sorjázó berendezések
Contact Companies
kérjük, töltse ki az alábbi űrlapot, hogy ajánlatkérést nyújtson be a következő felsorolt vállalatok bármelyikéhez
vegye fel vállalatát ezen a Power oldalon
Bevezetés
ez a cikk teljes útmutatót nyújt a sorjázó folyamathoz és a sorjázó gépekhez. Meg fogja tanulni:
- mi a sorjázás?
- a sorjázás fontossága
- különböző típusú sorja
- a sorjázási folyamatok típusai
- és még sok más…

1. fejezet: mi a sorjázás?
a sorjázás egy megmunkálási folyamat másodlagos művelete, amely javítja a termék végső minőségét azáltal, hogy eltávolítja a felemelt éleket és a nem kívánt anyagdarabokat, amelyeket a kezdeti megmunkálási folyamatok során hagynak. A sorjákat nyírásból, hajlításból, vágásból, piercingből és tömörítő anyagokból készítik. Ezek többnyire lágy és rugalmas anyagokon láthatók. A sorjázó gépeket mechanikus, elektrokémiai és termikus módszerekkel távolítják el.

a nyíró vagy hajlító erők meghibásodásig történő alkalmazásakor az anyag műanyag deformációnak van kitéve. A szélek mentén lévő régiók hajlottak, megnyúltak és extrudáltak. Ezek a megnyúlások és extrudálások a vágóéleken jelennek meg, különösen a szerszám bejáratánál, oldalán és kijáratánál. A sorja kialakulását és méretét nehéz megjósolni és számszerűsíteni. Így a sorjázás hatékonysága rendkívül empirikus, és számos gyártási kísérleten alapul, mielőtt a gyártók tökéletesítenék.
mint korábban említettük, a sorjázás különféle módszerekkel történhet. Ezen folyamatok többsége “globális”, ami az egész terméket érinti. A globális vagy általános sorjázás alkalmazási pontja nem ellenőrizhető. A sorjázási folyamatok befolyásolhatják a termék végső minőségét azáltal, hogy megváltoztatják a végső méreteket, és szennyezik a felületet a kémiai és koptató maradványoktól. Ezért a sorjázási folyamatokat gondosan kell kiválasztani és ellenőrizni, hogy a termék kívánt jellemzői ne változhassanak meg.
a sorjázási folyamatokhoz kapcsolódó költségek a repülőgépipari alkalmazásokban használt nagy pontosságú alkatrészek gyártási költségeinek körülbelül 30% – át teszik ki. Autóipari alkalmazásokban a sorjázás a gyártási költségek körülbelül 15-20% – át teszi ki. A gyártási költség növekedése jelentős, tekintve, hogy a sorjázás nem növeli a termék belső értékét.
2. árucsoport: A sorjázás fontossága
a nehézségek és a kapcsolódó költségek ismeretében a sorjázás továbbra is a gyártási folyamat szerves része, a következő okok miatt:
- a sorja megakadályozza az alkatrészek helyes illeszkedését és összeszerelését
- az alkatrészek érzékenyek a fáradtságra és repedésekre, mivel a sorja meghibásodási helyként működik
- a réseken és a sorja felületeken könnyen kialakul a korrózió
- a sorja a munkavállaló és a végfelhasználó biztonságát veszélyezteti
- a sorja csökkenti az alkatrész esztétikai minőségét

az Élminőség jelentős hatással van a termék formájára, teljesítményére és élettartamára. A barázdák és a megemelt élek megterhelik a gépalkatrészek megfelelő illeszkedését és összeszerelését. Ezek kritikus fontosságúak a repülőgépiparban, az autóiparban és az elektronikai iparban használt precíziós alkatrészek esetében. Eltekintve a helyes illeszkedés, párosító alkatrészek, mint a fogaskerekek, görgők, és más csúszó felületek, sorja ütközhet és károsíthatja az alkatrészeket.
a sorjával ellátott termékek jelentősen csökkentették a fáradtsági élettartamot a sorja nélküli alkatrészekhez képest. A megmunkálási folyamatok maradék feszültségeket hoznak létre a megmunkált és hajlított élek mentén végzett munka megkeményedése miatt. Ezek megváltoztatják a mechanikai tulajdonságokat ezekben a régiókban. A lyukak, rések és bevágások olyan jellemzők, ahol a stressz koncentrálódik. Mivel a barázdák szabálytalanabb profilúak, és általában ezeknek a tulajdonságoknak a legkülső szélein helyezkednek el, a barázdák repedésindító helyekként működhetnek.
a termikus és borulásos sorja olyan réseket hoz létre, amelyek elősegítik a lokalizált korróziót. A víz, az elektrolitok és más korrozív anyagok felhalmozódhatnak és stagnálhatnak a hasadékokban. Korrózió is előfordulhat, ha a bevonatot nem megfelelően alkalmazzák. Az alkatrész felületén emelt területek vékonyabb bevonatokkal rendelkezhetnek, mint az öblített felületek.
a sorja szintén biztonsági kockázatot jelent, mivel az éles szélek áthatolhatnak a nyomás alatt álló vezetékeken és elektromos kábeleken. A burred széleket kezelő személyzet is sérülhet. Az éles széleket általában letörik vagy sugárzással használják, hogy megakadályozzák a személyzet és a berendezések nem kívánt vágásait.
a sorja kialakulásának megakadályozásának legjobb módja a munkadarab kevésbé képlékeny anyaggal történő cseréje. Kevesebb képlékeny anyag használata a nem kívánt alkatrészek forgácsolódását vagy elválasztását okozza a fő résztől. A legtöbb esetben azonban ez nem lehetséges, különösen a szigorú anyagkövetelményekkel rendelkező alkalmazások esetében. A gömbgrafitos anyagok megmunkálásakor a sorja kialakulása szinte elkerülhetetlen. Emiatt a nem hagyományos módszerek, például a kémiai maratás és a lézeres megmunkálás kívánatos lehetőségekké válnak. Ezek a folyamatok azonban korlátozott munkadarabvastagsággal és magas beruházási költségekkel járnak.
összehasonlítás a Megdöntéssel és a befejezéssel
a befejezés, a sorjázás és a bukás a másodlagos megmunkálási műveletekben használt kifejezések. A befejezés egy tág kifejezés, amely olyan műveletekből áll, mint a sorjázás, robbantás, polírozás, csiszolás, bevonat, bevonat stb. A sorjázás a sorja, a szabálytalan élek és a villanások eltávolításának egyik típusa. A sorjázás egyik módja a mechanikus berendezések. A mechanikus sorjázó gépek kopást hoznak létre, amelyet egy koptató közeg biztosít a kamra belsejében lévő részhez. A kamrát rezgés vagy bukdácsolás izgatja. Így a bukdácsolás olyan sorjázási folyamat, amely csiszoló közeget és a kamra forgását, az úgynevezett hordót használja a részek sorjának lekaparására.
szerezd meg az alábbi cégedet
vezető gyártók és beszállítók
3.fejezet: különböző típusú sorja
eltekintve a sorja vágási irány szerinti osztályozásától, a sorja is besorolható a kialakulási mechanizmusuk szerint. Négy típus létezik, nevezetesen: Poisson, roll-over, tear és cut-off sorja.
-
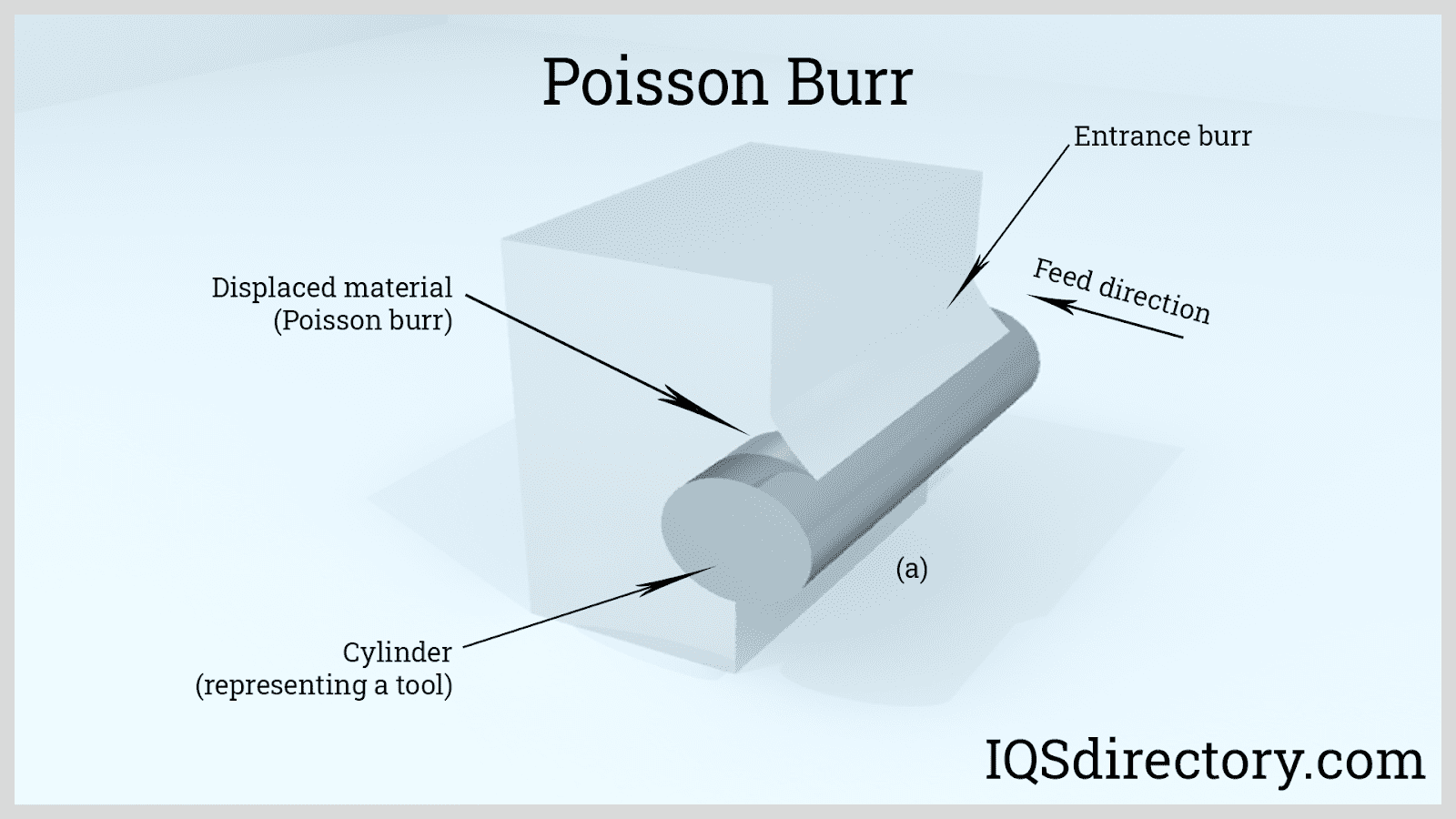
Poisson Burr:
a” Poisson ” a Poisson-effektus kifejezésből származik, amely a stressz alkalmazására merőleges irányok tágulását jelenti. Az anyagra ható nyomóerők hatására az érintkező terület élei plasztikusan deformálódnak és megnyúlnak, sorjákat hozva létre. A vágás során, amikor a vágószerszám csúcsa a munkadarabra ütközik, a vágás élei deformálódnak a nyomó-és nyíróerők miatt. Ezeket a deformációkat bejárati sorjáknak tekintjük, amelyek a vágószerszám belépési pontján vannak kialakítva.
-
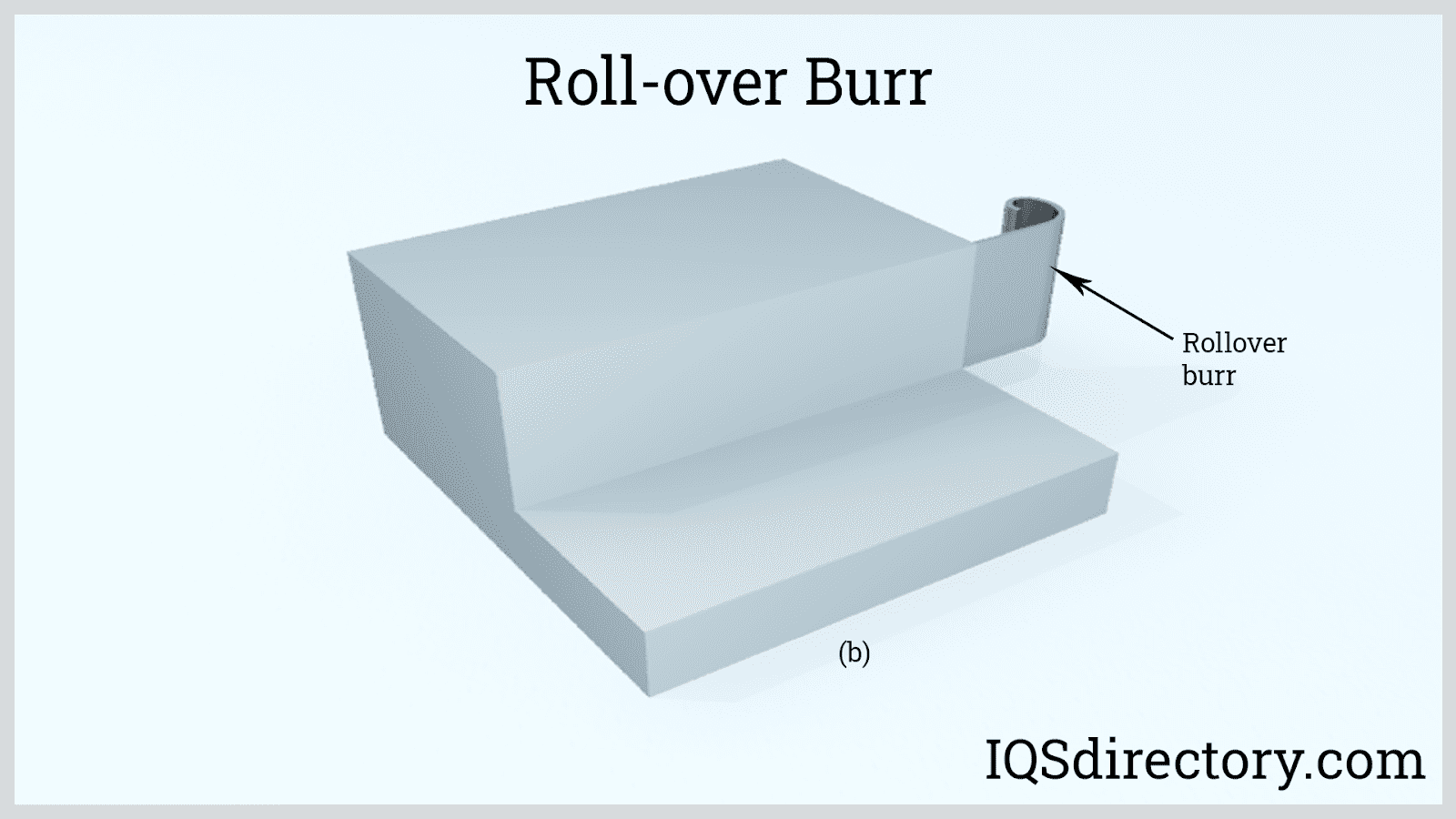
borulás sorja:
ezek olyan forgácsok, amelyek hajlottak, nem pedig a vágó útjáról nyírtak. Amint a vágószerszám kilép a vágásból, néhány anyag gördül és megy a szerszámmal együtt. Az anyag a takarmány felé és a vágott él mentén hajlik. Ha az anyag elég képlékeny, a forgács nem válik el könnyen az alkatrésztől. A fogásmélység hozzájárul a borulás kialakulásához is sorja mivel a forgács vagy tekercs a mélység növekedésével vastagabbá válik.
-
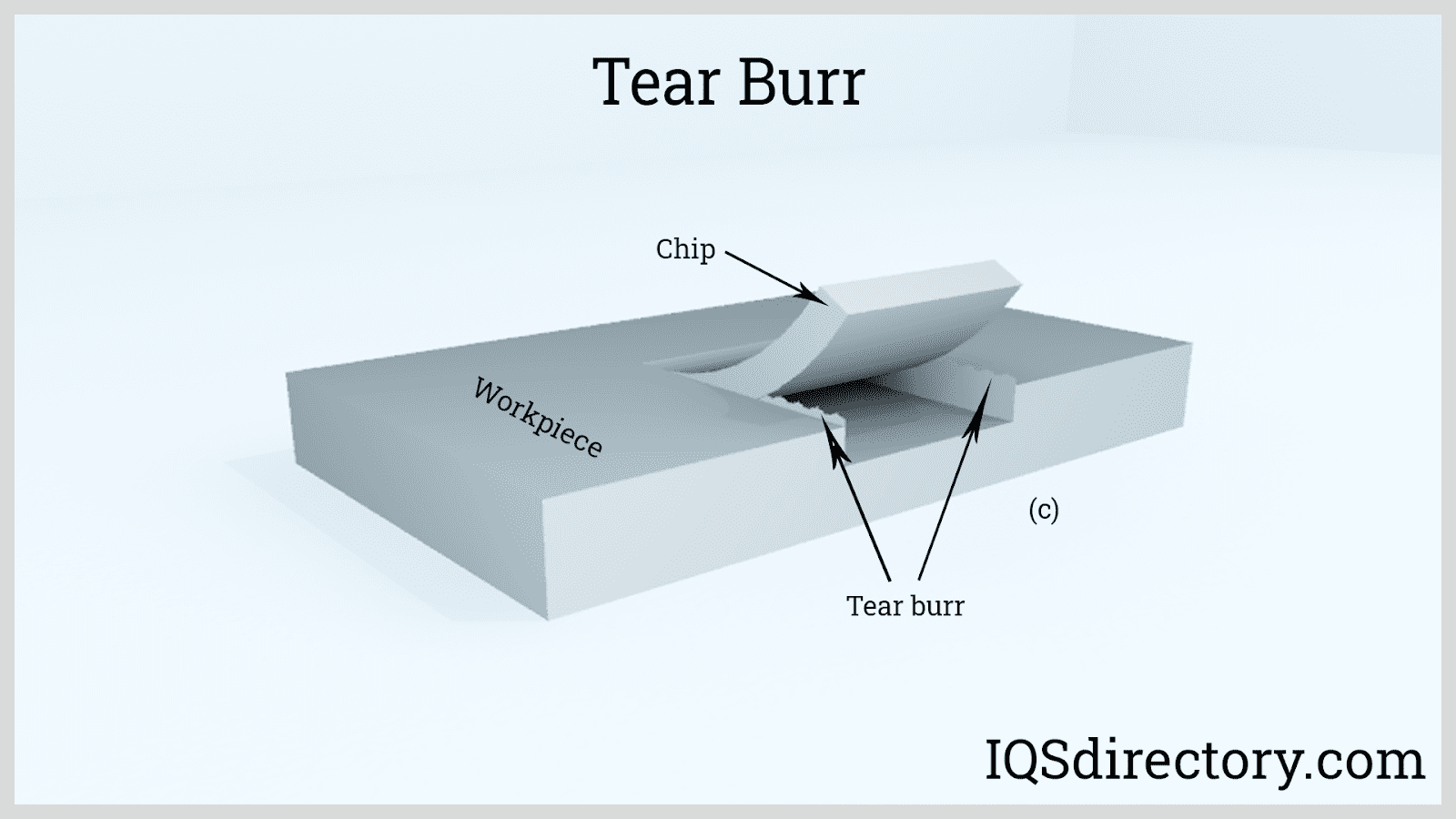
szakadási sorja:
a szakadási sorja olyan oldalsó sorja, amely akkor fordul elő, amikor a vágott rész plasztikusan deformálódik, nem pedig teljesen nyír. Ez megfigyelhető a lyukasztási folyamatokban, ahol éles, szaggatott él marad a lyukasztott lyuk kontúrja mentén. Ez az anyag laza a munkadarabból.
-
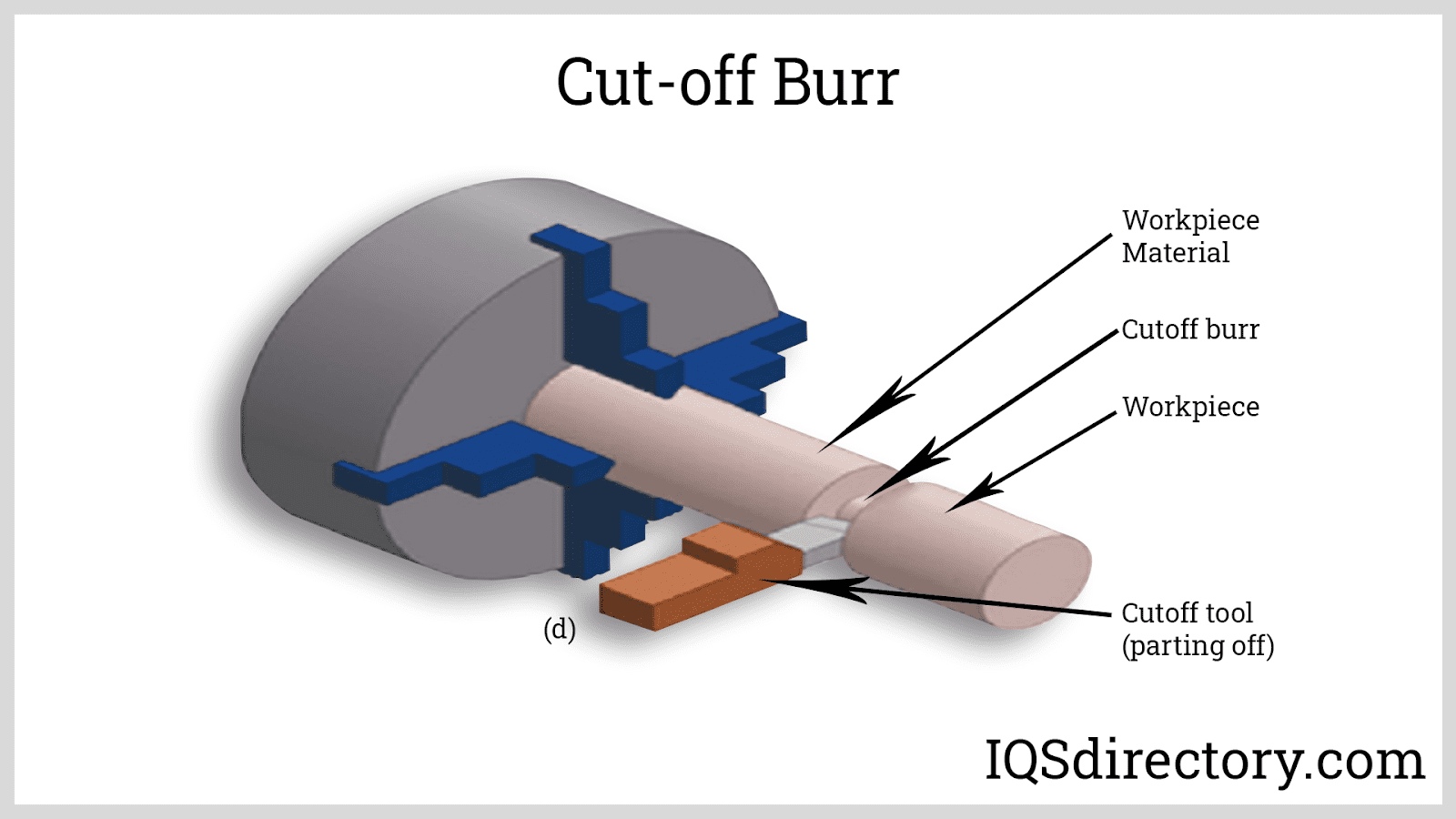
Cut-off Burr:
a Cut-off burr a maradék anyag eredménye, mivel a vágott rész elválik vagy leesik a fő részből. Ez lehet pozitív vagy negatív sorja. Cut-off sorja leginkább megfigyelhető fűrész vágások és automatikus csavar gépalkatrészek. Az ilyen típusú sorjákat úgy lehet megakadályozni, hogy mindkét oldalt megfelelően támasztják alá, amíg a vágás befejeződik.
-
termikus sorja:
az ilyen típusú sorja általában nevezik salak, fröcsköl, vagy salak. A salak a hegesztés, a plazma és a Lézervágás edzett olvadt fémének eredménye. A salak eltérő mechanikai tulajdonságokkal rendelkezik, mint a nem nemesfém, a fűtés és az ellenőrizetlen hűtés által okozott maradék feszültségek miatt. A salakok általában kézi fogmosással letörhetnek, de bizonyos esetekben őrlésre van szükség.

4. fejezet: Sorjázási folyamatok
a sorjázás különféle módszerekkel történik, amelyek az anyagtól, az alkatrész geometriájától, a sorja méretétől és helyétől, a termék mennyiségétől és költségétől függenek. A kézi és mechanikus sorjázási műveletek a sorjázás hagyományos módszerei. Az elektrokémiai, a hőenergia és a kriogén nem hagyományos módszerek speciális sorjázási alkalmazásokhoz. Az alábbiakban bemutatjuk a közös sorjázási folyamatokat, valamint az egyes előnyök és alkalmazások előnyeit.
-
tömeges kikészítés:
ezt a módszert akkor alkalmazzák, ha nagy mennyiségű alkatrész/alkatrész van, amelyet be kell fejezni, amely szakaszos rendszerként vagy folyamatos rendszerként futtatható, és száraz vagy nedves folyamatként is elvégezhető (a késztermék anyagától függően). A tömeges befejezéshez idő és anyagok kezdeti befektetése szükséges az Ön igényeinek megfelelő pontos tömeges befejező recept meghatározásához, de hosszú távon időt, pénzt és kézi munkát takarít meg. Néhány példa a tömeges befejező berendezésekre: forgó vibrátorok, folyamatos áramlású berendezések, húzó befejező gépek, nagy energiájú lemezrendszerek és kád vibrátorok.
-
kézi sorjázás:
ez a módszer olyan sorjázási műveletekre vonatkozik, amelyek kézi vagy gépesített szerszámokat használnak, amelyek olyan eszközöket használnak, mint a sorjázók, darálók, kefék, fájlok, csiszolók stb. Ez a folyamat “lokalizált” – vagyis nem érinti az egész részt. Ezt olyan helyeken alkalmazzák, ahol nagy a tűrés a méretváltozásokkal szemben, mivel a kézi sorjázás paraméterei nem határozhatók meg tökéletesen. A házon belüli idő szabványokat a legtöbb gyártó és gyártó fejlesztette ki. Ezek azonban nem oldják meg a folyamat következetességével kapcsolatos problémát. Ez a folyamat lassú, és általában a gyártósor végén történik, így minden hiba költséges a gyártó számára. Az alábbiakban bemutatjuk a kézi sorjázási módszerek néhány típusát.

-
fogmosás:
Fémszálakból vagy forgó tárcsához rögzített vékony huzalokból készült keféket használnak a vágás szélei mentén lévő sorja lekaparására. Ez egy gyors és viszonylag alacsony költségű módszer, de a sorjázó művelet következetessége korlátozza. Az intenzitás az izzószál átmérőjétől, a szabad hosszúság konfigurációjától, a textúrától, a sűrűségtől, az anyag típusától, a lemez szélességétől, a szögsebességtől és az érintkezéstől függ.
-
csiszoló vagy ragasztott csiszoló kikészítés:
ez a módszer csiszolóanyagokat, például alumínium-oxidot, Szilícium-karbidot és cirkónium-oxid vegyületeket használ lemezekbe, övekbe, párnákba, kerekekbe és lemezekbe kötve. A csiszolóanyagok gépesített dugattyús vagy forgó hatása eltávolítja a munkadarab felületéről emelt anyagokat. A csiszolóanyagok a durvától a kivételesen finomig változhatnak, az eltávolítandó anyag méretétől, a kívánt felületkezeléstől és az alkalmazástól függően.

-
Fémlemez Szegély:
a fémlemez szegélyező gépek kis csiszolókorongokkal vagy csipethengerekkel rendelkeznek, amelyek 0,025-0,25 hüvelyk közötti vastagságú fémlemez széleit simítják. A fémlemez szegélyező gépek helyhez kötöttek, ahol a fémlemezt manuálisan vagy automatikusan adagolják. Egyes gépek a felső és az alsó felületeket is megtisztíthatják, és letöréseket vagy filéket is létrehozhatnak. Több hengerből álló készlet esetén az egyes hengerpárokra kifejtett nyomás fokozatosan kényszeríti a sorját és a megemelt éleket a fémlemez fölé, alá vagy a lemezbe. A nyomóerőket azonban gondosan ellenőrizni kell, különösen puha és alakítható anyagokon, mivel ezek görgős nyomás alatt elhajlhatnak vagy becsatolódhatnak.
-
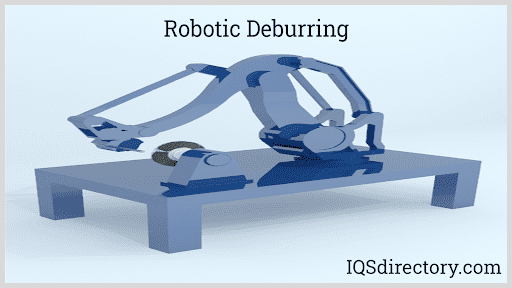
robotos sorjázás:
ez egy robotkarra szerelt letörő, csiszoló vagy sorjázó szerszámot foglal magában. Mivel a kézi sorjázás fő hátránya az inkonzisztencia, a lassú forgalom és a munkaintenzitás, a robotos sorjázás ezeket a problémákat az emberi tényező kiküszöbölésével oldja meg. A robotok következetesen és gyorsan képesek végrehajtani az ismétlődő mozgásokat. A CNC programozás lehetővé teszi az operátorok számára, hogy előre meghatározott mozgásokat és egyéb paramétereket, például erőt és szerszámsebességet adjanak meg. A nagyobb kezdeti költségek ellenére a robotos sorjázás hosszú távon előnyös a csökkentett működési költségek miatt. Sőt, a robotrendszerek sokkal biztonságosabb folyamat, mint a kézi.
-
mechanikus sorjázás:
a mechanikus sorjázás gépeket alkalmaz a munkadarab általános sorjázására. A kezelő kevésbé tudja ellenőrizni a sorjázás agresszivitását és lokalizációját, mint a kézi sorjázás. A kézi, robotos és vízsugaras sorjázást a kopás jellege miatt mechanikusnak is tekintik. A mechanikus sorjázó gépek példái a következők.
-
hordó bukdácsoló:
hordó tumblers az egyik leggazdaságosabb sorjázó gépek annak tekintetében, hogy a működési költségek. Ez a berendezés nemcsak eltávolítja a sorját, hanem az alkatrész felületét is polírozza. A gép úgy működik, hogy egy vagy több alkatrészt egy kamrába vagy “hordóba” tölt be a csiszolóanyaggal együtt. Az anyagtól és a felületkezeléstől függően speciális vegyületeket is hozzáadnak. Ez általában kötegelt művelet, de az in-line kötegelt feldolgozás és az egylépéses feldolgozás is rendelkezésre áll. Barrel bukdácsoló lehet osztani nedves és száraz bukdácsoló.
-
nedves bukdácsolás:
nedves bukdácsolásnál víz kerül betöltésre, amely kenőanyagként működik, és segít a maradékok kimosásában a sorjázás hatékonyságának javítása érdekében. A víz szintje befolyásolja a feldolgozás sebességét és a felület finomságát. A kerámia vagy műanyag közeggel való munkavégzésre tervezett vegyületeket szintén hozzáadják a vízhez. Ezek a vegyületek korrózióállóságot, tisztaságot, kozmetikai felületet, ragyogást és egyéb további felületi tulajdonságokat biztosítanak. A vegyületek javítják a sorjázási műveletet az olajok eltávolításával, a csiszolóanyag élettartamának meghosszabbításával és a műanyag és szintetikus közeg habzásának megszüntetésével.
a víz és a folyékony vegyületek használata sok előnnyel jár. Vannak azonban olyan hátrányok is, mint a szennyvíz szennyeződése és az upstream műveletek során használt folyadékokkal való ellenőrizetlen reakciók.
-
száraz bukdácsolás:
ahogy a neve is sugallja, ez a folyamat csak száraz közeget, például homokot és szárított szerves anyagokat használ. A homok használata nem csak javítja a polírozást, hanem ugyanúgy működik, mint a víz nedves bukdácsolásban. A homok hordozza a maradványokat, és megakadályozza azok beágyazódását az alkatrész felületére. A szerves anyag viszont nedvszívó, mint a homok, amely eltávolíthatja a szennyeződéseket és az olajokat. A felhasznált szerves anyagok a kukoricacsutka, a dióhéj szemcsék és a fa csapok.
a száraz közeg használatának nincsenek hátrányai a nedves bukdácsoló vegyületeknek; a folyamat azonban viszonylag lassú. A nehezebb koptató összetétel általában rövidebb feldolgozási idővel rendelkezik. A száraz csiszolóanyagok könnyebbek, mint folyékony társaik, és általában körülbelül kétszer hosszabb ideig tartanak, hogy ugyanazt a sorjázó hatást érjék el. Emiatt a száraz bukdácsolás általában nem alkalmazható nagy volumenű termelésre.
a hordós pohár speciális konfigurációja egy centrifugális pohár. Ez egy toronyra szerelt két vagy négy szárból álló tömbből áll. A torony egy irányban forog, ami a hordókat az ellenkező irányba forgatja. A torony minden teljes forgása a hordók egy forgását jelenti. A torony elég gyors elfordítása a gravitációnál nagyobb centrifugális erőket okoz a hordókon. Ez nagyobb koptató erőket eredményez, ami gyorsabb sorjázási időket eredményez.
-
-
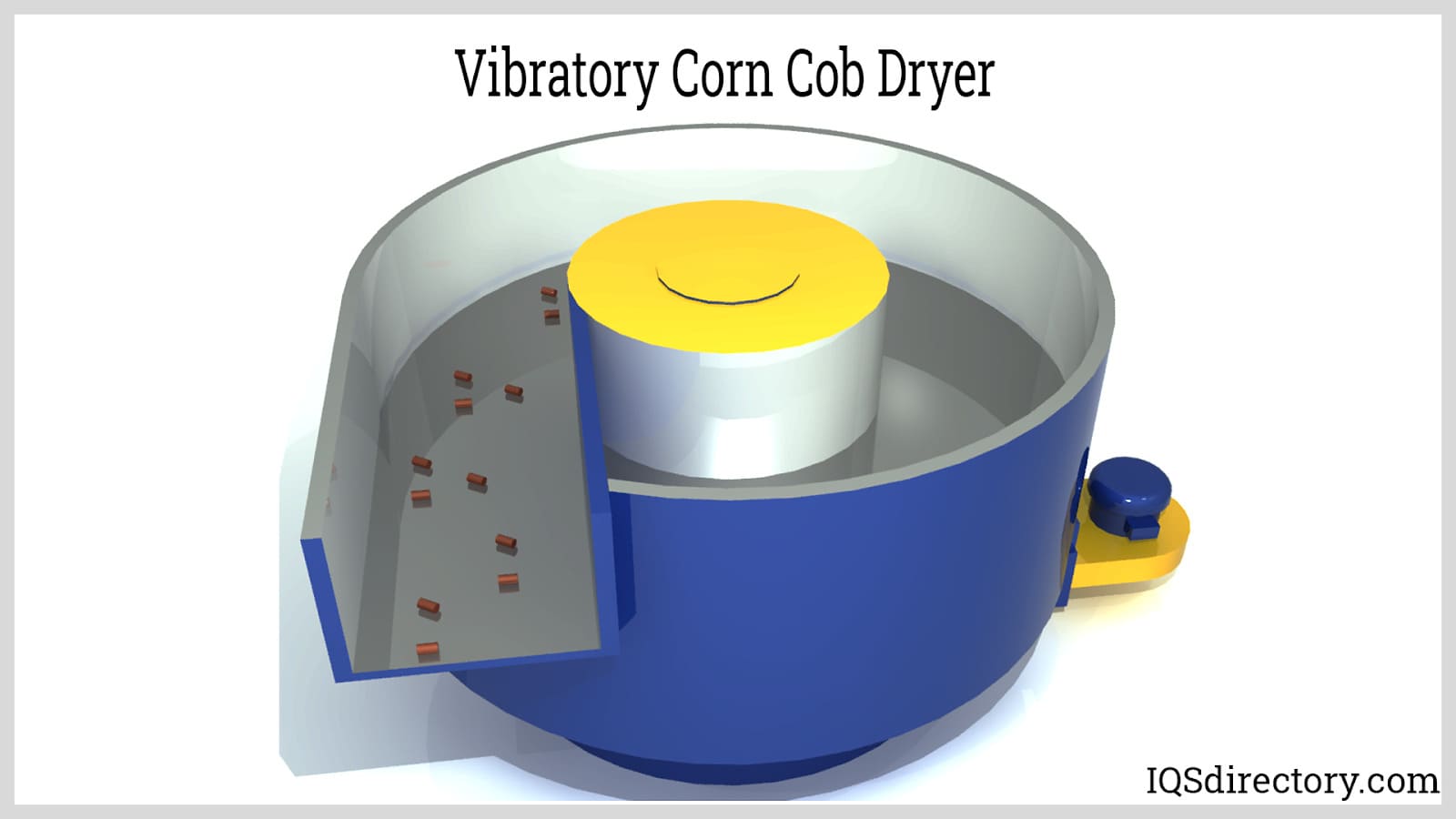
vibrációs sorjázás:
a vibrációs sorjázó gépek hasonlóak a hordós sorjázók sorjázásához, ahol az alkatrészeket a csiszolóanyaggal és más kiegészítő vegyületekkel együtt egy kamrába töltik. Fő különbségük a kamra mozgása. Míg a poharak forognak, hogy agitációt generáljanak a kamrában, ez a típusú gép rezeg, hogy mozgást generáljon. A kamra rugókra vagy csappantyúkra van felszerelve, amelyek elkülönítik mozgását az alaptól. Középen kívüli forgó súly van rögzítve, amely megrázza a kamra tartalmát. Különböző konfigurációk állnak rendelkezésre, például kádak, kör alakú tálak vagy vályúgépek. A konfiguráció kiválasztása az alkatrész geometriájától és alkalmazásától függ.

-
-
vízsugaras sorjázás:
ez a folyamat a nagy sebességű vízsugarak ütközési erejét használja fel a munkadarab sorjainak és törmelékeinek erodálására. A vízsugarak CNC vezérlésűek, hasonlóan a szerszámos robotrendszerekhez. A vízsugaras sorjázás alacsonyabb nyomást alkalmaz a vízsugaras vágáshoz képest, hogy megakadályozza az alkatrész károsodását. Így csak a vékony és lazán rögzített sorját távolítja el. A nagyobb sorjákat nem lehet könnyen eltávolítani az élek károsítása nélkül. A vízsugarak használatának fő előnye, hogy olyan funkciókat érhet el, amelyek nem érhetők el a szokásos Sorjázó rendszerek számára. Ezenkívül a kapott termék olajoktól és törmelékektől mentes.
-
elektrokémiai sorjázás:
ez egy sorjázási folyamat, amely az elektrolízis elveit használja. Az elektrolízis felgyorsul olyan területeken, ahol kis elektród-rések vannak. Eközben megakadályozzák az elektródák közötti szigeteléssel rendelkező területeken. A katódos szerszám a munkadarab negatívjaként van kialakítva. Ezt arra használják, hogy az elektrolízist azokra a régiókra összpontosítsák, ahol sorja található. A munkadarab az áramkörhöz csatlakozik, és anódként működik. Az áramkör befejezéséhez elektrolitot adnak hozzá, amely átadja a töltést a szerszám és a munkadarab között. A szerszámok részei szigeteltek, hogy megakadályozzák a többi felület feloldódását. Ez a módszer alkalmas nehezen megmunkálható geometriák és rosszul megmunkálható, de vezetőképes anyagok sorjázására. Továbbá nincs szerszám kopás. Ennek a folyamatnak a hátránya azonban a nehéz szennyvízkezelés, mivel környezetkárosító kémiai vegyületeket használ.

-
termikus sorjázás:
ezt a folyamatot hőenergia-módszernek is nevezik. Ebben a folyamatban a munkadarabot nagyon rövid ideig forró korrozív gázoknak teszik ki. Termikus sokkhullám keletkezik, amely gyorsan elpárologtatja a sorját. A munkadarab többi részét nem érinti az alacsony felület-tömeg arány és a rövid expozíciós idő. Kis mennyiségű fém, például a sorja és a megemelt élek szublimálódnak, mivel nem képesek eloszlatni az intenzív hőt a környező részekre. A termikus sorjázás hatékony az alacsony hővezető képességű anyagokon, amelyek könnyen oxidálódhatnak.
-
kriogén sorjázás:
a kriogén sorjázást többnyire precíziós műanyag alkatrészeken végzik, amelyek eredendő ütésállósággal rendelkeznek. Ebben a folyamatban folyékony nitrogént villantanak egy kamrába, amely tartalmazza a sorjázandó részeket. A villogó folyamat lehűti a kamrát az alkatrész anyagának üveg átmeneti hőmérséklete közelében. Ez felkavarja a sorját és villog, de nem elég ahhoz, hogy megváltoztassa a többi alkatrész tulajdonságait. A rész a csiszolóanyaggal együtt a kamrában van.
-
csiszoló és mikro-csiszoló robbantás:
ez a folyamat magában foglalja a felület csiszoló közeggel történő ütközését a felületi szabálytalanságok eltávolítása érdekében. Csiszoló robbantási eltávolítására használják nagyobb sorja, és hozzon létre egy szükséges textúra és felületi érdesség általában használt berendezések folyadék nyíró alkalmazások. A mikro-csiszoló robbantás pontosabb a simább felületek létrehozásában anélkül, hogy károsítaná vagy megváltoztatná az alkatrész méretpontosságát. Ez a folyamat nagyon finom csiszolóanyagot használ, például alumínium-oxidot, üveggyöngyöket és műanyag adathordozókat, valamint egy miniatűr fúvókát, hogy olyan szabályozható csiszolóanyagot állítson elő, amely mikron anyagot képes megcélozni és eltávolítani. A mikro-csiszoló robbantást nagy értékű precíziós alkatrészekhez használják.
5. fejezet: sorjázó Média
különböző típusú csiszolóanyagok állnak rendelkezésre a piacon. A közös csiszolóanyagok kerámia, acél, műanyagok és szerves vegyületek. Ezek az anyagok különböző formákban és méretekben kaphatók, az alkatrész geometriájától függően. A sorjázó közeg nem csak karcolásokat és vágásokat okoz, hanem párnaként is működik, megakadályozva a különböző részek ütközését.
-
kerámia Média:
kerámia lehet sorjázni különböző típusú fémek és műanyagok. Az összetételtől, sűrűségtől és geometriától függően különböző felületkezelést biztosít különböző vágási sebességek mellett. Továbbá, mivel a legtöbb kerámia eredendő keménységgel rendelkezik, rendkívül tartósak a keményfémek sorjázásakor.

-
acél Média:
acél média használják könnyű sorjázás és burnishing. Magas kezdeti költségük van, de széles körben használják minimális kopási arányuk és rendkívüli tisztaságuk miatt.

-
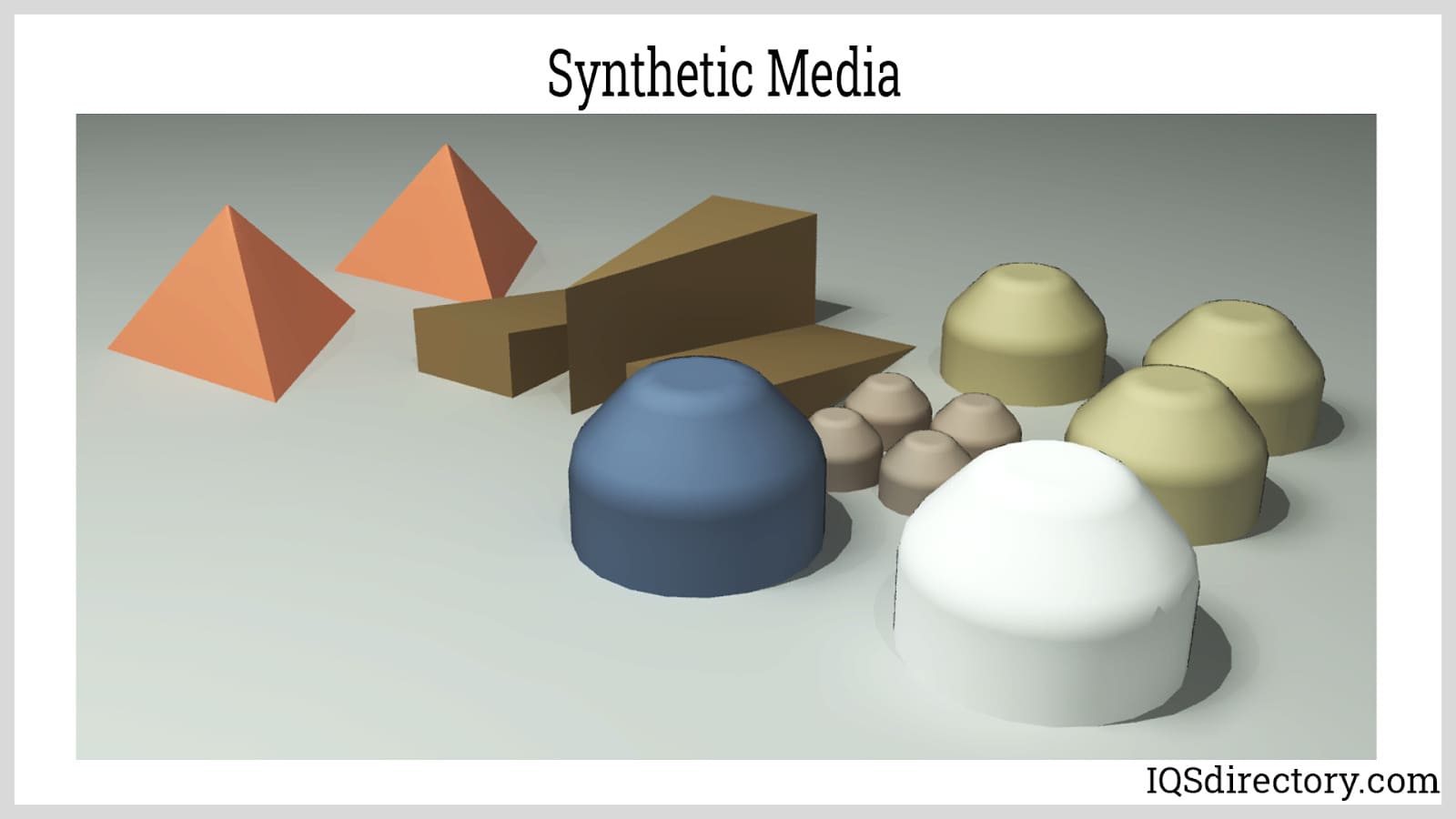
szintetikus média:
a szintetikus anyagok 50-70 tömeg% csiszolóanyagból állnak. A csiszolóanyagok lehetnek alumínium-oxid, smirgli, szilícium-karbid. A csiszolóanyag lágyabb anyagba van ágyazva. Ahogy a lágyabb anyag erodálódik, a csiszolóanyag ki van téve, amely ezután sorjázza az alkatrészt.
-
műanyag média:
a műanyagokat speciális alkalmazások kiszolgálására lehet megfogalmazni. Alacsony sűrűségűek, amelyeket általános célú sorjázáshoz használnak, vagy nagy sűrűségűek, amelyek mind a vas -, mind a színesfémek esetében.

-
organikus táptalaj:
ilyen például a dió és a kukoricacsutka. A szerves közegeket szárítási célokra használják, mivel könnyen felszívják a vizet és az olajat.

Következtetés:
- a sorjázás egy megmunkálási folyamat másodlagos művelete, amely javítja a termék végső minőségét azáltal, hogy eltávolítja a felemelt éleket és a nem kívánt anyagdarabokat, amelyeket a kezdeti megmunkálási folyamatok hagynak.
- a sorja számos problémát okoz, mint például az alkatrészek nem megfelelő illesztése és összeszerelése, a fáradtság és a korrózió miatti csökkentett élettartam, a biztonsági veszélyek és a csökkentett esztétika.
- a Sorjákat a képződési mechanizmus szerint osztályozzák. A besorolások Poisson, roll-over, tear, cut-off, és termikus sorja.
- sorjázás történik a különböző módszerek, amelyek függnek az anyag, alkatrész geometria, mérete és elhelyezkedése sorja, a termék mennyisége és a költség. A legnépszerűbb sorjázási módszerek kézi és mechanikus.
- a kézi sorjázás magában foglalja a fogmosást, a csiszolást és a hengerlést. A művelet kézzel vagy motoros gépekkel történik.
- mechanikus sorjázás használ tumblers és vibrációs gépek. Ezek a gépek általános sorjázást végeznek a munkadarabon.
- tömeges sorjázási műveletekhez (bukdácsolás és rezgés) csiszolóanyagot használnak. Ezek lehetnek kerámia, acél, műanyag és szerves vegyületek.
szerezd meg a cég alább felsorolt
Leave a Reply