クリープ不良とは何か、クリープの段階–www.materialwelding.com
目次
クリープとは
弾性限界(降伏応力)以下の荷重に長時間さらされた材料に発生する可能性のある破壊機構であり、材料は印加された応力の方向に長さが増加する。 変形の速度は、温度の増加と増加する従って部品が高温サービスのために安全に設計されているべきならある特定の負荷および温度で変形の速度を知ることは重要である。 この目的のために、耐クリープ性合金が開発されている。 すべての金属および合金はクリープの影響を受けます。
金属では、粒界でクリープ破壊が起こり、粒界破壊が起こります。 図1は、クリープの初期段階で粒界に形成されるボイドを示しています。

クリープ破壊の種類
クリープ破壊にはいくつかの種類があり、
粒界クリープ破壊
これは、温度および応力に長時間さらされた後に発生します。 長期クリープの初期段階は粒界の空隙として現れ、これらはその後粒界の亀裂/亀裂を形成するためにリンクする。 その結果、断面積の減少がほとんどなく、厚肉破壊が生じる。 非破壊的複製金属組織学は、長期的なクリープ損傷の存在を決定する有効な手段である。
なお、炭素鋼のパーライトの構造の鉄の炭化物の血小板は長期過熱の結果としてspheroidised鉄の炭化物に熱的に低下します。 普通の炭素鋼での継続的な分解は、グラファイトとフェライトに完全に分解する可能性があります。 この劣化は、複製メタログラフィーを使用して検出することもできます。
粒界クリープ破壊
このタイプの破壊は、短時間のクリープ破壊で発生する可能性があります。 延性および面積の減少は、通常、室温よりも大きく、はるかに大きく、膨らんだ薄肉の破壊を生じる。
点破断破壊
十分に高い温度および低い応力では、クリープ中の再結晶は微細構造クリープ損傷を除去することができる。 その結果、ボイドは核を形成せず、ある点までネッキングが起こることがある。
鋼中のクロムおよびモリブデンの添加は、クリープ寿命を増加させることができる。 機械か化学クリーニングが一般にローカルホットスポットの危険を減らすボイラー管の沈殿物の集結を取除くのに使用されています。 壁厚の損失、微細構造の低下およびクリープの損傷の監視を含んでいる適切な点検プログラムはまたクリープの失敗の可能性を減らす有効な手段で
材料のクリープ破壊の段階
クリープ破壊は、材料がクリープ温度を受けると、三つの異なる相で発生します。 これらのクリープの段階で材料は漸進的に健全性を緩め、クリープの空間を形作ります。 さらなる荷重下でのこれらのクリープボイドは,クリープ誘起亀裂中を伝搬する。
- 一次クリープ:金属加工が硬化するにつれてクリープ速度が低下する長さの急激な増加。
- 二次クリープ(定常状態): これはほぼ一定のクリープ速度の期間であり、部品のクリープ寿命の大部分を形成する期間である。
3. 三次クリープ:クリープ寿命がほぼ使い果たされ、材料に空隙が形成され、有効断面積が減少したときに発生します。 クリープ速度は、単位面積当たりの応力が増加するにつれて、試験片が最終的に故障するまで加速します。
異なるクリープ段階とそれぞれの材料条件を下の図2に示します。

クリープ破壊のメカニズム
高温降伏応力よりもはるかに低い高温および応力では、金属はクリープと呼ばれる永久的な塑性変形を受けます。 図3は、一定荷重のクリープ曲線の模式図であり、長さの変化のプロットは時間を表しています。 標本の重量か負荷はテストの持続期間のための一定した握られます。 関心のある曲線の4つの部分があります:
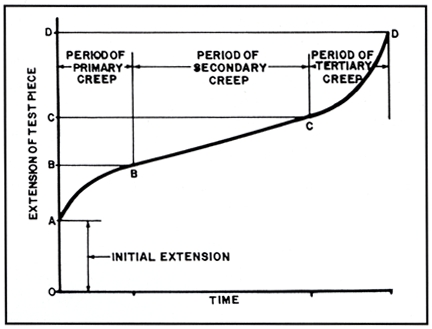
- 上の図3の点”0″から点”A”まで、少なくとも部分的に弾性原点である初期急峻な速度。
- これに続いて、上図の領域”A”から”B”まで、伸びまたは変形速度が時間とともに減少する領域、いわゆる過渡または一次クリープが続きます。 点”0″から点”B”までの部分はかなり迅速に発生します。
- クリープ曲線の次の部分は、クリープ速度がほぼ一定である工学的関心のある領域です。 “B”から”C”までの部分はほぼ線形で予測可能です。 負荷か圧力によって、時間は非常に長い場合もあります;テストの2年およびサービスの数十年。
- クリープ曲線の第四の部分は、一定のクリープ速度または線形領域を超えて、急速に増加するクリープ速度を示し、故障で最高潮に達します。 一定負荷試験条件下であっても、微細構造内に形成される損傷のために有効応力が実際に増加する可能性があります。
クリープ故障特性
クリープ故障の特徴は次のとおりです:
- チューブ内の膨らみまたは水疱。
- 厚刃の骨折は、明らかな延性がほとんどないことが多い。
- IDとOD酸化物スケールのいずれかまたは両方に縦方向の”応力亀裂”。
- 外部または内部の酸化物スケールの厚さは、予想よりも高い温度を示唆しています。
- 微細構造の粒界空隙および亀裂
材料の初期クリープ温度
炭素鋼、C-0.5Mo、1.25Cr-0.5Mo、2.25Cr-1moおよびステンレス鋼の初期クリープ温度を下表に示
| 炭素鋼………………….. | 800 |
| 炭素+モリブデン1/2………… | 850万円 |
| 1-1/4 クロム-モリブデン1/2…… | 950万円 |
| 2-1 /4 クロム-1モリブデン……. | 1000 |
| ステンレス鋼……………….. | 1050 |
クリープ破壊対疲労破壊
疲労は、部品が繰返し荷重を受ける状況です。 疲労のローディングで使用される持久力の強さである設計圧力は材料の降伏強さそして終局的な強さより大いにより少しです。 機械部品の90%は疲労のために故障します。 たとえば、伸びてワイヤーを壊すのは難しいですが、繰り返し荷重をかけて曲げると、ワイヤーを何度も曲げて簡単に壊れます。
クリープとは、部品が使用されるにつれて一定の荷重下で時間とともに変形する状況です。 これを説明する最もよい例は取付けられているが、時間後に自己の重量による弛みを経験するとき電気ケーブルが(堅い)教えられることである。
Leave a Reply