Presse Tool Design Basics: Lamiera stampaggio processo
Lo strumento di stampa (comunemente noto come die / dies) è un insieme di die, pugno, pugno piatto, pugno piastra posteriore, piastra spogliarellista, ecc. per produrre componenti in lamiera / parti stampate dalla lamiera piana.
Per ulteriori informazioni sugli utensili da stampa: stampaggio lamiera.html
Terminologia di lavoro della pressa
Prima di progettare lo strumento di stampa per il processo di stampaggio della lamiera, è necessario comprendere la configurazione e i componenti dello strumento di stampa. Lo strumento di stampa è costituito da punzoni / punzoni, stampo, piastra di punzonatura, piastra di backup, spogliarellista, eiettori molti altri componenti. Per comprendere meglio i componenti principali della pressa e degli stampi, basta dare un’occhiata alla figura data.
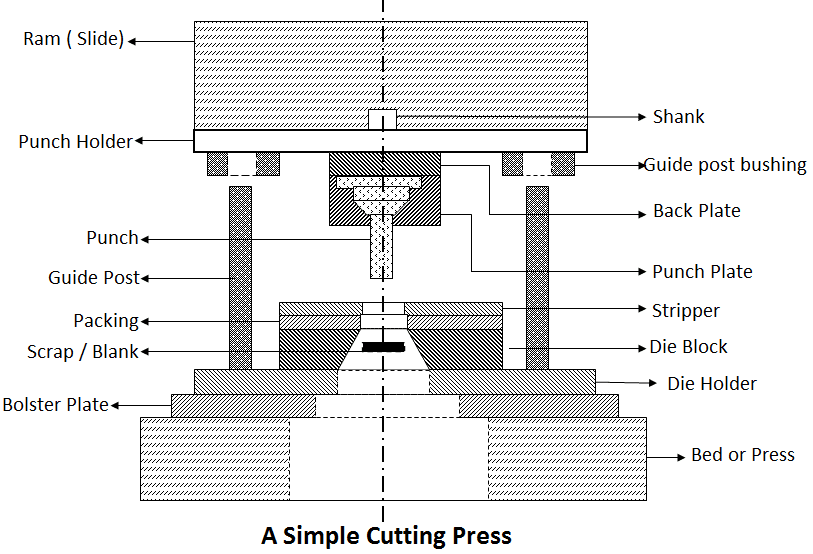
Ram (diapositiva): Componente mobile della pressa che trasferisce la forza meccanica o idraulica dal volano / impianto idraulico allo strumento pressa per stampaggio lamiera.
Gambo: Il gambo viene utilizzato come parte per l’installazione della matrice superiore nella slitta della pressa.
Punch Holder (scarpa superiore): Questa è la parte superiore del set di stampi che contiene la spinta del guidepost. L’intera sezione superiore (generalmente contiene punzone, piastra di punzonatura) del set di stampi è montata sulla scarpa superiore.
Die Holder ( scarpa inferiore ): Questa è la parte inferiore del die set che contiene guidepost. L’intera sezione inferiore (generalmente contiene die, stripper) del set di die è montata sulla scarpa superiore.
Piastra di backup: la piastra di backup viene posizionata in modo che l’intensità della pressione non diventi eccessiva sul supporto del punzone. È anche chiamato piastra posteriore e piastra di pressione.
Piastra di punzonatura: la funzione della piastra di punzonatura è quella di tenere il punzone nella sua corretta posizione relativa. La piastra di punzonatura si adatta strettamente al corpo del punzone. Si chiama anche Punch fermo.
Punzone: Ciò è la componente principale dell’assemblea della matrice, che direttamente o indirettamente è mossa dalla ram o dallo scorrevole della stampa. Punch and die agire insieme per fare una parte stampata.
Letto: Il letto è la parte inferiore del telaio della pressa che funge da tavolo su cui è montata una piastra di sostegno.
Piastra di sostegno: si tratta di una piastra spessa fissata al letto che viene utilizzata per sostenere & localizzare il set di stampi.
Die: Die è una parte femminile dello strumento die block / press per produrre il lavoro dato in una pressa. Die e punch lavorare insieme per rendere il prodotto forma desiderata.
Spogliarellista: Una spogliarellista viene utilizzata per spogliare la striscia di metallo da un pugno o morire.
Guidepost & Guidepost boccola: Questo bicomponente della pressa guida il set di stampi per mantenere l’allineamento durante l’operazione. Adeguatamente lubrificati e posizionati, migliorano il funzionamento degli utensili e contribuiscono alla produzione di prodotti di qualità. Questo è anche chiamato un pilastro die set.
Altezza di chiusura: la distanza tra la parte superiore del letto e la parte inferiore della slitta, con la sua corsa verso il basso e la regolazione verso l’alto.
Corsa: la distanza del movimento della Ram dalla sua posizione in alto alla sua posizione in basso. È generalmente costante per le presse meccaniche ma variabile per le presse idrauliche.
Metallo Pressa di stampaggio di Componenti Strumenti
Premere i componenti dello Strumento può essere diviso nelle seguenti categorie:
- Componenti strutturali
- Componenti
- Guida o l’Individuazione Componenti
- Stripping Componenti
- Fissaggio di Componenti
- Alimentazione Componenti
Componenti Strutturali
Premere i Componenti dello strumento holding componenti di uno con l’altro e con la stampa. Come scarpa superiore, scarpa inferiore, gambo.
Componenti di lavoro
Componenti che effettivamente partecipano a formare la parte stampata forma desiderata. Come Pugno & Morire.
Componenti di guida o di posizionamento
I componenti di guida mantengono l’allineamento accurato della scarpa superiore con la scarpa inferiore durante l’operazione. I set di guide e i perni di tassello sono esempi di componenti di guida.
Stripping Components
componenti che rimuovono o spogliano pezzi grezzi e rottami dalla punzonatura o dalla matrice al termine dell’operazione. Come spogliarellista, spingere fuori perni, espulsori, Knockouts.
Componenti di fissaggio
Componenti di fissaggio tenere insieme tutte le parti dello strumento di stampa come un’unità. Come piastra punzone, Die blocco, tutti i dispositivi di fissaggio.
Componenti di alimentazione
Componenti di alimentazione alimentano il bianco o la lamiera alla stazione di stampaggio. Questi componenti aiutano ad aumentare il tasso di produzione.
Il requisito della progettazione dello strumento di stampa
Durante la progettazione di uno strumento di stampa e la selezione della stampa per un determinato lavoro, devono essere considerati i seguenti fattori :
- Spessore del componente
- Alimentazione
- Tipo di operazione da eseguire
- No. di operazioni da eseguire
- Dimensione complessiva del lavoro
- Velocità di funzionamento.
Il design dello strumento di stampa dovrebbe essere adatto al tipo di produzione, ovvero produzione di massa, piccoli lotti o lotti enormi. Gli strumenti di stampa devono soddisfare i seguenti requisiti:
- Gli strumenti della stampa dovrebbero assicurare l’uscita richiesta, l’operazione sicura & manutenzione facile.
- Gli utensili da stampa devono essere progettati in modo tale da utilizzare eventuali componenti standard per la fabbricazione di prodotti.
- Gli utensili da stampa dovrebbero essere progettati per il massimo utilizzo di materiale e manodopera.
- Le parti di lavoro degli utensili da stampa devono essere resistenti e durevoli e sostituibili quando sono usurate.
- La precisione dimensionale e la finitura superficiale devono rientrare nelle tolleranze.
Progettazione di utensili da stampa
Il processo di stampaggio della lamiera è un processo di produzione molto veloce e preciso. Ma cosa succede se, lo strumento di stampa non funziona in modo efficiente o richiede molte più operazioni per produrre parti stampate. Quindi è molto importante progettare un’economia amichevole e risparmio di tempo strumenti di stampa.
Passi per la progettazione di qualsiasi lamiera stampaggio presse strumento o die.
- Il calcolo della forza necessaria ( Premere tonnellaggio)
- Selezione di premere
- la Determinazione di chiudere l’altezza dell’utensile
- computing morire spessore e margini ( sezione Minima)
- Disegno del layout della striscia e il confronto di utilizzo del materiale
- Progettazione di individuazione di elementi
- Scelta dell’Hardware
- morire di Disegno del piano ( Pilastro imposta, Pugno di altezza, e il montaggio)
- Identificare il centro di pressione e di controllo rottami smaltimento
- Disegno Dettagli
Quello che è il Layout della Striscia?
L’economia dei materiali è molto importante nel processo di stampaggio della lamiera. Poiché la tranciatura è la prima operazione, l’economia della materia prima può essere influenzata utilizzando il layout della striscia più economico che può dare il massimo utilizzo del materiale. Generalmente, i progettisti di strumenti di stampa disegnano almeno cinque layout di strisce per il calcolo e confrontano il loro utilizzo del materiale prima di progettare lo strumento di stampa.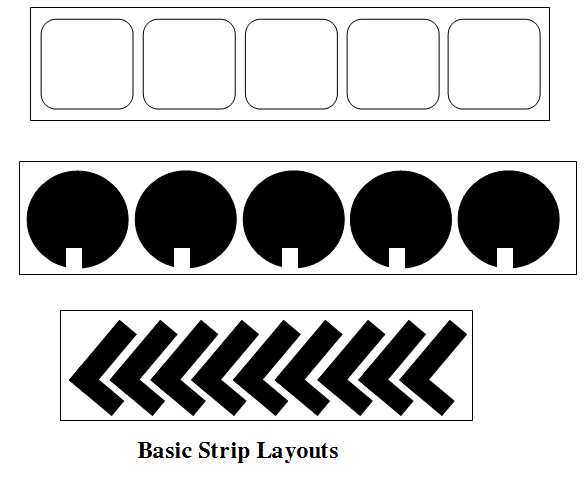
Il layout di striscia per spazi vuoti a forma di lettere L, T o U può essere prodotto economicamente da layout invertiti come mostrato nell’immagine seguente. 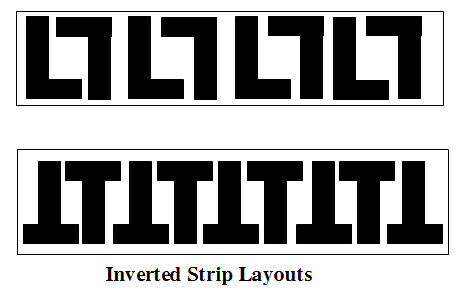
L’utilizzo del materiale per il layout della striscia può essere calcolata con la seguente formula–

O

Teoria dell’Utensile di pressatura Processo di Stampaggio
per il taglio della Lamiera operazioni di stampaggio di lavoro è un processo di taglio. Quando il punzone tocca la lamiera e viaggia verso il basso, spinge il materiale nell’apertura dello stampo. Il materiale è sottoposto a sollecitazioni sia di compressione che di trazione. Queste sollecitazioni saranno più alte ai bordi dello stampo e del punzone e il materiale si solleciterà oltre il suo limite elastico e inizierà a rompersi lì.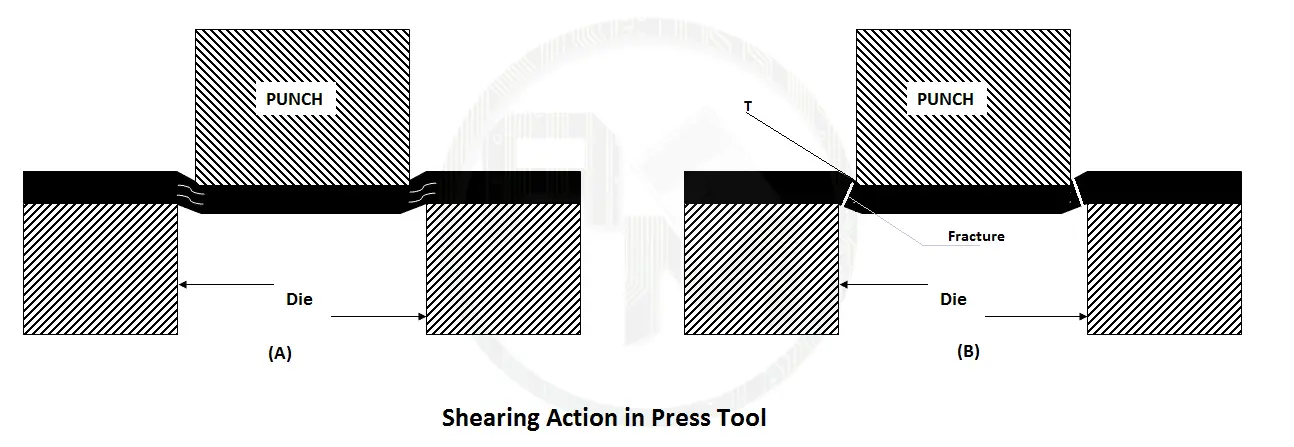
3 Fasi di taglio o frattura nelle operazioni di taglio della lamiera.
- Sollecitare il materiale oltre il suo limite elastico.
- Deformazione plastica dovuta alla riduzione dell’area
- la fratturazione inizia in un’area ridotta.
Disposizione delle forze
Le forze sviluppate nell’operazione di taglio sono rappresentate da un triangolo come mostrato nella figura seguente. La forza di taglio verticale e la forza laterale orizzontale sono rappresentate rispettivamente da V e H. La forza risultante è rappresentata da R.
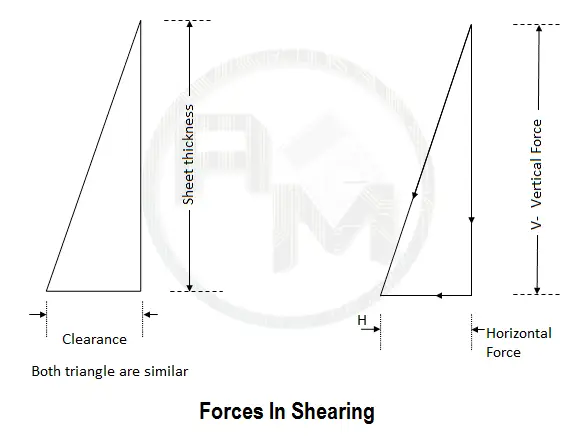
Forza verticale
Il valore del componente verticale V dipende dall’area da tranciare e dalla resistenza al taglio del materiale da tagliare. L’area di taglio è un multiplo della lunghezza del taglio e dello spessore della lamiera.
Forza orizzontale
Il valore della forza orizzontale o laterale H dipende dal gioco dello stampo. La forza orizzontale può essere indicata in termini di percentuale di forza verticale. Questa percentuale è la stessa della percentuale di clearance dello stampo.
Per una perfetta cesoiatura / taglio della lamiera, il gioco deve essere nella giusta quantità.
Che cosa è spazio dello strumento della stampa?
La quantità di spazio tra punzone tagliente e il fustellatura bordo è noto come gioco. Per una migliore comprensione, “Il gioco è la quantità di spazio extra necessaria nel foro dello stampo per consentire al punzone di passare attraverso un foro nel materiale”.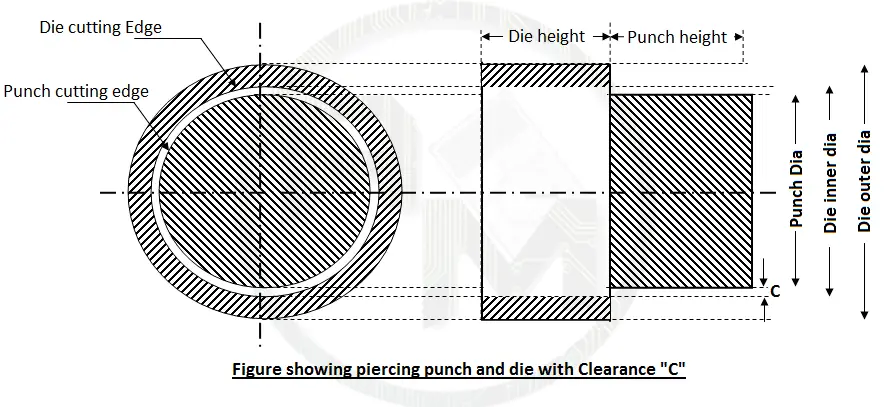
Importanza del corretto gioco dell’utensile
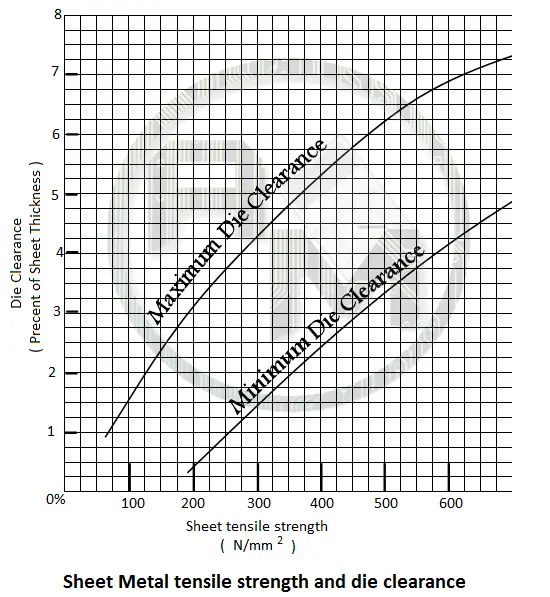
La clearance ha un ruolo significativo in tutte le operazioni di taglio e di formatura. Lo spazio dello stampo dipende dal materiale di lavoro, varia dal due al dieci percento dello spessore del foglio di lavoro. Il materiale duttile dovrebbe avere una minore distanza dello stampo altrimenti il materiale morbido verrebbe trascinato nello spazio e il materiale più duro ha bisogno di più spazio dello stampo per una buona azione di taglio.
La distanza eccessiva causa più bava sul foglio tranciato mentre meno spazio riduce la bava ma danneggia anche i bordi dello stampo e del punzone. Ciò si traduce in frequenti riaffilature dello stampo e del punzone e riduce la durata dell’utensile di stampa.
La gamma di distanze di stampo per vari materiali per lavori di stampaggio:
Si noti che le distanze di stampo sono specificate nella percentuale di spessore della lamiera. Per un profilo di taglio vicino, ci sarebbe uno spazio tra lo stampo e il punzone tutto intorno nel profilo.
Gioco della matrice per vari materiali

Nota: Non è possibile ottenere tolleranze rispetto alla distanza della matrice sui componenti, quindi è necessario eseguire un’operazione di rasatura aggiuntiva per lavori di alta precisione.
Gioco stampo per punzonatrice
Il foro forato nel foglio è rastremato, con apertura minima pari alla dimensione del punzone. La dimensione massima del foro nella parte inferiore del foglio dipende dalla larghezza dell’apertura dello stampo. Poiché la dimensione minima è importante nel piercing / punzonatura, il punzone è reso uguale alla dimensione del foro.
Lo spazio dello stampo sul fustellato è maggiore della dimensione indicata sul disegno del componente.
Ad esempio
Forare un foro di ∅ 20 mm su un foglio MS spesso 2 mm.
Il pugno diametro sarà la stessa come la dimensione del foro che ho.e 20 mm.
Morire di liquidazione al 2,5%, in lamiera di spessore = 2.0 x 0.025
⇒ 0,05 per ogni lato
⇒ Morire alesaggio = 20 + 2 x 0,05 = ∅ 20.10 mm
Morire di spazio per la Soppressione premere lo strumento
La parte del profilo patrimoniale è anche rastremate, con dimensione minima in basso e massimo in alto. La dimensione massima del foro nella parte inferiore del foglio dipende dall’apertura dello stampo. Poiché la dimensione minima è importante nel piercing / punzonatura, il punzone è reso uguale alla dimensione del foro.
Le dimensioni massime degli spazi vuoti non devono superare le dimensioni indicate nel disegno dei componenti. Quindi, nel tranciare il ritaglio è reso uguale al foro del profilo dello stampo e il punzone deve essere minore su ogni lato per la dimensione del gioco.
Ad esempio:
Tranciatura di un foglio di ∅ 20 mm tranciato su un foglio di MS spesso 2 mm.
Il diametro dello stampo sarà uguale alla dimensione del foro, ovvero 20 mm.
Spazio al 2,5% dello spessore della lamiera = 2,0 x 0,025
⇒ 0,05 per lato
⇒ Dimensione punzone = 20 – 2 x 0,05 = ∅ 19,90 mm
Nota: Qual è la differenza tra punzonatura e tranciatura strumenti ?
Ans: Strumenti di tranciatura e punzonatura entrambi sono simili tuttavia il pezzo nello strumento di tranciatura chiamato vuoto e utilizzato in ulteriori operazioni mentre nello strumento di punzonatura il pezzo che cade attraverso lo stampo è rottame.
Principi degli strumenti di piegatura
Il processo di piegatura cambia la forma di un pezzo piatto per renderlo angolare, curvo o entrambi senza molti cambiamenti nel suo spessore.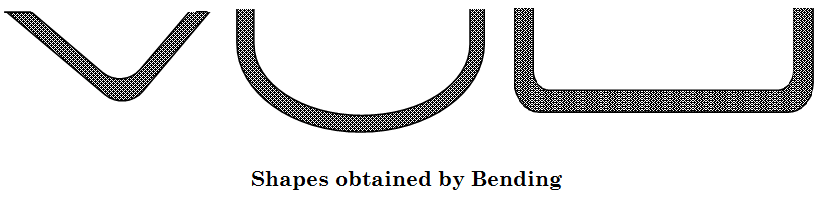 È un processo molto comune per cambiare fogli e lastre in canali, serbatoi di tamburi, ecc. Durante l’operazione di piegatura, la superficie esterna del materiale è in tensione e la superficie interna è in compressione. La tensione nel materiale piegato aumenta con un raggio di curvatura decrescente.
È un processo molto comune per cambiare fogli e lastre in canali, serbatoi di tamburi, ecc. Durante l’operazione di piegatura, la superficie esterna del materiale è in tensione e la superficie interna è in compressione. La tensione nel materiale piegato aumenta con un raggio di curvatura decrescente.
Raggio di curvatura
Il raggio minimo al quale un pezzo può essere piegato senza fessurazioni dipende dal materiale e dalla sua durezza. Il raggio interno minimo dipende anche dalla direzione del rotolamento. Le strisce devono essere tagliate in modo tale che le linee di piegatura si trovino ad angolo retto rispetto alla direzione del grano.
Un foglio è più vulnerabile alle fessurazioni nelle curve attraverso la direzione del grano. Quindi il raggio minimo di cracking attraverso il grano è circa quattro volte il raggio minimo per piegare lungo la direzione del grano. Di solito, la direzione dei grani è parallela al lato più lungo del foglio non tagliato.
Raggi minimi per piegare i vari materiali con le direzioni del grano.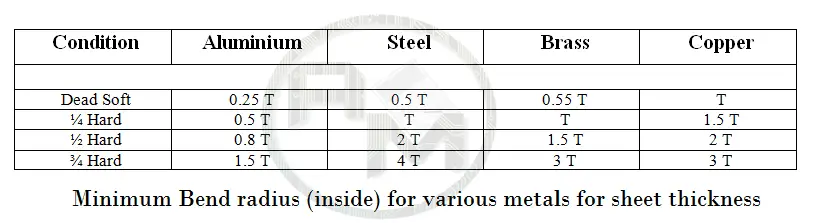
Dove T= Spessore del materiale
Tolleranza di piegatura
Quando la lamiera è piegata o piegata, il metallo attorno alla curva viene deformato e allungato. Come questo accade si guadagna una piccola quantità di lunghezza totale nella parte stampata. L’indennità della curvatura è definita come la lunghezza aggiunta alle lunghezze reali della gamba della parte per sviluppare un modello piano.
La lunghezza della gamba è la lunghezza della flangia che si trova al di fuori del raggio di curvatura.
Dimensione del vuoto o lunghezza sviluppata
È un principio di stampaggio necessario calcolare la lunghezza del vuoto prima della piegatura perché un componente viene solitamente tranciato prima della piegatura.
Durante la piegatura gli strati metallici adiacenti al raggio interno vengono compressi mentre gli strati metallici adiacenti al raggio esterno vengono allungati. Alcuni strati di foglio non si comprimono né si allungano durante un’operazione di piegatura chiamata Piano neutro.
Nota: Piano neutro si trova lungo la metà dello spessore della lamiera per raggio più di due volte di spessore. Per raggi meno del doppio dello spessore della lamiera a circa un terzo dello spessore dalla superficie del raggio interno della curva.
Durante il calcolo della lunghezza del vuoto o della lunghezza sviluppata, si dovrebbe considerare lo spostamento del piano neutro. 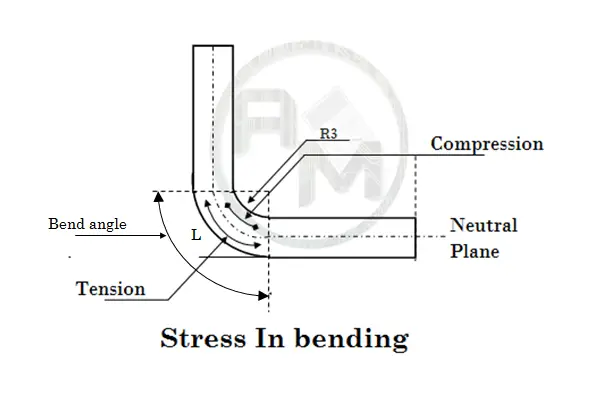 La lunghezza sviluppata Deve essere calcolata lungo il piano neutro seguendo la formula.
La lunghezza sviluppata Deve essere calcolata lungo il piano neutro seguendo la formula.


T= Spessore lamiera
R = Raggio di curvatura interno
L= Lunghezza sviluppata
A = Angolo di curvatura in grado
Esempio: calcolare la lunghezza sviluppata o la lunghezza vuota per i seguenti componenti.
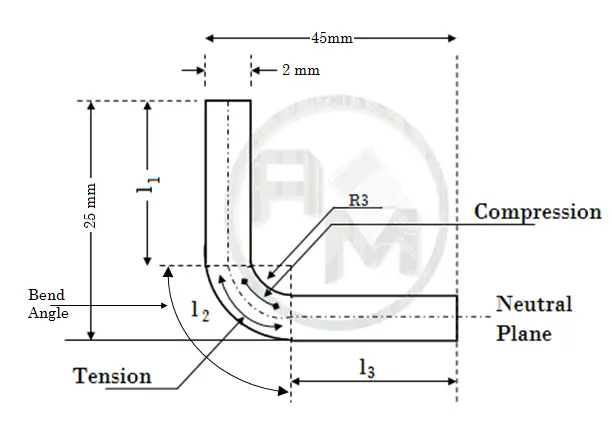
Soluzione: La lunghezza sviluppata del componente ha due parti diritte l1 ‘ l2 e la parte curva l3.
Dato:
Raggio interno: 3mm
Spessore della lamiera : 2 mm
Così
l1 = 25 – ( spessore Lamiera + raggio Interno ) =25 – 5 =20 mm
l3 = 45 – ( spessore Lamiera + raggio Interno ) =45 – 5 =40 mm
Come il raggio interno della curva è inferiore a 4 ( due volte lo spessore della lamiera )
l2 = 
= (π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
Ora Totale Lunghezza sviluppata
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
Progettazione assistita da computer di utensili da stampa
A causa della crescente domanda di utensili da stampa, un sistema CAD/CAM compatto e pratico per la progettazione di utensili da stampa può automatizzare le seguenti funzioni:
- Controllo del disegno del pezzo per la fattibilità della produzione dagli strumenti di stampa del processo di stampaggio della lamiera.
- Trovare la dimensione del vuoto per le operazioni di piegatura, formatura o disegno.
- Selezione dei tipi di utensili da stampa da utilizzare.
- Calcolo dell’utilizzo del materiale, del passo, dei margini e dell’angolo di orientamento.
- Decidere la disposizione dei punzoni e del centro del gambo.
- Calcolo delle forze di taglio e delle dimensioni di die, stripper, viti,tasselli, ecc.
- Selezione della pressa e del set di stampi.
- Redazione disegni di montaggio e disegni di dettaglio.
Computer-aided press tool design include vari moduli come work-piece controlli modulo, sviluppato lunghezza formato vuoto modulo, modulo di nidificazione, Strip-Layout modulo, e die modulo di progettazione. Il modulo design check rileva il centro di pressione, il tonnellaggio richiesto, la forza di stripping, le dimensioni dei punzoni, le matrici, le piastre di stripper, stripper e punch, No. di viti, perni di centraggio, molle, e knock-out pin.
Il modulo di progettazione crea il disegno di assemblaggio con molti strati per vari elementi di strumenti di stampa come blocco stampo, piastra stampo, punzone, piastra punzone, spogliarellista, piastra spogliarellista, espulsore, ecc.
Leave a Reply