nyomja meg a szerszám tervezésének alapjait : fémlemez sajtolási folyamat
a sajtoló eszköz ( közismert nevén szerszám/ szerszám) szerszám, lyukasztó, lyukasztó lemez, lyukasztó Hátlap, sztriptíz lemez stb. lemezalkatrészek/ bélyegzett alkatrészek előállítása a lapos fémlemezből.
További információ a présszerszámokról: lemezbélyegzés.html
nyomja meg a működési terminológiát
mielőtt megtervezné a fémlemez sajtolási folyamat Sajtóeszközét, meg kell értenie a sajtóeszköz konfigurációját és összetevőit. A présszerszám lyukasztó / Lyukasztókból, szerszámból, Lyukasztólemezből, Tartaléklemezből, Sztriptízből, kidobókból áll még sok más alkatrész. Ahhoz, hogy jobban megértsük a sajtó fő összetevőit, csak nézzük meg az adott ábrát.
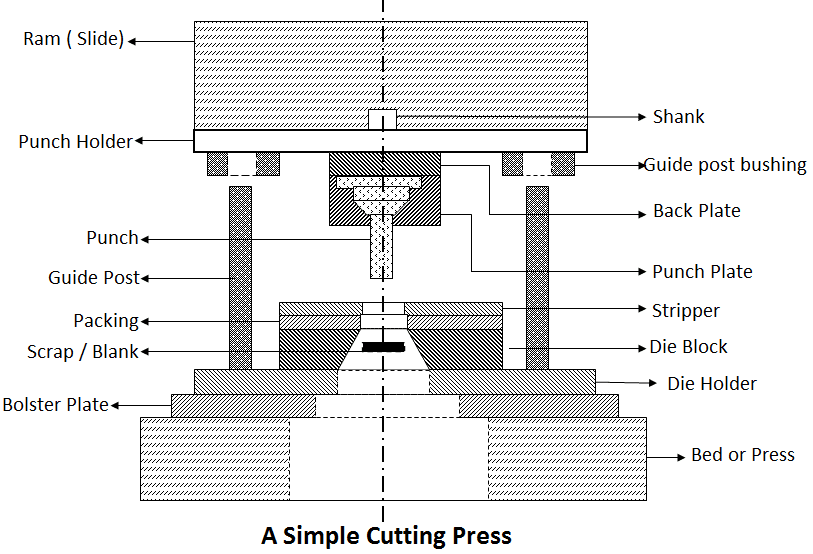
Ram (Slide): Mozgó alkatrész a sajtó, amely átadja a mechanikus vagy hidraulikus erő a lendkerék / hidraulikus rendszer a sajtó szerszám fémlemez sajtolás.
szár: a szárat a felső szerszámnak a présgép csúszkájába történő felszereléséhez használják.
lyukasztó tartó ( felső cipő): ez a szerszámkészlet felső része, amely guidepost tolást tartalmaz. A szerszámkészlet teljes felső része (általában lyukasztót, lyukasztólemezt tartalmaz) a felső cipőre van felszerelve.
szerszámtartó ( alsó cipő ): ez a szerszámkészlet alsó része, amely guidepostot tartalmaz. A szerszámkészlet teljes alsó része (általában szerszám, sztriptíz) a felső cipőre van felszerelve.
biztonsági lemez: a biztonsági lemezt úgy helyezzük el, hogy a nyomás intenzitása ne váljon túlzott mértékűvé a lyukasztótartón. Úgy is nevezik lyukasztó hátlap és nyomólemez.
Lyukasztólemez: a lyukasztólemez funkciója a lyukasztás megfelelő relatív helyzetében tartása. A lyukasztólemez szorosan illeszkedik a lyukasztó testéhez. Úgy is nevezik lyukasztó rögzítő.
lyukasztó: Ez a szerszámszerelvény fő alkotóeleme, amelyet közvetlenül vagy közvetve a sajtó ram vagy a dia mozgat. Punch and die jár együtt, hogy egy lepecsételt része.
ágy: az ágy a préskeret alsó része, amely asztalként szolgál, amelyhez egy támasztólemez van felszerelve.
Bolster Plate: ez egy vastag lemez, amely az ágyhoz van rögzítve, amelyet a szerszámkészlet & elhelyezésének támogatására használnak.
Die: Die egy női része a die blokk/sajtó eszköz előállítására az adott munkát a sajtó. Die és punch együtt dolgozni, hogy a kívánt alakú termék.
Sztriptíz: A sztrippelőt arra használják, hogy a fémcsíkot egy lyukasztóból vagy meghaljon.
Guidepost & Guide post persely: ez a kétkomponensű a sajtó Szerszám útmutató a szerszám beállítása, hogy fenntartsák az igazítás a művelet során. Megfelelően kenve és elhelyezve javítják a szerszám működését és hozzájárulnak a minőségi termékek előállításához. Ezt oszlopos szerszámkészletnek is nevezik.
bezárási magasság: az ágy teteje és a csúszda alja közötti távolság, a lökettel lefelé és a beállítással felfelé.
löket: a Ram mozgásának távolsága a felfelé irányuló pozíciótól a lefelé irányuló pozícióig. Ez általában állandó Mechanikus prések, de változó hidraulikus prések.
fém sajtoló présszerszámok alkatrészei
a présszerszámok alkatrészei a következő kategóriákba sorolhatók:
- szerkezeti alkatrészek
- munka alkatrészek
- vezető vagy helymeghatározó alkatrészek
- Sztrippelés alkatrészek
- rögzítő alkatrészek
- etetés alkatrészek
szerkezeti alkatrészek
nyomja meg a szerszám alkatrészek tartja működő alkatrészek egymáshoz, és a sajtó. Mint a felső cipő, az alsó cipő, a szár.
működő alkatrészek
olyan alkatrészek, amelyek ténylegesen részt vesznek a kívánt alakú bélyegzett rész kialakításában. Mint Punch & Meghal.
vezető vagy helymeghatározó alkatrészek
a vezetőelemek a művelet során a felső cipő és az alsó cipő pontos beállítását tartják fenn. Guidepost készletek és tipli csapok példák vezető alkatrészek.
sztrippelő alkatrészek
olyan alkatrészek, amelyek a művelet végeztével eltávolítják vagy lecsupaszítják a lyukasztóból a nyersdarabokat és a törmeléket vagy a szerszámokat. Mint a sztriptíz, nyomja le a csapokat, a Kidobókat, a kiütéseket.
rögzítőelemek
a rögzítőelemek egységként tartják össze a présszerszám minden részét. Mint lyukasztó lemez, Die blokk, minden kötőelemek.
Etetőelemek
az Etetőelemek az üres vagy fémlemezt a bélyegzőállomásra táplálják. Ezek az összetevők segítenek növelni a termelési sebességet.
a présszerszám tervezésének követelménye
a présszerszám tervezésekor és egy adott feladathoz a sajtó kiválasztásakor a következő tényezőket kell figyelembe venni :
- az alkatrész vastagsága
- teljesítményigény
- az elvégzendő művelet típusa
- nem. az elvégzendő műveletek
- teljes munkaméret
- működési sebesség.
a présszerszám kialakításának meg kell felelnie a gyártás típusának, azaz a tömegtermelésnek, a kis tételnek vagy a hatalmas tételnek. A sajtóeszközöknek meg kell felelniük a következő követelményeknek:
- A présszerszámoknak biztosítaniuk kell az igényelt kimenetet, a biztonságos működést & könnyű karbantartást.
- a présszerszámokat úgy kell megtervezni, hogy a termékek gyártásához lehetséges szabványos alkatrészeket használjanak.
- a présszerszámokat az anyag és a munkaerő maximális kihasználására kell tervezni.
- A présszerszámok munkadarabjainak erősnek, tartósnak és elhasználódáskor cserélhetőnek kell lenniük.
- A Méretpontosságnak és a felületkezelésnek tűréshatárokon belül kell lennie.
Sajtószerszámok tervezése
a fémlemez sajtolási folyamata nagyon gyors és pontos gyártási folyamat. De mi van, ha a présszerszám nem működik hatékonyan, vagy sokkal több műveletre van szükség a bélyegzett alkatrészek előállításához. Ezért nagyon fontos, hogy tervezzen egy gazdaságos és időtakarékos sajtóeszközök.
lépések bármilyen fémlemez sajtoló szerszám vagy szerszám tervezéséhez.
- a számítástechnikai a szükséges erő ( sajtó űrtartalom)
- kiválasztása sajtó
- meghatározása shut magassága a szerszám
- számítástechnikai die vastagsága és margók ( minimális keresztmetszet)
- rajz szalag elrendezés és összehasonlítása anyagfelhasználás
- tervezése helymeghatározó elemek
- hardver kiválasztása
- rajzoló szerszámterv ( oszlopkészletek, lyukasztási magasság és felszerelés)
- határozza meg a nyomás középpontját és ellenőrizze a hulladék ártalmatlanítását
- rajz részletei
mi a szalag elrendezés?
az anyaggazdaság nagyon fontos a fémlemez sajtolási folyamatában. Mivel az ürítés az első művelet, a nyersanyag-gazdaságot befolyásolhatja a leggazdaságosabb szalagelrendezés, amely az anyag legnagyobb kihasználását biztosítja. Általában a sajtóeszközök tervezői legalább öt szalagelrendezést rajzolnak a számításhoz, és összehasonlítják anyagfelhasználásukat a sajtóeszköz megtervezése előtt.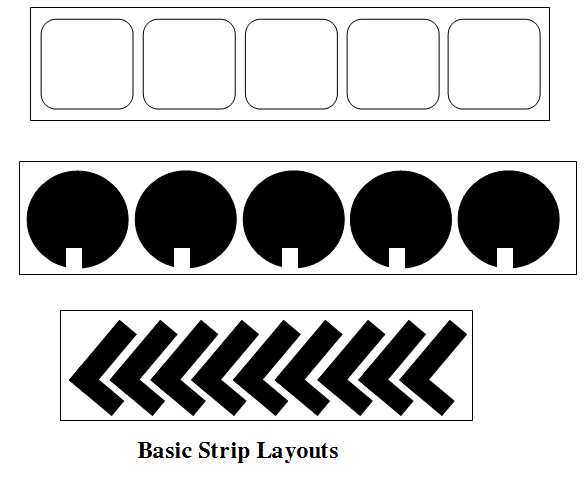
az L, T vagy U betű alakú üres lapok Szalagelrendezése gazdaságosan előállítható fordított elrendezéssel, az alábbi képen látható módon. 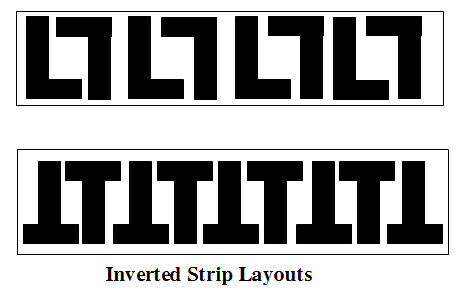
a szalagelrendezés anyagfelhasználása a következő képletből számítható ki–

vagy

a présszerszám bélyegzési folyamatának elmélete
a fémlemez vágási műveletei a bélyegzés során nyírási folyamat. Ahogy a lyukasztó megérinti a fémlemezt és lefelé halad, az anyagot a szerszámnyílásba tolja. Az anyag mind nyomó -, mind húzófeszültségnek van kitéve. Ezek a feszültségek a szerszám és a lyukasztás szélein lesznek a legmagasabbak, és az anyag túlnyúlik a rugalmassági határon, és ott repedezni kezd.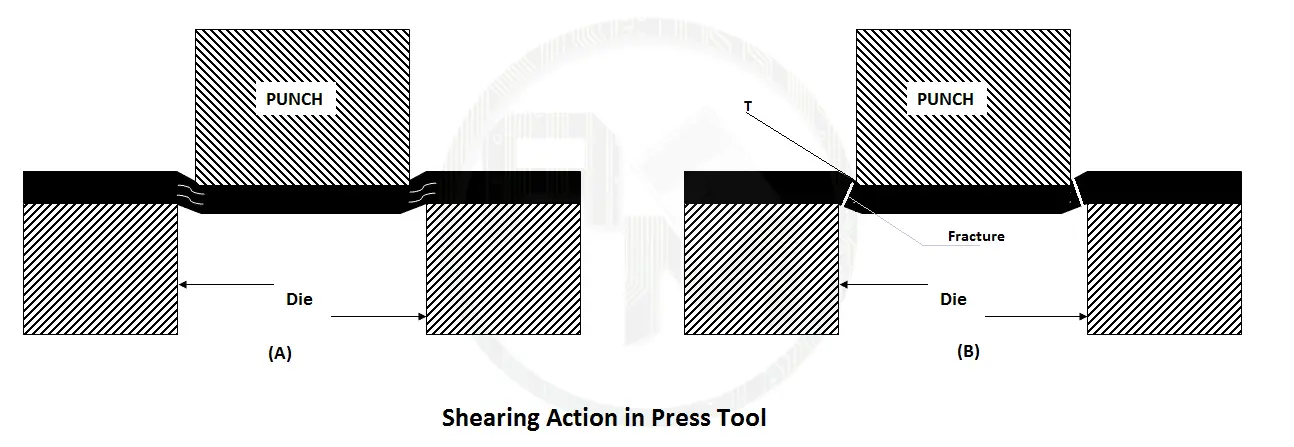
3 a nyírás vagy törés lépései a fémlemez vágási műveleteiben.
- az anyag rugalmassági határán túli hangsúlyozása.
- képlékeny alakváltozás a terület csökkenése miatt
- a repesztés csökkentett területen kezdődik.
erők elrendezése
a nyírási művelet során kialakult erőket egy háromszög képviseli, amint az az alábbi ábrán látható. A függőleges nyíróerőt és a vízszintes oldalirányú erőt V, illetve H jelöli. A kapott erőt R képviseli.
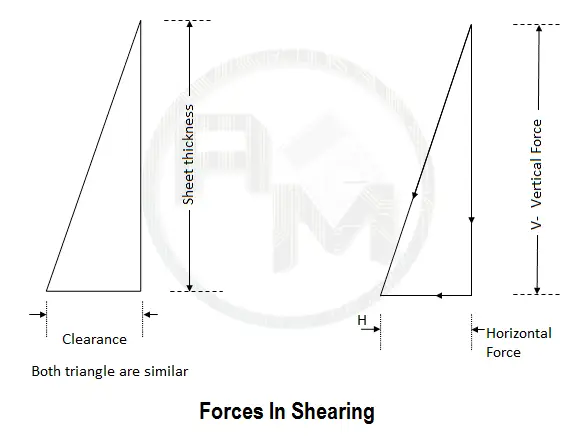
függőleges erő
a függőleges V komponens értéke a nyírandó területtől és a vágandó anyag nyírószilárdságától függ. A nyírási terület a vágás és a lemezvastagság hosszának többszöröse.
vízszintes erő
a vízszintes vagy oldalirányú H erő értéke a szerszám hézagától függ. A vízszintes erő meghatározható a függőleges erő százalékában. Ez a százalék megegyezik a szerszám clearance százalékával.
a fémlemez tökéletes nyírásához/vágásához a hézagnak megfelelő mennyiségben kell lennie.
mi a présszerszám-távolság?
a lyukasztó vágóél és a vágóél közötti helyet hézagnak nevezik. A jobb megértés érdekében “a hézag az a felesleges hely, amely a szerszám lyukában szükséges ahhoz, hogy a lyukasztó áthaladjon az anyag lyukasztásához”.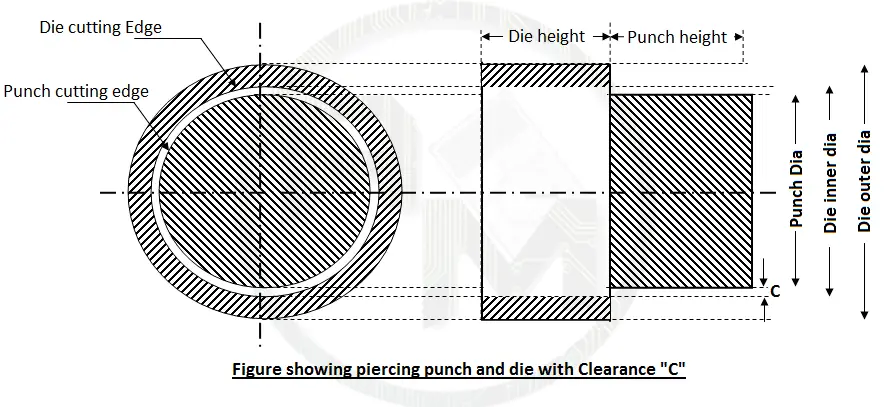
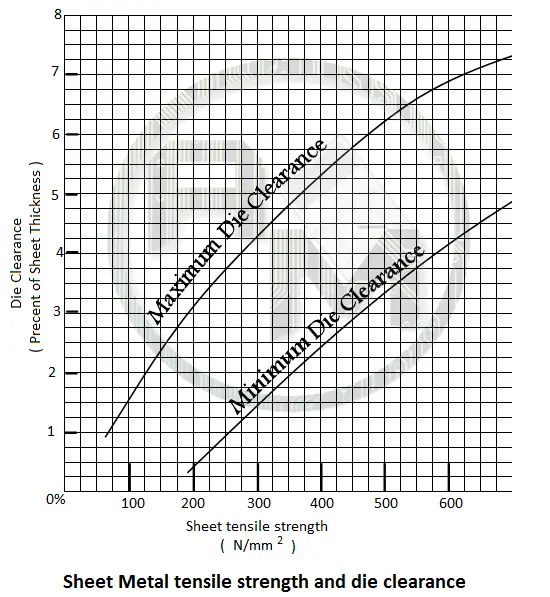
a megfelelő présszerszám hézag fontossága
a hézag jelentős szerepet játszik minden vágási műveletben és alakítási műveletben. A szerszám hézag a munkaanyagtól függ, a munkalap vastagságának két-tíz százaléka között mozog. A gömbgrafitos anyagnak kisebb szerszámmal kell rendelkeznie, különben puha anyag kerül a résbe, a keményebb anyagnak pedig több szerszámra van szüksége a jó nyírási művelethez.
a túlzott hézag több sorját okozza a nyírt lapon, míg a kisebb hézag csökkenti a sorját, de károsítja a szerszám és az ütés széleit is. Ez a szerszám és a lyukasztó gyakori újraélesítését eredményezi, és csökkenti a présszerszám élettartamát.
a sajtolási munkákhoz használt különféle anyagok szerszámhézag-tartománya:
vegye figyelembe, hogy a szerszámhézagok a lapvastagság százalékában vannak megadva. Szoros vágási profil esetén a szerszám és a lyukasztás között a profil körül van egy szerszámhézag.
Die hézag különböző anyagok

Megjegyzés: Ez nem lehetséges, hogy kap tűréshatárok, mint die hézag alkatrészek ezért szükséges, hogy végre egy további borotválkozási művelet nagy pontosságú munkát.
Die hézag lyukasztó présszerszámhoz
a lapban átszúrt lyuk kúpos, minimális nyílása megegyezik a lyukasztó méretével. A lap alján lévő lyuk maximális mérete a szerszámnyílás szélességétől függ. Mivel a minimális méret fontos a lyukasztásnál/lyukasztásnál, a lyukasztás megegyezik a lyuk méretével.
a kivágott szerszámon a Szerszámhézag nagyobb, mint az alkatrész rajzán feltüntetett méret.
például
egy 20 mm vastag, 2 mm vastag ms lapból egy lyukat átszúrva.
a lyuk átmérője lesz ugyanaz, mint a lyuk mérete, azaz 20 mm.
Die clearance 2,5% – a lap vastagsága = 2,0 x 0,025
xhamsteren 0,05 mindkét oldalán
die furat = 20 + 2 x 0,05 = 60,10 mm = 6842>
Die Clearance ürítő sajtó szerszám
az üres profillap szintén kúpos, alul minimális, felül pedig maximális méretű. A lap alján lévő lyuk maximális mérete a szerszámnyílástól függ. Mivel a minimális méret fontos a lyukasztásnál/lyukasztásnál, a lyukasztás megegyezik a lyuk méretével.
az üres lapok maximális méretei nem haladhatják meg az alkatrészek rajzában megadott méreteket. Tehát a kivágás során a kivágás megegyezik a szerszámprofil furatával, és a lyukasztónak minden oldalon kisebbnek kell lennie a hézag méretével.
például:
egy 20 mm-es, 2 mm vastag MS-lapból kivont lap kitakarása.
Die átmérő lesz ugyanaz, mint a lyuk mérete, azaz 20 mm.
clearance 2,5% – a lap vastagsága = 2,0 x 0,025
argentinok 0,05 mindkét oldalon
xhamsterméret = 20-2 x 0,05 = 19,90 mm
Megjegyzés: Mi a különbség a lyukasztó és a blanking eszközök között ?
Ans: a Blanking és a stancoló Szerszámok hasonlóak, azonban a blanking szerszámban lévő munkadarab, amelyet blanknak neveznek, és amelyet további műveletekhez használnak, míg a lyukasztó szerszámban a szerszámon áteső darab törmelék.
hajlító présszerszámok alapelvei
a hajlítási folyamat megváltoztatja a lapos blank alakját, hogy szögletes, ívelt vagy mindkettő legyen, vastagságának nagy változása nélkül.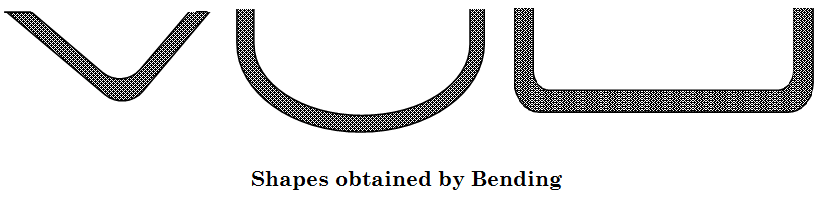 ez egy nagyon gyakori eljárás a lapok és lemezek csatornákká, dobtartályokká stb. A hajlítási művelet során az anyag külső felülete feszültségben van, a belső felülete pedig kompresszióban van. A hajlított anyag törzse a görbületi sugár csökkenésével növekszik.
ez egy nagyon gyakori eljárás a lapok és lemezek csatornákká, dobtartályokká stb. A hajlítási művelet során az anyag külső felülete feszültségben van, a belső felülete pedig kompresszióban van. A hajlított anyag törzse a görbületi sugár csökkenésével növekszik.
hajlítási sugár
az anyagtól és annak keménységétől függ az a minimális sugár, amelyre a vakpróba repedés nélkül hajlítható. A minimális belső sugár a gördülés irányától is függ. A csíkokat úgy kell vágni, hogy a hajlítási vonalak a gabona irányához képest derékszögben legyenek.
a lap érzékenyebb a repedésekre a szemcse irányában. Tehát a repedés minimális sugara a szemcsén körülbelül négyszer akkora, mint a szemcseirány mentén történő hajlítás minimális sugara. Általában a szemek iránya párhuzamos a teljes vágatlan lap hosszabb oldalával.
minimális sugarak különböző anyagok hajlításához a szemcseirányokkal együtt.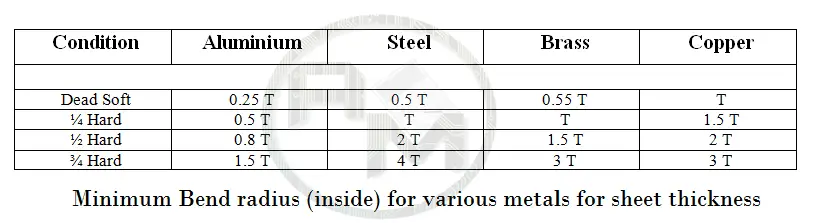
ahol T= Anyagvastagság
hajlítási juttatás
amikor a fémlemez összehajtva vagy meghajlítva van, a kanyar körüli fém deformálódik és megnyúlik. Mivel ez megtörténik, kis mennyiségű teljes hosszúságot nyer a bélyegzett részben. A hajlítási juttatást úgy definiáljuk, mint az alkatrész tényleges lábhosszához hozzáadott hosszúságot annak érdekében, hogy lapos mintát alakítsunk ki.
a lábhossz a karima hossza, amely kívül esik a hajlítási sugáron.
üres méret vagy fejlett hossz
szükséges bélyegzési elv a nyersdarab hosszának kiszámítása hajlítás előtt, mivel egy alkatrészt hajlítás előtt általában ürítenek.
hajlítás közben a belső sugárral szomszédos fémrétegek összenyomódnak, míg a külső sugárral szomszédos fémrétegek kifeszülnek. A lap egyes rétegei sem tömörülnek, sem nem nyúlnak ki egy semleges síknak nevezett hajlítási művelet során.
Megjegyzés: A semleges sík a lemezvastagság közepe mentén fekszik, több mint kétszer vastag sugár esetén. A lapvastagság kétszeresénél kisebb sugarak esetén a kanyar belső sugarú felületétől körülbelül egyharmada vastag.
a vakhossz vagy a fejlett hosszúság kiszámításakor figyelembe kell venni a semleges sík eltolódását. 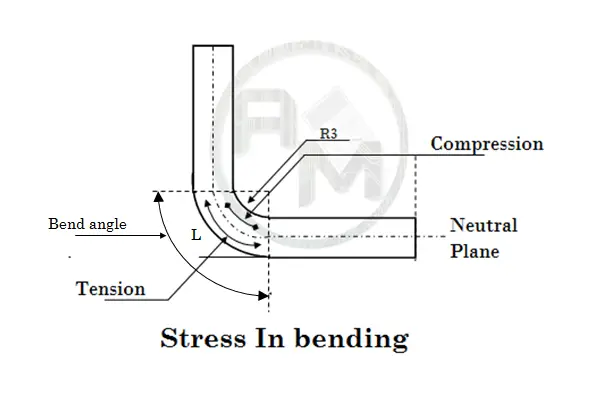 a kifejlesztett hosszúságot a semleges sík mentén kell kiszámítani a következő képlet segítségével.
a kifejlesztett hosszúságot a semleges sík mentén kell kiszámítani a következő képlet segítségével.


T= lapvastagság
R = belső hajlítási sugár
L= fejlett Hossz
A = hajlítási szög fok
példa: Számítsa ki a kifejlesztett hosszúságot vagy az üres hosszúságot a következő összetevőkhöz.
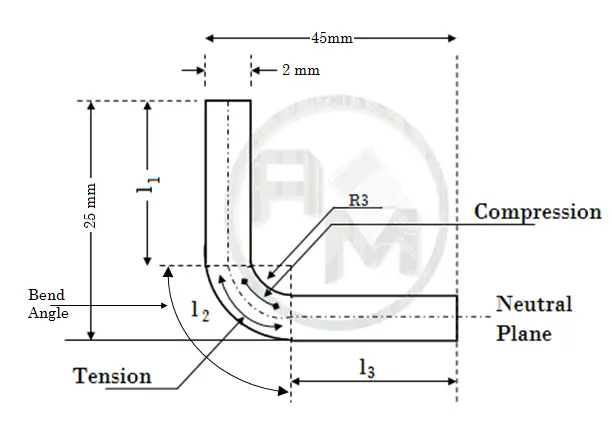
megoldás: az alkatrész fejlett hosszának két egyenes része van l1 ‘ l2, és ívelt része l3.
adott:
belső sugár: 3mm
lapvastagság : 2 mm
Így
l1 = 25 – ( lemezvastagság + Belső sugár ) =25 – 5 =20 mm
l3 = 45 – ( lemezvastagság + Belső sugár ) =45 – 5 =40 mm
Mint a belső sugara a kanyarban kevesebb, mint 4 ( kétszer a lemezvastagság )
l2 = 
= ( ⅲ /180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
Most Teljes kifejlesztett Hossza
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
présszerszámok számítógépes tervezése
a présszerszámok iránti növekvő kereslet miatt a présszerszámok tervezésére szolgáló kompakt és praktikus CAD/CAM rendszer automatizálhatja a következő funkciókat:
- a munkadarab rajzának ellenőrzése a fémlemez sajtolási folyamat présszerszámaiból történő gyártás megvalósíthatósága szempontjából.
- üres méret keresése hajlítási, alakítási vagy rajzolási műveletekhez.
- a használandó sajtóeszközök típusainak kiválasztása.
- az anyagfelhasználás, a hangmagasság, a margók és a tájolási szög kiszámítása.
- döntő hajlam ütések és szár központ.
- számítási nyíróerők és mérete a szerszám, sztriptíz, csavarok, tiplik, stb.
- a présgép és a szerszámkészlet kiválasztása.
- szerelési rajzok és részletes rajzok készítése.
számítógéppel segített sajtó szerszám tervezése magában foglalja a különböző modulok, mint a munkadarab ellenőrzések modul, kifejlesztett hossza üres méretű modul, fészkelő modul, szalag-elrendezés modul, és die design modul. A design check modul megállapítja a nyomás középpontját, a szükséges űrtartalmat, a sztrippelő erőt, az ütések méretét, a szerszámokat, a sztrippert, a sztrippert és a lyukasztólemezeket, nem. csavarok, csapok, rugók, és knock-out csapok.
a tervező modul létrehozza az összeszerelési rajzot sok réteggel a különféle présszerszámok elemeihez, mint például a Szerszámblokk, a szerszámlemez, a lyukasztó, a lyukasztó lemez, a sztriptíz, a sztriptíz lemez, a kidobó stb.
Leave a Reply