機械能力指数
機械能力指数は、連続的/連続的な生産実行からの観測から派生した指標です。 それはしばしばCmkとして知られています。 これは短期的な能力指数であり、初期工程能力とも呼ばれます。 長期能力指数は、必要なCmk値を達成した後、機械/プロセスについて計算することができます。
機械能力試験とは、特別な生産作業に対する機械の適合性に関する試験です。 機械機能の索引がプロセス改善の努力の有効性を測定するのに使用することができます。 許容限界に関連して機械の機能の位置を調査することを使用する。 それは位置のために訂正される機能を記述する。
Cmkの計算式はCpkと同じですが、ここで使用する標準偏差はサンプル標準偏差です。 しかし、Cpkの標準偏差は、これがプロセス性能の尺度であるため、管理図から測定されます。 Cmkは、機械パラメータ以外のすべての影響を一定に保つ連続サンプルを使用して測定されます。 安定性は、プロセスが安定しているかどうかを見るために管理図にこれをプロットすることによって検証されます。
Cmkの解釈
Cmk=min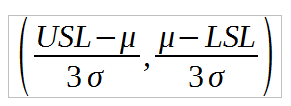 、ここで、sはサンプルの標準偏差
、ここで、sはサンプルの標準偏差
σ=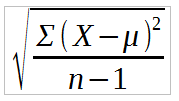
たとえば、マシンAのCmkは1.5で、マシンBのCmkは1.87です。 マシンBはより良いマシンです。 ここでCmk指数が高いとは、許容幅に関連してスプレッドが小さい優れたマシンがあり、その幅の中で中央に配置されていることを意味します。 但し、機械により大きい平均偏差があれば生産で間、より高い可能な欠陥を説明する。
通常または推奨される要件は、Cmkが少なくとも1.67であることです。 Cmk値が1.67の場合、アセンブリの99,99994パーセントが許容許容範囲内であることが証明されます。 これは、故障率が0.6/百万であることを意味します。 CmkがCmと等しい場合、機械は許容範囲の中央で正確に生産されるように設定されます。
Cm=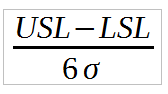
ここで、Cmは機械能力を表す指標です。 これは、機械の広がりが許容幅に収まる回数です。 Cm=2.5の場合、スプレッドは許容幅に2.5倍に収まり、Cm=1の場合、スプレッドは許容幅に等しくなります。
機械能力の研究は、機械の特性にのみ焦点を当てています。 可能な限り、機械の外部の変数の影響または影響は最小限に抑えられます。 他の影響を一定に保つことで、機械固有の変動源のみが製品とその特性に影響を与えることが期待されます。 これが不可能な場合には、外部影響因子の変化は、テスト結果を記録する必要があります。 この情報は、能力仕様が満たされない場合の最適化にさらに使用できます。
Leave a Reply