プレスツールの設計の基本:板金スタンピングプロセス
プレスツール(一般的にダイ/ダイ 平らな金属板から薄板金の部品/押された部品を作り出すため。
プレスツールの詳細については:板金-スタンピング。html
プレス加工用語
板金プレス加工プレスツールを設計する前に、プレスツールの構成とコンポーネントを理解する必要があります。 出版物用具は穿孔器/穿孔器から、死にます、穿孔器の版、バックアップ版、ストリッパー、イジェクター多くのより多くの部品成っています。 プレスと金型の主な構成要素をよりよく理解するには、与えられた図を見てください。
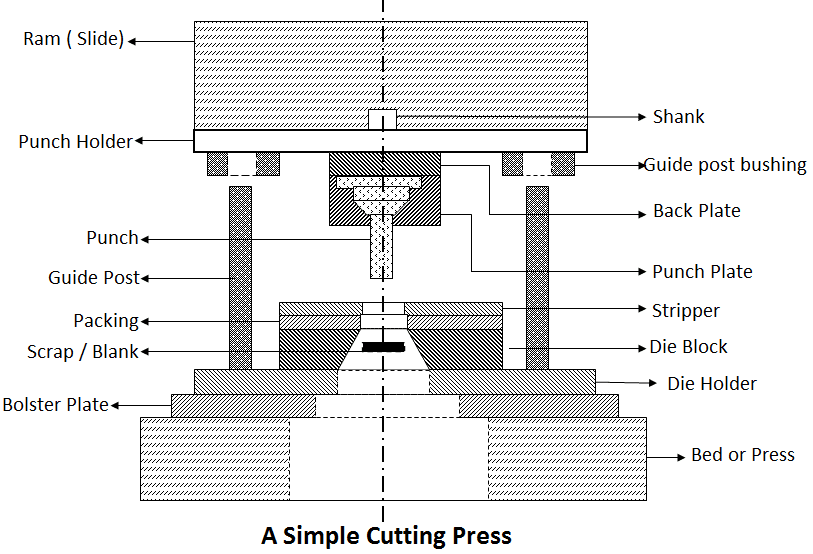
ラム(スライド): フライホイール/油圧装置から薄板金の押すことのための出版物用具に機械か油圧力を移す出版物の移動部品。
シャンク:シャンクは、プレス機のスライドにトップダイを取り付けるための部品として使用されます。
パンチホルダー(アッパーシューズ):これは道標を押すことを含むダイセットの上部です。 ダイスセットの全体の上部セクションは上部の靴に(一般に穿孔器、穿孔器の版を含んでいます)取付けられます。
ダイホルダー(下靴):これは道標を含むダイセットの下部です。 ダイスセットの全体のより低いセクションは上部の靴に(一般に、ストリッパー死にます含んでいます)取付けられます。
バックアッププレート:パンチホルダーに圧力の強さが過度にならないようにバックアッププレートを配置します。 それはまた穿孔器の裏板および圧力板と呼ばれます。
穿孔器の版:穿孔器の版の機能は適切な相対的な位置の穿孔器を握ることです。 穿孔器の版は穿孔器のボディに密接に合う。 それはまた穿孔器の保持器と呼ばれます。
: これは出版物のラムかスライドによって直接または間接的に動くアセンブリの主要なコンポーネント死にますです。 パンチとダイは、刻印された部分を作るために一緒に行動します。
ベッド:ベッドは、ボルスタプレートが取り付けられたテーブルとして機能するプレスフレームの下部です。
ボルスタプレート:これは&ダイセットの位置をサポートするために使用されるベッドに固定された厚いプレートです。
ダイス:ダイスは出版物のある特定の仕事の仕事を作り出すためのダイスのブロック/出版物用具の女性の部品です。 死に、穿孔器は望ましい形プロダクトを作るために一緒に働きます。
ストリッパー: ストリッパーは、パンチまたはダイから金属ストリップを除去するために使用されます。
ガイドポスト&ガイドポストブッシング:プレスツールのこの二成分は、操作中にアライメントを維持するためにダイセットをガイドします。 適切に潤滑され、配置され、工具の操作を改善し、高品質の製品の生産に貢献します。 これはピラーダイセットとも呼ばれます。
シャットハイト:ベッドの上部とスライドの底部との間の距離、ストロークを下にして調整を上にします。
ストローク:上から下へのラムの移動距離。 それは機械出版物のために一般に一定しているが、油圧出版物のために可変的である。
金属プレス工具部品
プレス工具部品は、次のカテゴリに分けることができます:
- 構造部品
- 作業部品
- ガイドまたは位置決め部品
- ストリッピング部品
- 締結部品
- 供給部品
構造部品
工具部品を押して作業部品を 上の靴のように、下の靴、すね。
働く部品
実際に望ましい形の押された部品の形成に加わる部品。 パンチのように&死ぬ。
ガイドまたは位置決め部品
ガイド部品は、操作中に上部シューと下部シューの正確なアライメントを維持します。 ガイドポストセットおよび合せ釘ピンは指導の部品の例である。
ストリッピングコンポーネント
操作が終わったときにブランクを除去または除去し、パンチまたはダイからスクラップするコンポーネント。 ストリッパーのように、ピン、エジェクター、ノックアウトをオフにプッシ
締結部品
締結部品は、プレスツールのすべての部品を単位として保持します。 穿孔器の版のように、ブロック、すべての締める物は死にます。
供給部品
供給部品は、ブランクまたは金属シートをスタンピングステーションに供給します。 これらのコンポーネントは、生産速度を向上させるのに役立ちます。
プレスツール設計の要件
プレスツールを設計し、特定のジョブのプレスを選択する際には、以下の要因を考慮する必要があります :
- 部品の厚さ
- 電力要件
- 実行する操作の種類
- いいえ。
- 全体の作業サイズ
- 動作速度。
プレス工具の設計は、量産、小ロット、または巨大なバッチなどの生産タイプに適している必要があります。 プレスツールは、次の要件を満たす必要があります:
- 出版物用具は要求された出力、安全な操作&容易な維持を保障するべきです。
- プレス工具は、製品の製造に可能な標準部品を使用するように設計する必要があります。
- プレスツールは、材料と人材を最大限に活用するように設計する必要があります。
- プレス工具の作業部品は、磨耗したときに強く、耐久性があり、交換可能でなければなりません。
- 寸法精度と表面仕上げは許容範囲内でなければなりません。
プレスツールの設計
板金プレスプロセスは非常に高速で正確な製造プロセスです。 しかし、プレスツールが効率的に機能していない場合や、刻印された部品を生産するためにさらに多くの操作が必要な場合はどうなりますか。 従って友好的な経済および時間節約の出版物用具を設計することは非常に重要です。
プレス工具や金型を押す板金を設計する手順。
- 必要な力の計算(プレストン数)
- プレスの選択
- ツールのシャット高さの決定
- 金型の厚さとマージン(最小断面)の計算
- ストリップのレイアウトと材料利用率の比較
- 位置決め要素の設計
- ハードウェアの選択
- 図面ダイプラン(ピラーセット、パンチの高さ、および取り付け)
- 圧力の中心を特定し、スクラップ処分を確認
- 図面の詳細
ストリッ
材料の経済性は、板金プレスプロセスにおいて非常に重要です。 削除が最初の操作であるので、原料の経済は材料の最も高い利用を与えることができる最も経済的なストリップのレイアウトの使用によって影 一般的に、プレスツールの設計者は、プレスツールを設計する前に、少なくとも五つのストリップレイアウトを計算し、材料の使用率を比較します。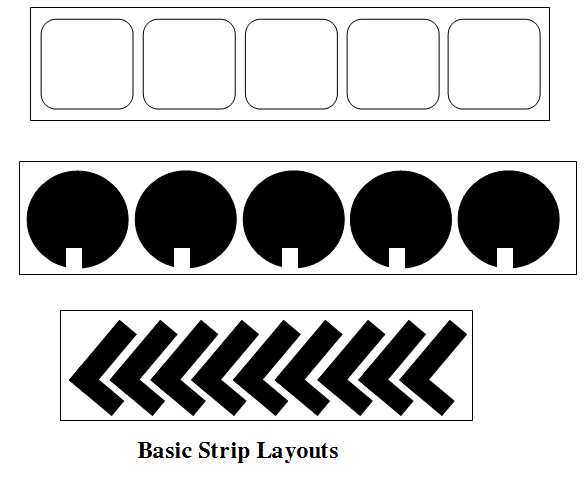
文字L、T、Uのような形のブランクのストリップレイアウトは、次の画像に示すように反転レイアウ 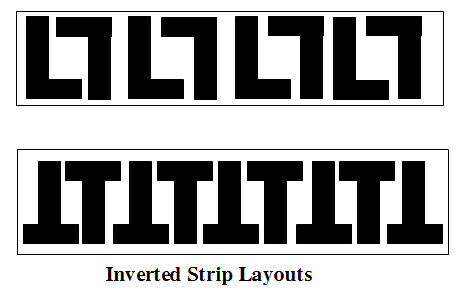
ストリップレイアウトの材料使用率は、次の式から計算できます–

または

プレス工具プレス加工の理論
プレス加工における板金切断作業は、せん断プロセスです。 穿孔器が薄板金に触れ、下方に移動すると同時に、ダイスの入り口に材料を押します。 材料は圧縮および抗張圧力に服従します。 これらの圧力はダイスの端で最も高く、穿孔器および材料は伸縮性がある限界を越えて重点を置き、そこに割れることを始めます。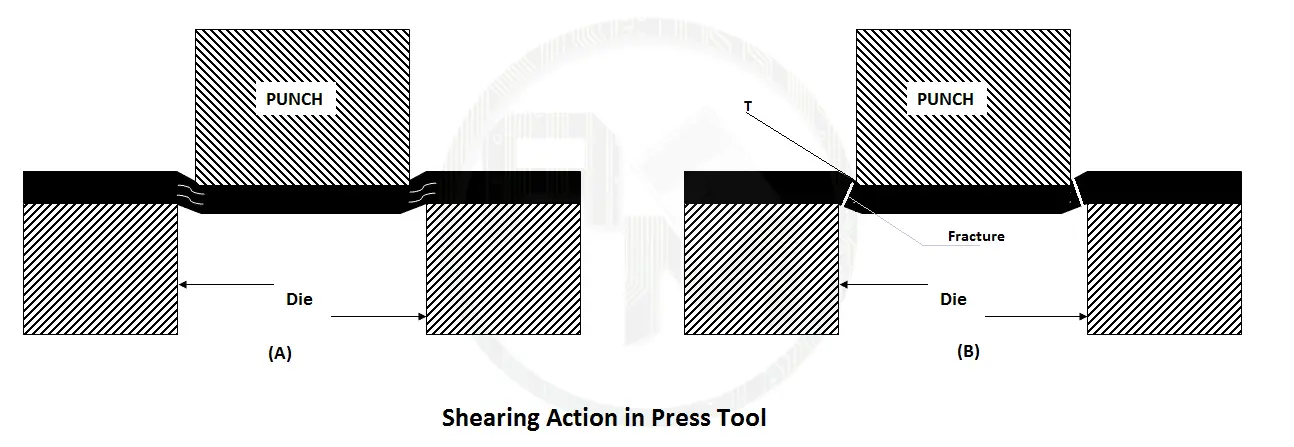
3 薄板金の切断操作のせん断するか、またはひびのステップ。
- 弾性限界を超えて材料を強調する。
- 面積の減少による塑性変形
- 縮小された領域で破砕が開始されます。
力の配置
せん断操作で発生する力は、下の図に示すように三角形で表されます。 垂直せん断力と水平横力はそれぞれVとHで表されます。 合力はRで表される。
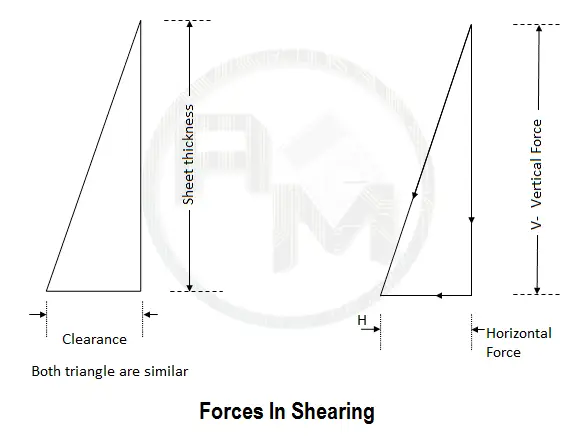
垂直力
垂直成分Vの値は、せん断面積と切断する材料のせん断強度に依存します。 せん断面積は、切断された長さとシートの厚さの倍数です。
水平力
水平力または横力Hの値は、ダイクリアランスに依存します。 水平方向の力は、垂直方向の力の割合で表すことができます。 この割合は、ダイクリアランスの割合と同じです。
板金の完全なせん断/切断のために、整理は適切な量でなければなりません。
プレスツールクリアランスとは何ですか?
パンチ刃と型抜き刃の間のスペースの量は、クリアランスとして知られています。 よりよい理解のために、”整理は材料の穴を打つために穿孔器が通るようにダイスの穴で必要な余分スペースの量である”。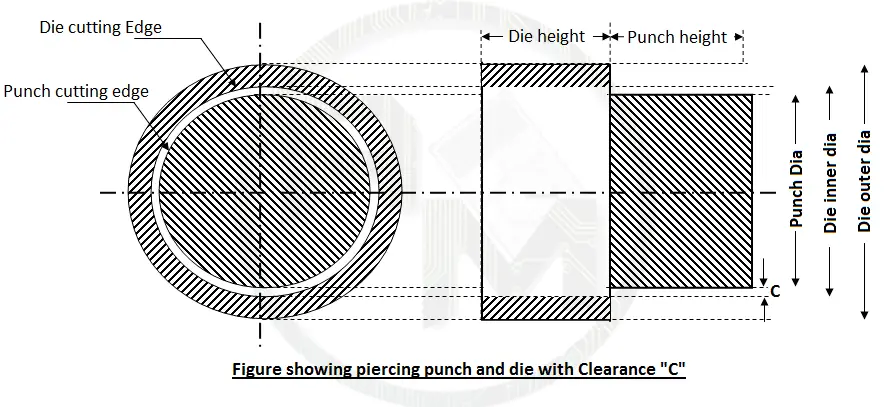
適切なプレス工具クリアランスの重要性
クリアランスは、すべての切断作業および成形作業において重要な役割を果た ダイクリアランスは、ワークシートの厚さの二から十パーセントの範囲で、作業材料に依存します。 延性がある材料はより少し整理を死にます他では柔らかい材料がギャップに引かれ、より堅い材料はより多くのよいせん断の行為のための整理
過度のクリアランスは、せん断シートに多くのバリを引き起こし、クリアランスが少ないとバリが減少しますが、ダイとパンチのエッジも損傷します。 これはダイスおよび穿孔器の頻繁なresharpeningで起因し、出版物用具の生命を減らす。
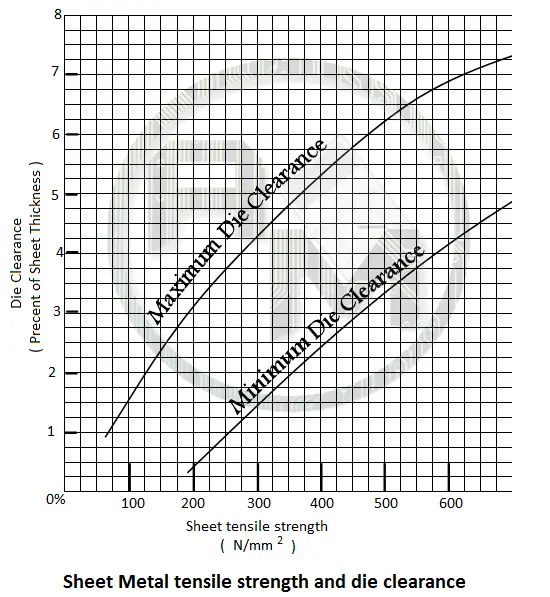
プレス加工用各種材料のダイクリアランスの範囲:
ダイクリアランスは、シート厚の割合で指定されていることに注意してください。 近い切断のプロフィールのために、プロフィールのダイスと穿孔器間にダイスの整理が完全にあります。
各種材料のダイクリアランス

注:部品のダイクリアランスよりも公差を得ることはできませんので、高精度作業のために追加のシェービング操作を行う必要があります。
パンチングプレス工具用ダイクリアランス
シートに穿孔された穴は、パンチサイズに等しい最小開口部を有するテーパ型である。 シートの底の穴の最高のサイズはダイスの入り口の幅に左右される。 穿孔/打ち抜きでは最小サイズが重要であるため、パンチは穴のサイズと同じになります。
ダイカットアウトのダイクリアランスが部品図面に記載されているサイズよりも大きい。
例えば
厚さ2mmのMSシートのうち≤20mmの穴を穿孔する。
は穴のサイズすなわち20のmmと同じです。
はシートの厚さ=2.0×0.025
≤0.05の2.5%で整理死にます各側面
≤は穴=20+2×0.05=≤20.10mm死にます
出版物用具を削除することのための整理を死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
は死にます
ブランキングされたプロファイルシートもテーパーされており、最小サイズは下部に、最大サイズは上部にあります。 シートの底の穴の最高のサイズはダイスの入り口に左右される。 穿孔/打ち抜きでは最小サイズが重要であるため、パンチは穴のサイズと同じになります。
ブランクの最大寸法は、部品図面に記載されているサイズを超えてはなりません。 従って型抜き加工を消すことでダイスのプロフィールの穴と同輩になされ、穿孔器は整理のサイズによってあらゆる側面でより少しでなければな
たとえば、
厚さ2mmのMSシートから≤20mmのブランクシートをブランキングします。
ダイスの直径は穴のサイズすなわち20のmmと同じです。
シートの厚さの2.5%の整理=2.0×0.025
≤0.05各側面
≤穿孔器のサイズ=20–2×0.05=≤19.90mm
注: パンチング工具とブランキング工具の違いは何ですか?
Ans:ブランキングツールとパンチングツールはどちらも似ていますが、ブランキングツールのワークピースはブランクと呼ばれ、さらなる操作に使用されますが、パンチングツールではダイを通って落下するピースはスクラップです。
曲げプレスツールの原則
曲げプロセスは、平らなブランクの形状を変更して、厚さを大きく変更することなく角度、湾曲、またはその両方にします。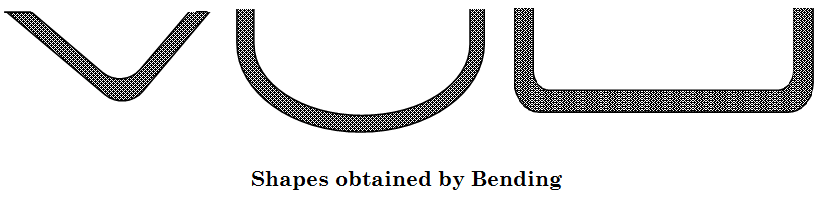 シートやプレートをチャネル、ドラムタンクなどに変更するための非常に一般的なプロセスです。 曲がる操作の間に、材料の外の表面は張力にあり、中表面は圧縮にあります。 曲がった材料の歪みは、曲率半径の減少とともに増加する。
シートやプレートをチャネル、ドラムタンクなどに変更するための非常に一般的なプロセスです。 曲がる操作の間に、材料の外の表面は張力にあり、中表面は圧縮にあります。 曲がった材料の歪みは、曲率半径の減少とともに増加する。
曲げ半径
ブランクが割れずに曲げることができる最小半径は、材料とその硬度に依存します。 最小内部半径は、圧延の方向にも依存する。 ストリップは、曲げ線が穀物方向に対して直角になるように切断する必要があります。
シートは、穀物方向を横切る曲がりの割れに対してより脆弱です。 従って穀物を渡る割れることの最低の半径は穀物の方向に沿うくねりのための約4倍の最低の半径です。 通常、穀物の方向は完全な切られていないシートのより長い側面に平行です。
穀物の方向と共にさまざまな材料を曲げるための最低の半径。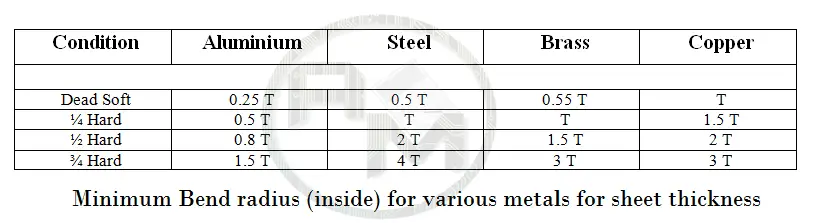
ここで、T=材料の厚さ
曲げ許容量
金属板が折り畳まれたり曲がったりすると、曲げ周りの金属が変形して伸びます。 これが起こると同時に押された部分の少量の全長を得る。 曲げ許容量は、平らなパターンを開発するために、部品の実際の脚の長さに追加された長さとして定義されます。
脚の長さは、曲げ半径の外側にあるフランジの長さです。
ブランクサイズまたは開発された長さ
コンポーネントは通常、曲げ前にブランキングされるため、曲げ前にブランクの長さを計算する必要なスタ
曲げ時に内側半径に隣接する金属層が圧縮され、外側半径に隣接する金属層が引き伸ばされます。 シートのいくつかの層は、ニュートラルプレーンと呼ばれる曲げ操作中に圧縮も伸張もしません。
注:中立面は、厚さの二倍以上の半径のためにシートの厚さの中央に沿ってあります。 曲げの内側の半径の表面から約三分の一の厚さのシートの厚さの二倍未満の半径のために。
空白の長さや展開された長さを計算する際には、中立面のシフトを考慮する必要があります。 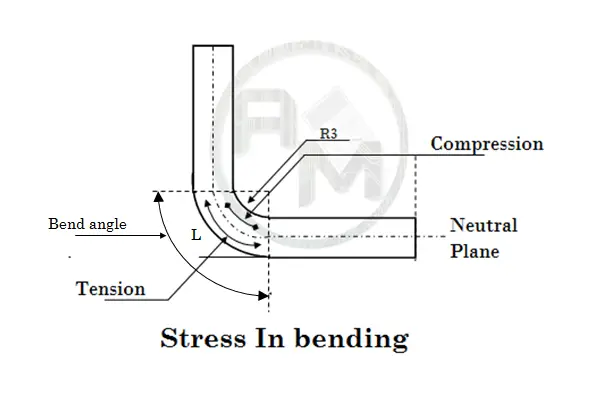 現像長さは、次の式で中性面に沿って計算する必要があります。
現像長さは、次の式で中性面に沿って計算する必要があります。


T=シートの厚さ
R=内部曲げ半径
L=展開された長さ
A=曲げ角度
例:次のコンポーネントの展開された長さまたはブランク長さを計算します。
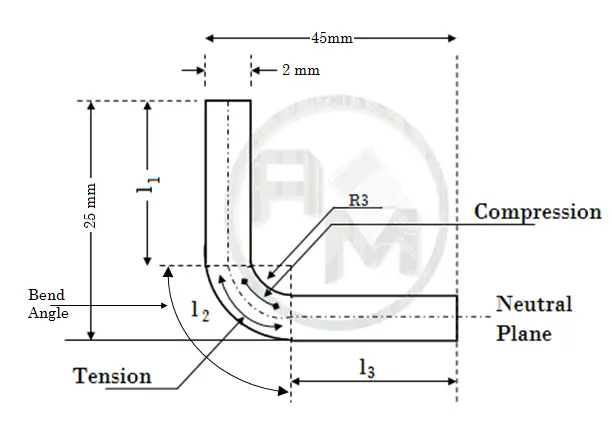
解決策:部品の開発された長さは、二つの直線部分l1’l2と湾曲部分l3を持っています。与えられる:
内部の半径:3mm
シートの厚さ : 2mm
で
l1=25日(板厚+内径)=25–5=20mm
l3=45–(板厚+内径)=45–5=40mm
として、内側の半径の曲は以下の4倍のシート厚み)
l2=
= (π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
現在の計開発の長さ
=l1+l2+l3
= 20 + 5.79 +40
= 65.79mm
プレスツールのコンピュータ支援設計
プレスツールの需要が高まっているため、プレスツールの設計のためのコンパクトで実用的なCAD/CAMシステム:
- プロセス出版物用具を押す薄板金からの製造業の実現可能性があるように工作物のデッサンを点検します。
- 曲げ、成形、または描画操作のための空白サイズを見つける。
- 使用するプレスツールの種類を選択します。
- 材料の使用率、ピッチ、マージン、向き角を計算します。
- パンチとシャンクセンターの処分を決定します。
- ダイス、ストリッパー、ねじ、合せ釘、等のせん断力そしてサイズの計算。
- プレス機とダイセットを選択します。
- 組立図および詳細図の起草。
コンピュータ支援プレス工具設計には、ワークピースチェックモジュール、開発された長さブランクサイズモジュール、ネストモジュール、ストリップレイアウトモジュール、ダイデザインモジュールなどの様々なモジュールが含まれています。 設計点検モジュールはパンチの圧力、必要な容積トン数、除去力、次元、ダイス、ストリッパー、ストリッパーおよび穿孔器の版、いいえの中心を調べます。 ねじ、合せ釘ピン、ばねおよびノックアウトピンの。
設計モジュールはさまざまな出版物用具の要素のための多くの層と組立図をのようなブロック死にます、版死にます、穿孔器、穿孔器の版、ストリッパー、
Leave a Reply