására használják, ami csökkenti a helyi forró pontok kockázatát. A megfelelő ellenőrzési program, amely magában foglalja a falvastagság-veszteség, a mikrostrukturális lebomlás és a kúszáskárosodás nyomon követését, szintén hatékony eszköz a kúszáskárosodás valószínűségének csökkentésére.
a kúszási hiba szakaszai az anyagokban
a kúszási hiba három különböző fázisban fordul elő az anyagokban, amikor azok kúszási hőmérsékletnek vannak kitéve. Ezekben a kúszási szakaszokban az anyag fokozatosan elveszíti szilárdságát és kúszási üregeket képez. Ezek a kúszási üregek további terhelés alatt kúszás okozta repedésekben terjednek.
- elsődleges kúszás: a hosszúság gyors növekedése, ahol a kúszási sebesség csökken a fémmegmunkálás megkeményedésével.
- másodlagos kúszás (egyensúlyi állapot): ez az időszak szinte állandó kúszási sebesség, és ez az az időszak, amely egy komponens kúszási életének nagy részét képezi.
3. Harmadlagos kúszás: akkor fordul elő, amikor a kúszási élet majdnem kimerült, üregek képződtek az anyagban, és a tényleges keresztmetszeti terület csökkent. A kúszási sebesség felgyorsul, amikor az egységnyi területre eső feszültség növekszik, amíg a minta végül meghibásodik.
a különböző kúszási fokozatokat és azok anyagviszonyait az alábbi 2.ábra mutatja be.

mechanizmus kúszás hiba
magas hőmérsékleten és feszültségek, sokkal kisebb, mint a magas hőmérsékletű hozam stressz, Fémek mennek állandó képlékeny deformáció úgynevezett kúszás. Ábra 3 ábra egy sematikus kúszási görbe állandó terhelés; a telek a változás hossza versek idő. A minta súlyát vagy terhelését a vizsgálat időtartama alatt állandó értéken kell tartani. A görbe négy része érdekes:
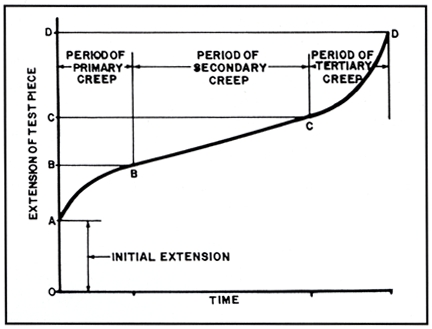
- kezdeti meredek sebesség, amely legalább részben rugalmas eredetű, a “0” ponttól az “a” pontig a fenti 3.ábrán.
- ezt követi egy olyan régió, amelyben a megnyúlási vagy deformációs sebesség idővel csökken, az úgynevezett átmeneti vagy elsődleges kúszás, a fenti ábra “a” régiójától “B” régióig. A “0” ponttól a “B” pontig terjedő rész meglehetősen gyorsan megtörténik.
- a kúszási görbe következő része a mérnöki érdeklődés területe, ahol a kúszási sebesség szinte állandó. A “B” – től “C” – ig terjedő rész majdnem lineáris és kiszámítható. A terheléstől vagy a stressztől függően az idő nagyon hosszú lehet; két év egy tesztben és több évtized a szolgálatban.
- a kúszási görbe negyedik része, az állandó kúszási sebességen vagy lineáris tartományon túl, gyorsan növekvő kúszási sebességet mutat, amely meghibásodáshoz vezet. Még állandó terhelésű vizsgálati körülmények között is a tényleges stressz valóban növekedhet a mikrostruktúrán belül kialakuló károsodás miatt.
kúszási hibák jellemzői
a kúszási hibákat a következők jellemzik:
- kidudorodás vagy hólyagok a csőben.
- vastag szélű törések gyakran nagyon kevés nyilvánvaló alakíthatósággal.
- hosszanti “feszültség repedések” az egyik vagy mindkét ID és OD oxid skála.
- külső vagy belső oxid-skála vastagságok, amelyek a vártnál magasabb hőmérsékletre utalnak.
- szemcsék közötti üregek és repedések a mikrostruktúrában
anyagok kezdeti kúszási hőmérséklete
a szénacél, C-0,5 Mo, 1,25 Cr-0,5 Mo, 2,25 Cr-1mo és rozsdamentes acél kezdeti kúszási hőmérséklete az alábbi táblázatban látható.
| szénacél………………….. | 800 |
| szén + 1/2 molibdén………… | 850f |
| 1-1/4 króm-1/2 molibdén…… | 950f |
| 2-1 /4 króm-1 molibdén……. | 1000 |
| rozsdamentes acél……………….. | 1050 |
Creep Failure vs. fáradtság Failure
a fáradtság olyan helyzet, amelyben az alkatrész ciklikus terhelésnek van kitéve. Tervezési stressz, amely állóképesség használt fáradtság terhelés sokkal kisebb, mint a folyáshatár és a végső szilárdság az anyag . A gép alkatrészeinek 90% – a fáradtság miatt meghibásodik. Például egy huzalt nehéz szétszakítani nyújtással, de ha ciklikus terhelést alkalmazunk, és többször meghajlítjuk a huzalt, akkor könnyen eltörik.
a kúszás olyan helyzet, amikor egy alkatrész állandó terhelés alatt deformációt tapasztal az idő múlásával, amikor használatba veszi. A legjobb példa ennek szemléltetésére az, hogy az elektromos kábeleket (szorosan) tanítják, amikor telepítik őket, de egy idő után az önsúly miatt megereszkednek.
Leave a Reply