Attrezzatura di Sbavatura
Contattare le Aziende
si Prega di compilare il seguente modulo per inviare una Richiesta di Preventivo per le seguenti società quotate in
la Tua Compagnia, Elencati in questa Pagina di Potenza
Introduzione
Questo articolo fornisce una guida completa per il processo di sbavatura e sbavatura. Imparerai a conoscere:
- Che cos’è la sbavatura?
- L’importanza di sbavatura
- Diversi tipi di bave
- Tipi di processi di sbavatura
- E molto di più…

Capitolo 1: che Cos’è la Sbavatura?
La sbavatura è un’operazione secondaria di un processo di lavorazione che migliora la qualità finale del prodotto rimuovendo bordi rialzati e pezzi di materiale indesiderati, noti come bave, lasciati dai processi di lavorazione iniziali. Le sbavature sono create da materiali di taglio, piegatura, taglio, piercing e compressione. Questi sono per lo più visti su materiali morbidi e duttili. Le sbavatrici vengono utilizzate per rimuovere le sbavature con metodi meccanici, elettrochimici e termici.

Quando si applicano forze di taglio o piegatura fino al guasto, il materiale viene sottoposto a deformazione plastica. Le regioni lungo i bordi diventano piegate, allungate ed estruse. Questi allungamenti ed estrusioni appaiono sui taglienti in particolare sull’ingresso, sui lati e sull’uscita dell’utensile. La formazione e le dimensioni delle bave sono difficili da prevedere e quantificare. Pertanto, l’efficienza di sbavatura è altamente empirica e si basa su diverse prove di produzione prima di essere perfezionata dai produttori.
Come accennato in precedenza, la sbavatura può essere eseguita attraverso vari metodi. La maggior parte di questi processi sono “globali”, che riguardano l’intero prodotto. Il punto di applicazione per la sbavatura globale o generale non può essere controllato. I processi di sbavatura possono influenzare la qualità finale del prodotto alterando le dimensioni finali e contaminando la superficie da residui chimici e abrasivi. Pertanto, i processi di sbavatura devono essere accuratamente selezionati e controllati per evitare qualsiasi alterazione delle caratteristiche desiderate del prodotto.
Il costo associato ai processi di sbavatura è di circa il 30% del costo di produzione per pezzi di alta precisione utilizzati nelle applicazioni aerospaziali. Nelle applicazioni automobilistiche, la sbavatura costa circa il 15-20% della spesa di produzione. Questo incremento dei costi di produzione è significativo considerando che la sbavatura non aggiunge valore intrinseco al prodotto.
Capitolo 2: Importanza della sbavatura
Conoscendo le difficoltà e i costi associati, la sbavatura è ancora parte integrante del processo produttivo per i seguenti motivi:
- Sbavature impedire il corretto posizionamento e assemblaggio di parti
- Parti sono sensibili alla fatica e crepe a causa di sbavature che agisce come un fallimento siti di iniziazione
- Corrosione facilmente si sviluppa su fessure e radica di superfici
- Sbavature causa lavoratore e per l’utente finale pericoli per la sicurezza
- Sbavature diminuire la qualità estetica della parte

Edge qualità ha un impatto significativo sulla forma, le prestazioni e la durata di vita di un prodotto. Le bave e i bordi rialzati incidono sul corretto montaggio e montaggio delle parti della macchina. Questi sono fondamentali per i componenti di precisione utilizzati nell’industria aerospaziale, automobilistica ed elettronica. A parte la misura corretta, parti di accoppiamento come ingranaggi, rulli e altre superfici di scorrimento, sbavature possono interferire e danneggiare le parti.
I prodotti con bave hanno ridotto significativamente la durata a fatica rispetto alle parti senza bave. I processi di lavorazione creano tensioni residue dovute all’indurimento del lavoro lungo i bordi tranciati e piegati. Questi causano cambiamenti nelle proprietà meccaniche in queste regioni. Fori, fessure e tacche sono caratteristiche in cui lo stress si concentra. Poiché le bave hanno un profilo più irregolare e di solito si trovano ai bordi più esterni di queste caratteristiche, le bave possono fungere da siti di iniziazione delle crepe.
Le bave termiche e di ribaltamento creano fessure che favoriscono la corrosione localizzata. Acqua, elettroliti e altri materiali corrosivi possono accumularsi e ristagnare nelle fessure. Inoltre, la corrosione può verificarsi quando il rivestimento non viene applicato correttamente. Le aree sollevate sulla superficie della parte possono avere rivestimenti più sottili rispetto alle superfici arrossate.
Le bave sono anche rischi per la sicurezza poiché gli spigoli vivi possono perforare linee pressurizzate e cavi elettrici. Il personale che tratta i bordi sbavati può essere danneggiato pure. I bordi taglienti sono smussati o radiused solitamente per impedire i tagli indesiderati sul personale e sull’attrezzatura.
Il modo migliore per prevenire la formazione di bave è quello di cambiare il pezzo con materiale meno duttile. L’utilizzo di materiale meno duttile fa sì che le parti indesiderate si scheggi o si separino dalla parte principale. Tuttavia, la maggior parte del tempo, questa non è un’opzione soprattutto per le applicazioni con severi requisiti di materiale. Nella lavorazione di materiali duttili, la formazione di bave è quasi inevitabile. Per questo motivo, metodi non convenzionali come l’incisione chimica e la lavorazione laser diventano opzioni desiderabili. Tuttavia, questi processi hanno i loro vincoli sullo spessore del pezzo limitato e sugli alti costi di investimento.
Confronto con burattatura e finitura
Finitura, sbavatura e burattatura sono termini utilizzati nelle operazioni di lavorazione secondarie. La finitura è un termine ampio che consiste in operazioni come sbavatura, sabbiatura, lucidatura, rettifica, rivestimento, placcatura e così via. La sbavatura è un tipo di finitura per rimuovere sbavature, bordi irregolari e lampi. Un metodo di sbavatura è attraverso attrezzature meccaniche. Le sbavatrici meccaniche creano un’abrasione impartita da un mezzo abrasivo posto insieme alla parte all’interno di una camera. La camera è agitata da vibrazioni o burattatura. Pertanto, la burattatura è un processo di sbavatura che utilizza mezzi abrasivi e la rotazione della camera, nota come canna, per raschiare le sbavature delle parti.
OTTIENI LA TUA AZIENDA ELENCATA DI SEGUITO
Produttori e fornitori leader
Capitolo 3: Diversi tipi di bave
Oltre alla classificazione delle bave in base alla direzione di taglio, le bave possono anche essere classificate in base al loro meccanismo di formazione. Ci sono quattro tipi, vale a dire: Poisson, roll-over, strappo, e cut-off sbavature.
-
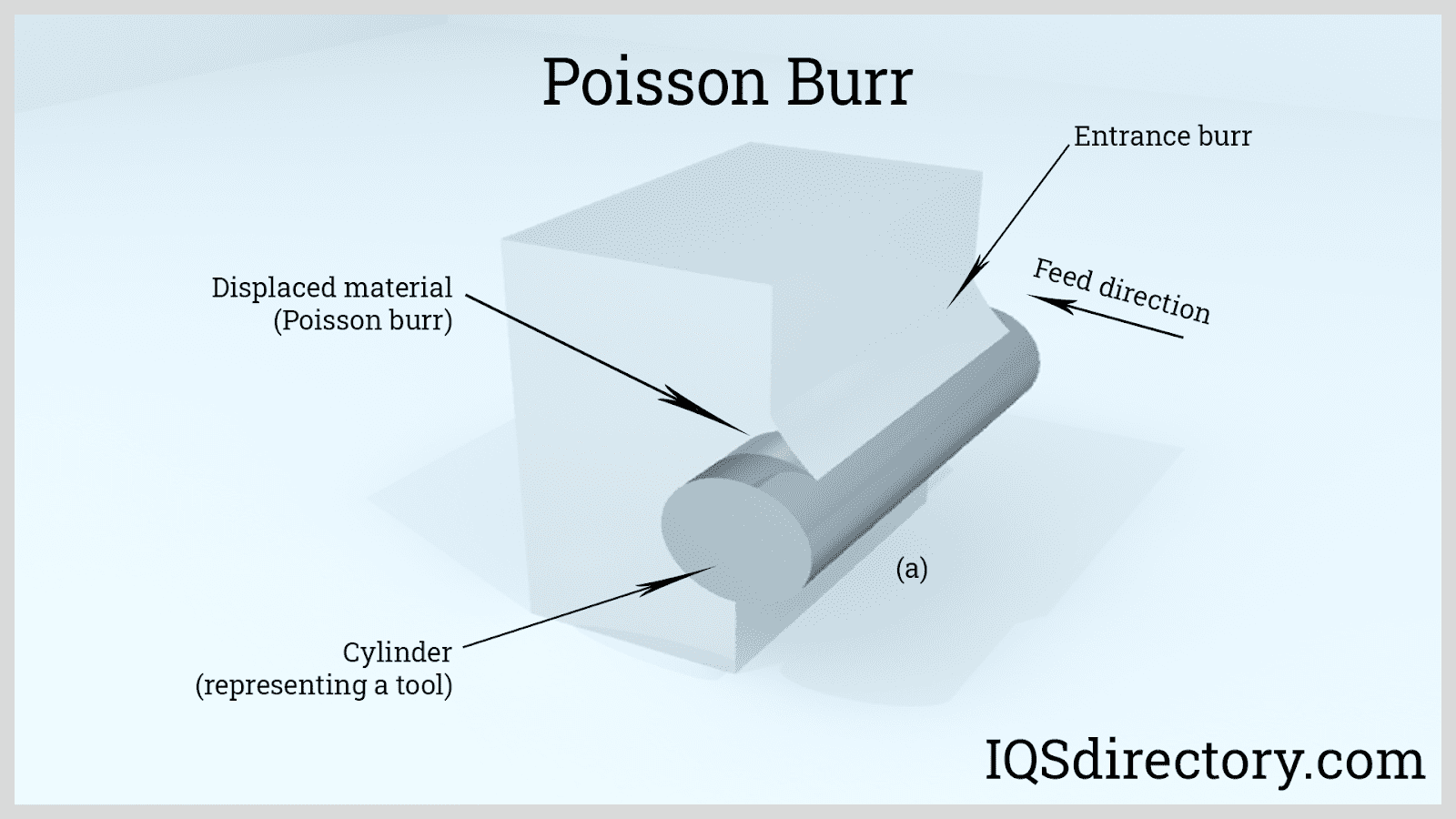
Bava di Poisson:
“Poisson” deriva dal termine effetto di Poisson che significa espansione delle direzioni perpendicolari all’applicazione dello stress. Esercitando forze di compressione sul materiale, i bordi dell’area a contatto si deformano e si allungano plasticamente creando sbavature. Durante il taglio, quando la punta dell’utensile da taglio colpisce il pezzo, i bordi del taglio si deformano a causa delle forze di compressione e taglio. Queste deformazioni sono viste come bave di ingresso che si formano nel punto di ingresso dell’utensile da taglio.
-
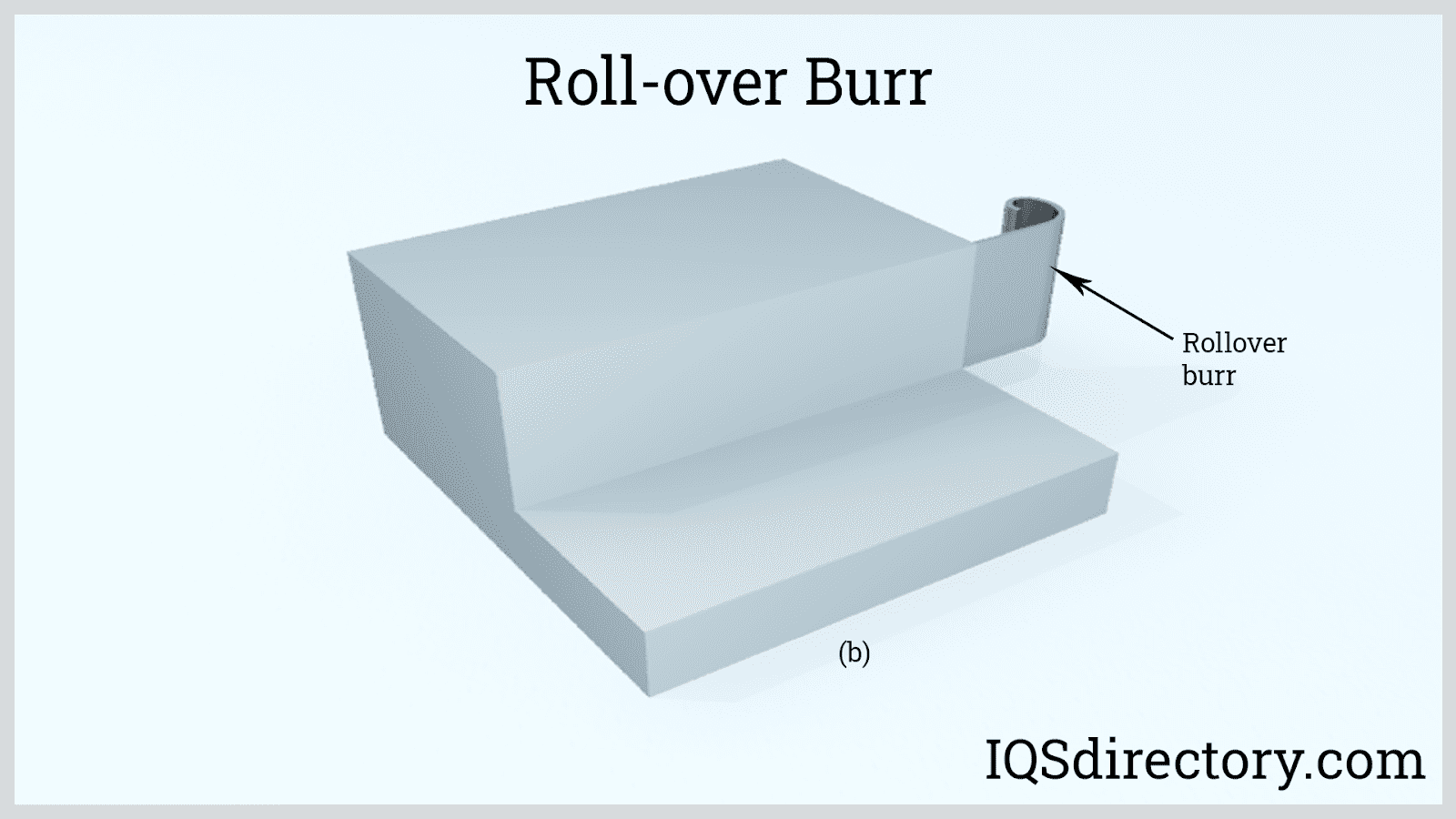
Roll – over Burr:
Si tratta di chip che sono piegati piuttosto che tranciati dal percorso del cutter. Quando l’utensile da taglio esce dal taglio, alcuni rotoli di materiale e vanno di pari passo con l’utensile. Il materiale si piega verso l’alimentazione e lungo il bordo tagliato. Se il materiale è abbastanza duttile, il chip non si separa facilmente dalla parte. La profondità di taglio contribuisce anche alla formazione della bava di ribaltamento poiché il truciolo o il rotolo diventano più spessi all’aumentare della profondità.
-
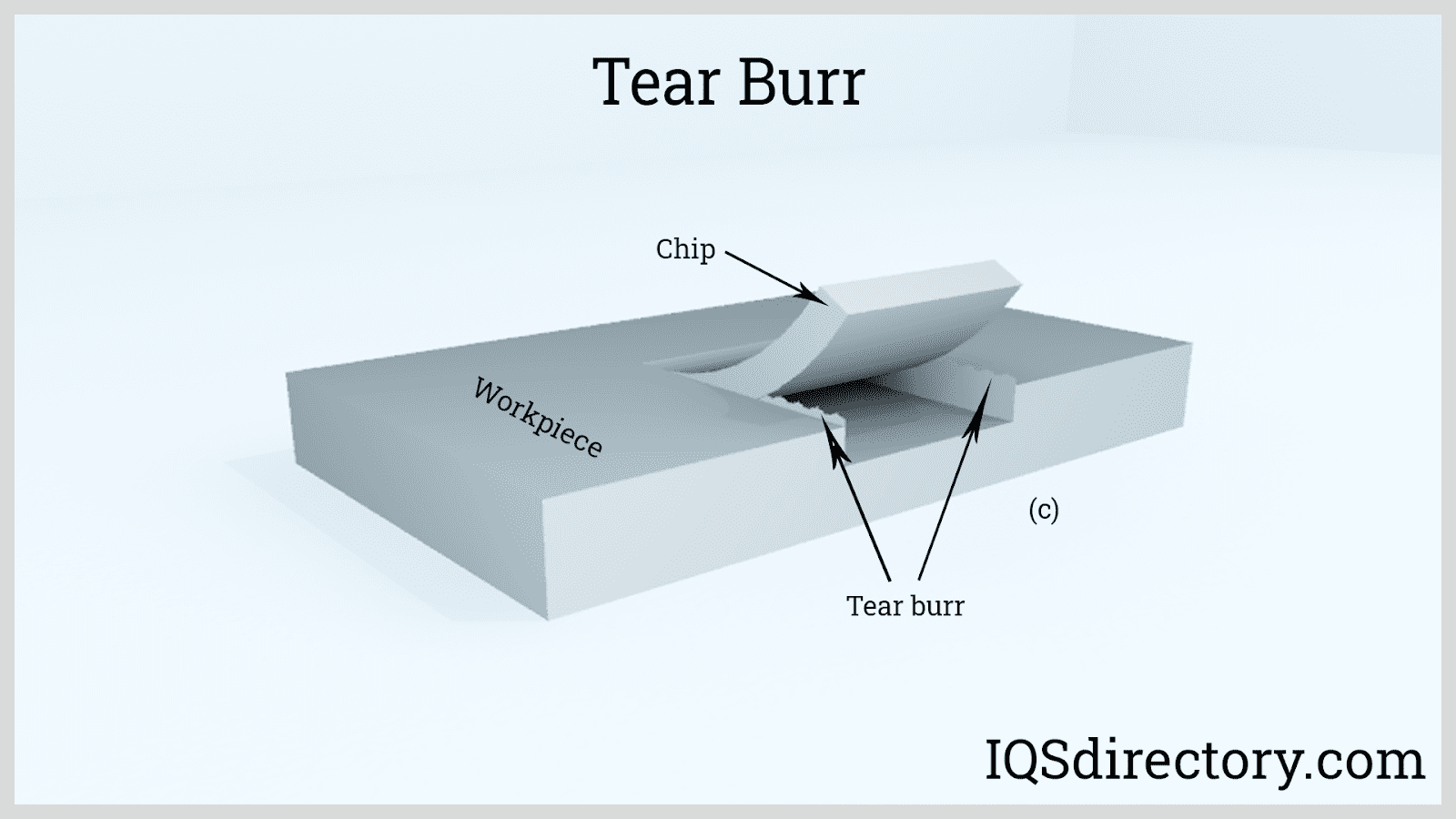
Sbavatura a strappo:
Le sbavature a strappo sono sbavature laterali che si verificano quando la parte tagliata è deformata plasticamente piuttosto che completamente tranciata. Ciò si osserva nei processi di punzonatura in cui un bordo tagliente e frastagliato viene lasciato lungo il contorno del foro perforato. Questo è materiale che si strappa dal pezzo.
-
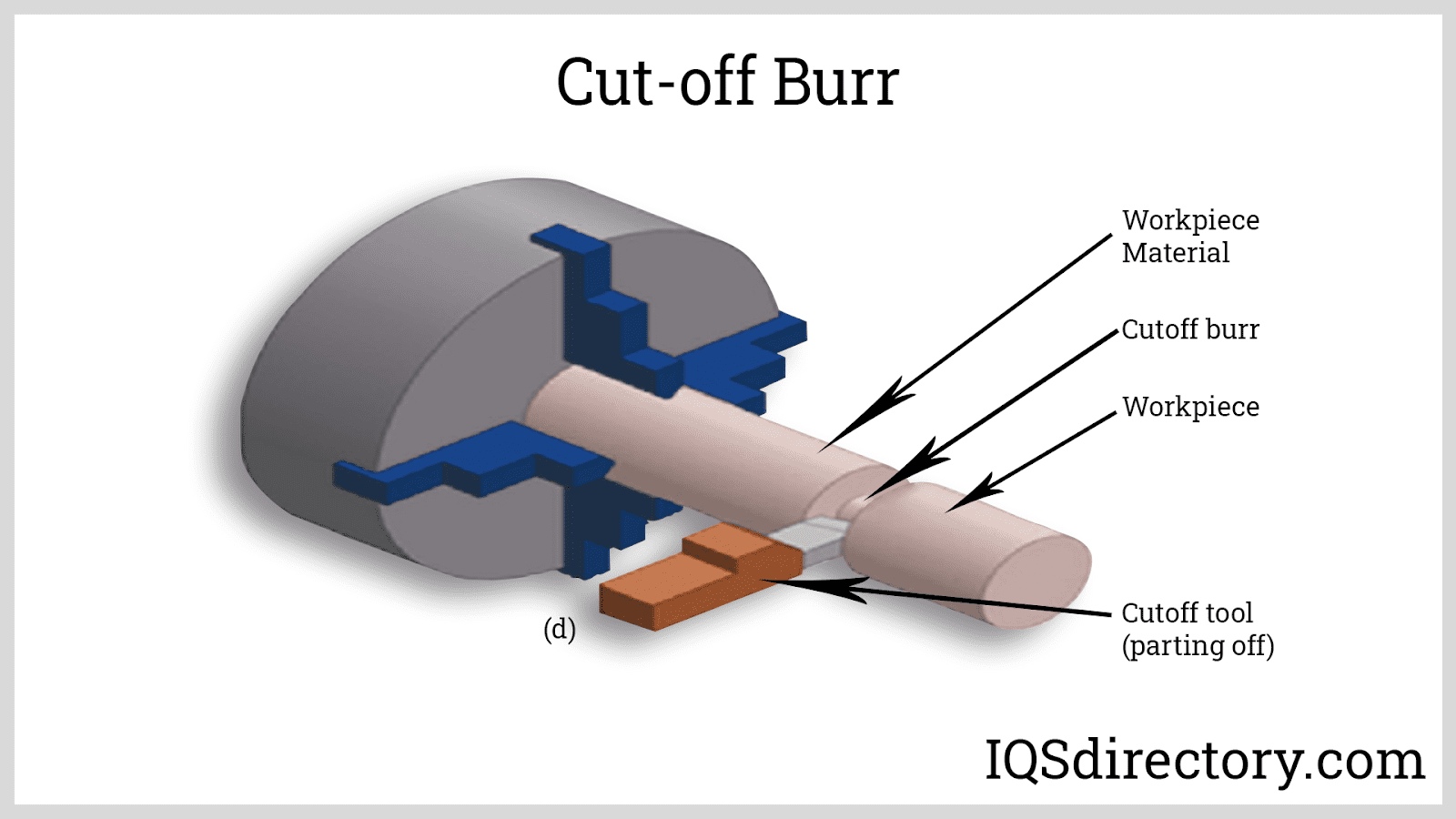
Cut-off Burr:
Cut-off burr è il risultato del materiale residuo come la parte tagliata separa o cade dalla parte principale. Questa può essere una bava positiva o negativa. Le bave di taglio sono osservate principalmente su tagli di sega e parti di macchine automatiche a vite. Questi tipi di bave sono prevenuti sostenendo entrambi i lati correttamente fino a quando il taglio è finito.
-
Bave termiche:
Questi tipi di bave sono solitamente indicati come scorie, spruzzi o scorie. Le scorie sono il risultato del metallo fuso indurito dalla saldatura, dal plasma e dal taglio laser. Le scorie hanno proprietà meccaniche diverse rispetto al metallo di base a causa delle tensioni residue causate dal riscaldamento e dal raffreddamento incontrollato. Le scorie possono solitamente scheggiarsi attraverso la spazzolatura manuale, ma in alcuni casi è necessaria la macinatura.

Capitolo 4: Processi di sbavatura
La sbavatura viene eseguita in una varietà di metodi che dipendono dal materiale, dalla geometria del pezzo, dalle dimensioni e dalla posizione delle bave, dal volume del prodotto e dal costo. Le operazioni di sbavatura manuale e meccanica sono metodi convenzionali per la sbavatura. Elettrochimica, energia termica e criogenica sono metodi non convenzionali per applicazioni specifiche di sbavatura. Di seguito sono riportati i processi di sbavatura comuni e i vantaggi e le applicazioni di ciascuno.
-
Finitura di massa:
Questo metodo viene utilizzato quando c’è una grande quantità di parti/componenti che devono essere finiti, che possono essere eseguiti come sistemi batch o come sistemi continui e possono essere eseguiti come processi a secco oa umido (a seconda del materiale dei prodotti finiti). La finitura di massa richiede un investimento iniziale di tempo e materiali per determinare l’esatta ricetta di finitura di massa richiesta per le tue esigenze, ma farà risparmiare tempo, denaro e lavoro manuale a lungo termine. Alcuni esempi di apparecchiature di finitura di massa includono vibratori rotanti, installazioni a flusso continuo, macchine per la finitura a trascinamento, sistemi a disco ad alta energia e vibratori a vasca.
-
Sbavatura manuale:
Questo metodo si riferisce alle operazioni di sbavatura che utilizzano strumenti manuali o meccanizzati che utilizzano strumenti come sbavatori, smerigliatrici, spazzole, lime, levigatrici e così via. Questo processo è “localizzato”, il che significa che non influisce sull’intera parte. Questo viene impiegato in luoghi dove c’è un’alta tolleranza per le variazioni dimensionali poiché i parametri per la sbavatura manuale non possono essere definiti perfettamente. Gli standard di tempo interni sono stati sviluppati dalla maggior parte dei fabbricanti e dei produttori. Tuttavia, questi non risolvono il problema riguardante la coerenza del processo. Questo processo è lento e viene generalmente eseguito alla fine della linea di produzione, rendendo costoso qualsiasi errore per il produttore. Di seguito sono riportati alcuni dei tipi di metodi di sbavatura manuale.

-
Spazzolatura:
Spazzole in filamenti metallici o fili sottili attaccati a un disco rotante vengono utilizzati per raschiare le bave lungo i bordi del taglio. Questo è un metodo veloce e relativamente a basso costo, ma è limitato dalla coerenza dell’azione di sbavatura. L’intensità dipende dal diametro del filamento, dalla configurazione della lunghezza libera, dalla consistenza, dalla densità, dal tipo di materiale, dalla larghezza del disco, dalla velocità angolare e dal contatto.
-
Levigatura o finitura abrasiva legata:
Questo metodo utilizza abrasivi come ossido di alluminio, carburo di silicio e composti di zirconio legati in fogli, cinghie, pastiglie, ruote e dischi. L’azione meccanizzata alternativa o rotante degli abrasivi rimuove i materiali sollevati dalla superficie del pezzo. Gli abrasivi possono variare da grossolani a eccezionalmente fini a seconda delle dimensioni del materiale da rimuovere, della finitura superficiale desiderata e dell’applicazione.

-
Bordatura in lamiera:
Le macchine per la bordatura della lamiera hanno piccole mole o rulli di serraggio che levigano i bordi della lamiera con vari spessori che vanno da 0,025 a 0,25 pollici. Le macchine per la bordatura della lamiera sono fisse dove la lamiera viene alimentata manualmente o automaticamente. Alcune macchine possono sbavare le superfici superiore e inferiore e possono anche creare smussi o filetti. Per un insieme di rulli multipli, la pressione esercitata a ciascuna coppia di rulli forza progressivamente le bave e i bordi rialzati sopra, sotto o nella lamiera. Tuttavia, le forze di compressione devono essere attentamente controllate soprattutto su materiali morbidi e malleabili poiché questi possono deformarsi o fibbia sotto pressione del rullo.
-
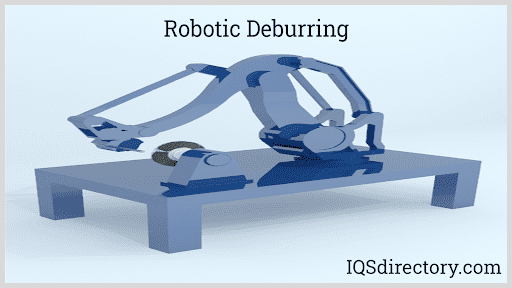
Sbavatura robotica:
Si tratta di uno strumento di smussatura, rettifica o sbavatura montato su un braccio robotico. Poiché lo svantaggio principale della sbavatura manuale è l’incoerenza, il turnover lento e l’intensità del lavoro, la sbavatura robotica risolve questi problemi eliminando il fattore umano. I robot possono eseguire movimenti ripetibili in modo coerente e rapido. La programmazione CNC consente agli operatori di inserire movimenti predefiniti e altri parametri come forza e velocità dell’utensile. Nonostante il costo iniziale maggiore, la sbavatura robotica è vantaggiosa a lungo termine a causa dei costi operativi ridotti. Inoltre, i sistemi robotici sono un processo molto più sicuro rispetto al manuale.
-
Sbavatura meccanica:
La sbavatura meccanica impiega macchine per eseguire una sbavatura generale sul pezzo. L’operatore ha meno controllo sull’aggressività e la localizzazione dell’azione di sbavatura, rispetto alla sbavatura manuale. Anche la sbavatura manuale, robotica e a getto d’acqua è considerata meccanica a causa della natura dell’applicazione all’abrasione. Esempi di sbavatrici meccaniche sono i seguenti.
-
Tumbling del barilotto:
I tumbler del barilotto sono una delle sbavatrici più economiche per quanto riguarda i costi di gestione. Questa apparecchiatura non solo rimuove le sbavature, ma lucida anche le superfici della parte. La macchina funziona caricando una parte o più parti in una camera o” barile ” insieme ai mezzi abrasivi. Vengono aggiunti anche composti speciali a seconda del materiale e della finitura superficiale. Di solito si tratta di un’operazione batch, ma sono disponibili anche l’elaborazione batch in linea e l’elaborazione a passaggio singolo. Il tumbling del barilotto può essere diviso in tumbling umido e secco.
-
Tumbling bagnato:
Nel tumbling bagnato, l’acqua è caricata che funge da lubrificante e aiuta a lavare i residui per migliorare l’efficienza di sbavatura. Il livello dell’acqua influisce sulla velocità di lavorazione e sulla finezza della finitura superficiale. Anche i composti progettati per funzionare con supporti ceramici o plastici vengono aggiunti all’acqua. Questi composti conferiscono resistenza alla corrosione, pulizia, finitura cosmetica, lucentezza e altre qualità superficiali aggiuntive. I composti migliorano anche l’operazione di sbavatura rimuovendo gli oli, allungando la vita dei mezzi abrasivi ed eliminando la formazione di schiuma da materiali plastici e sintetici.
L’uso di acqua e composti liquidi dimostra di avere molti benefici. Tuttavia, ci sono anche aspetti negativi come la contaminazione delle acque reflue e le reazioni incontrollate con i fluidi utilizzati nelle operazioni a monte.
-
Tumbling secco:
Come suggerisce il nome, questo processo utilizza solo mezzi secchi come sabbia e materiali organici essiccati. L’uso della sabbia non solo migliora la lucidatura, ma agisce anche allo stesso modo dell’acqua nel tumbling bagnato. La sabbia trasporta i residui e impedisce loro di incorporarsi sulla superficie della parte. Il materiale organico, d’altra parte, è più assorbente della sabbia che può rimuovere sporco e oli. I materiali organici utilizzati sono grane di pannocchia di mais, grane di guscio di noce e pioli di legno.
L’utilizzo di supporti asciutti non presenta gli svantaggi dei composti di tumbling bagnati; tuttavia, il processo è relativamente lento. La composizione abrasiva più pesante tende ad avere un tempo di lavorazione più breve. Gli abrasivi secchi sono più leggeri delle loro controparti liquide e generalmente impiegano circa due volte di più per produrre lo stesso effetto di sbavatura. Per questo motivo, la burattatura a secco non è solitamente applicabile alla produzione di grandi volumi.
Una configurazione speciale di un tumbler a botte è un tumbler centrifugo. Questo consiste in una serie di due o quattro bicchieri montati su una torretta. La torretta ruota in una direzione che fa ruotare le canne nella direzione opposta. Ogni rotazione completa della torretta rappresenta una rotazione delle canne. Girando la torretta abbastanza veloce provoca forze centrifughe superiori alla gravità da applicare sulle canne. Ciò crea maggiori forze abrasive con conseguente tempi di sbavatura più rapidi.
-
-
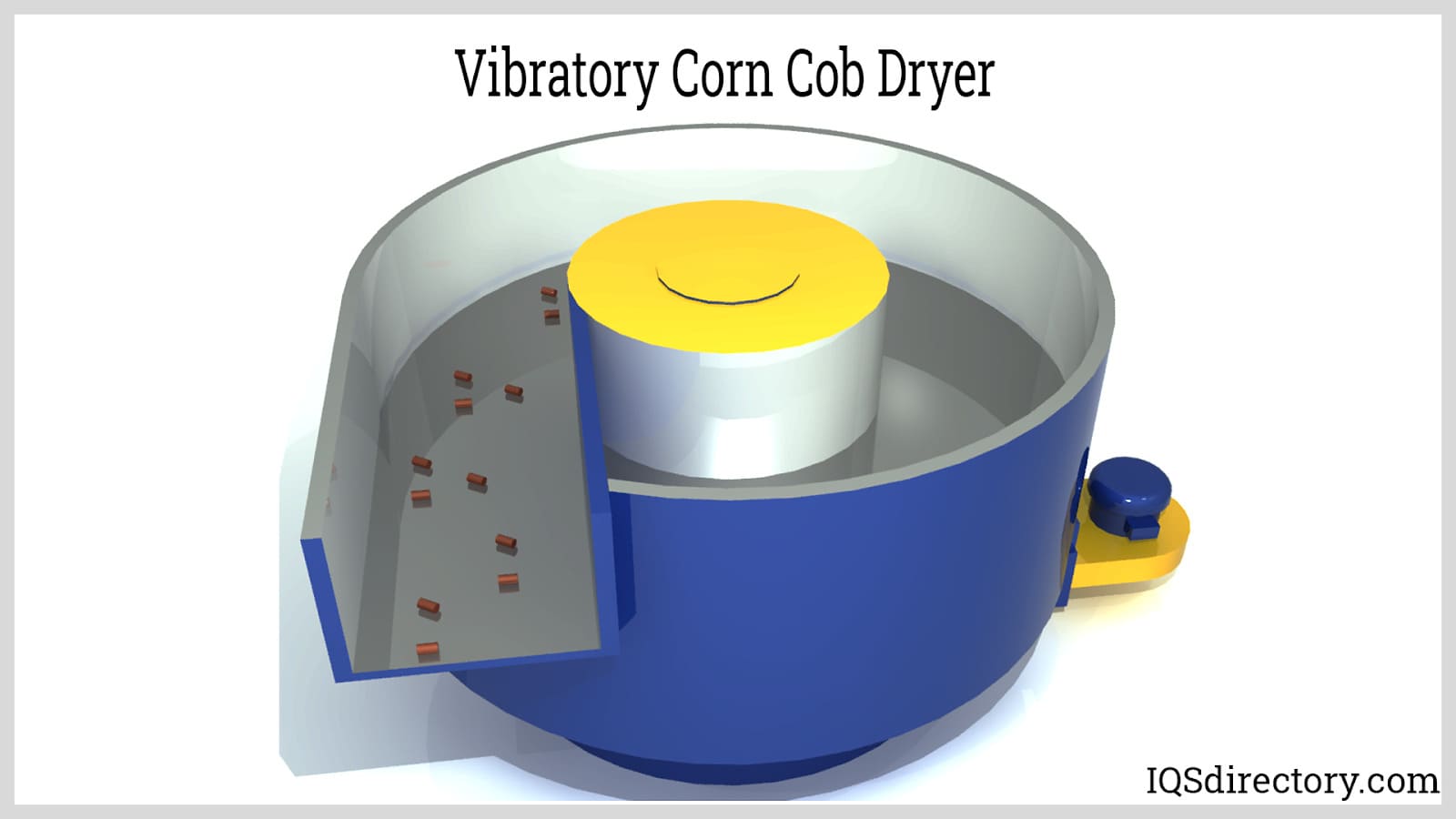
Sbavatura vibratoria:
Le sbavatrici vibranti sono simili ai burattini del barilotto di sbavatura in cui le parti vengono caricate in una camera insieme ai mezzi abrasivi e ad altri composti aggiuntivi. La loro principale differenza è il movimento della camera. Mentre i bicchieri ruotano per generare agitazione all’interno della camera, questo tipo di macchina vibra per generare movimento. La camera è montata su molle o ammortizzatori che isola il suo movimento dalla fondazione. È fissato un peso rotante decentrato che scuote il contenuto della camera. Varie configurazioni sono disponibili quali le vasche, le ciotole circolari, o le macchine della depressione. La scelta della configurazione dipende dalla geometria della parte e dalla sua applicazione.

-
-
Sbavatura a getto d’acqua:
Questo processo utilizza la forza d’impatto dei getti d’acqua ad alta velocità per erodere bave e detriti dal pezzo. I getti d’acqua sono controllati da CNC, simili ai sistemi robotici con utensili. La sbavatura a getto d’acqua utilizza pressioni inferiori rispetto al taglio a getto d’acqua per evitare di danneggiare la parte. Pertanto, rimuove solo sbavature sottili e vagamente attaccate. Le sbavature più grandi non possono essere facilmente rimosse senza danneggiare i bordi. Il vantaggio principale dell’utilizzo di getti d’acqua è che può raggiungere caratteristiche inaccessibili ai normali sistemi di sbavatura. Inoltre, il prodotto risultante è privo di oli e detriti.
-
Sbavatura elettrochimica:
Questo è un processo di sbavatura che utilizza i principi dell’elettrolisi. L’elettrolisi viene accelerata in aree con piccole lacune interelettrodiche. Nel frattempo, è impedito in aree con isolamento tra elettrodi. Lo strumento catodico è modellato come un negativo del pezzo. Questo è usato per focalizzare l’elettrolisi sulle regioni in cui si trovano le bave. Il pezzo è collegato al circuito e funge da anodo. Per completare il circuito, viene aggiunto un elettrolita che trasferisce la carica tra l’utensile e il pezzo. Parti degli strumenti sono isolate per evitare la dissoluzione di altre superfici. Questo metodo è adatto per sbavare geometrie difficili da lavorare e materiali scarsamente lavorabili ma conduttivi. Inoltre, non c’è usura dell’utensile. Uno svantaggio per questo processo, tuttavia, è il difficile trattamento delle acque reflue poiché utilizza composti chimici dannosi per l’ambiente.

-
Sbavatura termica:
Questo processo è noto anche come metodo di energia termica. In questo processo, il pezzo viene esposto a gas corrosivi caldi per un periodo molto breve. Viene generata un’onda di shock termico che vaporizza rapidamente la bava. Il resto del pezzo non è influenzato a causa del suo basso rapporto superficie-massa e del breve tempo di esposizione. Piccole quantità di metalli come bave e bordi rialzati sublimano poiché non sono in grado di dissipare il calore intenso alle parti circostanti. La sbavatura termica è efficace su materiali con bassa conduttività termica che possono facilmente ossidarsi.
-
Sbavatura criogenica:
La sbavatura criogenica viene eseguita principalmente su parti in plastica di precisione che possiedono una resistenza all’impatto intrinseca. In questo processo, l’azoto liquido viene fatto lampeggiare in una camera contenente le parti da sbavare. Il processo di lampeggiamento raffredda la camera vicino alla temperatura di transizione vetrosa del materiale del pezzo. Questo infragilisce le sbavature e lampeggia, ma non è sufficiente per modificare le proprietà del resto delle parti. La parte, insieme ai mezzi abrasivi, viene fatta cadere nella camera.
-
Sabbiatura abrasiva e micro-abrasiva:
Questo processo comporta l’impatto della superficie con mezzi abrasivi per rimuovere eventuali irregolarità superficiali. La sabbiatura abrasiva viene utilizzata per rimuovere le bave più grandi e per creare una struttura e una rugosità superficiale richieste di solito per le apparecchiature utilizzate nelle applicazioni di taglio fluido. La sabbiatura micro-abrasiva è più precisa nella creazione di superfici più lisce senza danneggiare o modificare la precisione dimensionale del pezzo. Questo processo utilizza mezzi abrasivi molto fini come ossido di alluminio, perline di vetro e materiali plastici e un ugello in miniatura per produrre un getto abrasivo controllabile che può mirare e rimuovere micron di materiale. La sabbiatura micro-abrasiva viene utilizzata per pezzi di precisione di alto valore.
Capitolo 5: Supporti di sbavatura
Sul mercato sono disponibili diversi tipi di supporti abrasivi. I mezzi abrasivi comuni sono ceramica, acciaio, plastica e composti organici. Questi materiali sono disponibili in una varietà di forme e dimensioni a seconda della geometria della parte. La sbavatura media non solo graffi e tagli, ma agisce anche come un cuscino impedendo diverse parti di interferire l’un l’altro.
-
Media ceramici:
La ceramica può sbavare diversi tipi di metalli e materie plastiche. A seconda della composizione, della densità e della geometria, può fornire diverse finiture superficiali a velocità di taglio variabili. Inoltre, poiché la maggior parte delle ceramiche ha una durezza intrinseca, sono estremamente resistenti quando si sbavano metalli duri.

-
Supporti in acciaio:
I supporti in acciaio vengono utilizzati per la sbavatura e la brunitura della luce. Hanno un costo iniziale elevato, ma sono ampiamente utilizzati a causa del loro tasso di attrito minimo e pulizia estrema.

-
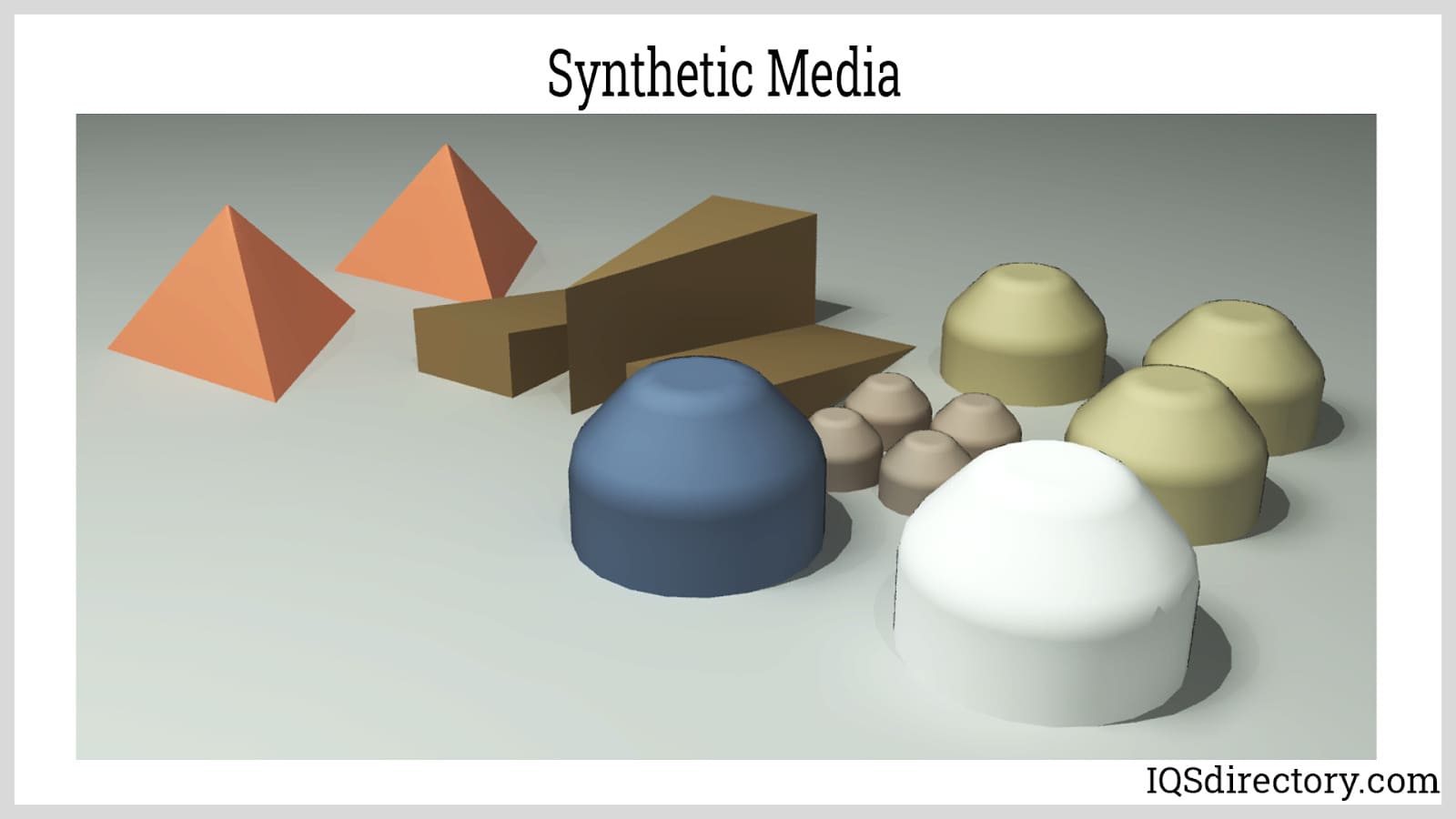
Mezzi sintetici:
I materiali sintetici sono composti da abrasivi dal 50 al 70% in peso. Gli abrasivi possono essere allumina, smeriglio e carburo di silicio. L’abrasivo è incorporato all’interno di un materiale più morbido. Come il materiale più morbido erode, l’abrasivo è esposto che poi sbavature la parte.
-
Media di plastica:
La plastica può essere formulata per servire le applicazioni specifiche. Essi sono disponibili come bassa densità che viene utilizzato per la sbavatura general-purpose,o ad alta densità che è sia per metalli ferrosi e non ferrosi.

-
Media organici:
Esempi di questi sono noce e pannocchia di mais. I mezzi organici sono utilizzati per scopi di essiccazione poiché possono facilmente assorbire acqua e olio.

Conclusione:
- La sbavatura è un’operazione secondaria di un processo di lavorazione che migliora la qualità finale del prodotto rimuovendo bordi rialzati e pezzi di materiale indesiderati, noti come bave, lasciati dai processi di lavorazione iniziali.
- Le sbavature producono diversi problemi come l’adattamento e l’assemblaggio improprio delle parti, la ridotta durata delle parti a causa di affaticamento e corrosione, rischi per la sicurezza e ridotta estetica.
- Le bave sono classificate in base al meccanismo di formazione. Le classificazioni sono Poisson, roll-over, strappo, cut-off, e bave termiche.
- La sbavatura viene eseguita in una varietà di metodi che dipendono dal materiale, dalla geometria della parte, dalle dimensioni e dalla posizione delle bave, dal volume del prodotto e dal costo. I metodi di sbavatura più popolari sono manuali e meccanici.
- La sbavatura manuale comporta spazzolatura, levigatura e laminazione. L’azione è fatta a mano o con macchine alimentate.
- La sbavatura meccanica utilizza chiavette e macchine vibranti. Queste macchine eseguono sbavature generali sul pezzo.
- Per le operazioni di sbavatura di massa (burattatura e vibrazione), vengono utilizzati mezzi abrasivi. Questi possono essere ceramica, acciaio, plastica e composti organici.
OTTIENI LA TUA AZIENDA ELENCATA DI SEGUITO
Leave a Reply