Avgradingsutstyr
Kontaktfirmaer
vennligst fyll ut følgende skjema for å sende Inn En Forespørsel Om Tilbud til noen av følgende selskaper notert på
Få Din Bedrift Oppført på Denne Strømsiden
Innledning
Denne artikkelen gir deg en komplett guide til avgrading prosessen og avgrading maskiner. Du vil lære om:
- Hva er avgrading?
- betydningen av avgrading
- Ulike typer grader
- Typer avgraderingsprosesser
- Og mye mer…

Kapittel 1: Hva Er Deburring?
Avgrading Er en sekundær operasjon av en bearbeidingsprosess som forbedrer den endelige kvaliteten på produktet ved å fjerne hevede kanter og uønskede materialstykker, kjent som burrs, igjen av de første bearbeidingsprosessene. Grader er laget av klipping, bøying, skjæring, piercing, og komprimere materialer. Disse er for det meste sett på myke og duktile materialer. Deburring maskiner brukes til å fjerne grader av mekaniske, elektrokjemiske og termiske metoder.

ved påføring av skjærings-eller bøyekrefter opp til feil, blir materialet utsatt for plastisk deformasjon. Regioner langs kantene blir bøyd, langstrakte og ekstrudert. Disse forlengelsene og ekstruderingene vises på skjærekantene, spesielt på inngangen, sidene og utgangen av verktøyet. Dannelsen og størrelsen på burrs er vanskelig å forutsi og kvantifisere. Dermed er avgradingseffektivitet svært empirisk og er basert på flere produksjonsforsøk før de blir perfeksjonert av produsenter.
som nevnt tidligere kan avgrading gjøres gjennom ulike metoder. De fleste av disse prosessene er “globale”, som påvirker hele produktet. Søknadspunktet for global eller generell avgrading kan ikke kontrolleres. Avgradingsprosesser kan påvirke den endelige kvaliteten på produktet ved å endre de endelige dimensjonene og forurense overflaten fra kjemiske og slipende rester. Avgradingsprosesser må derfor velges og kontrolleres nøye for å forhindre endring av produktets ønskede egenskaper.
kostnaden forbundet med deburring prosesser er ca 30% av produksjonskostnaden for høy presisjon deler som brukes i luftfart applikasjoner. I bilindustrien koster avgradingen ca 15 til 20% av produksjonskostnaden. Denne økningen i produksjonskostnaden er betydelig med tanke på at avgrading ikke legger til egenverdi for produktet.
Kapittel 2: Betydningen Av Deburring
Å Vite vanskelighetene Og de tilhørende kostnadene, er deburring fortsatt en integrert del Av produksjonsprosessen på grunn av følgende årsaker:
- Burrs forhindrer riktig tilpasning og montering av deler
- Deler er utsatt for tretthet og sprekker på grunn av burrs som virker som feilinitieringssteder
- Korrosjon utvikler seg lett på sprekker og burr overflater
- Burrs forårsaker sikkerhetsfarer for arbeidere og sluttbrukere
- Burrs reduserer den estetiske kvaliteten på delen

Kantkvalitet har en betydelig innvirkning på form, ytelse og levetid for et produkt. Grader og hevede kanter tar en toll på riktig passform og montering av maskindeler. Disse er kritiske for presisjonskomponenter som brukes i fly -, bil-og elektronikkindustrien. Bortsett fra riktig passform, parring deler som tannhjul, valser og andre glideflater, kan grader påvirke og skade delene.
Produkter med grader har betydelig redusert tretthet livet sammenlignet med deler uten grader. Bearbeidingsprosesser skaper restspenninger på grunn av arbeidsherding langs de skjærede og bøyde kantene. Disse forårsaker endringer i de mekaniske egenskapene i disse områdene. Hull, spor og hakk er funksjoner der stress blir konsentrert. Siden grader har en mer uregelmessig profil og er vanligvis plassert på de ytterste kantene av disse funksjonene, grader kan fungere som sprekk initiering nettsteder.
Termisk og roll-over grader opprette sprekker som fremmer lokalisert korrosjon. Vann, elektrolytter og annet korrosivt materiale kan akkumulere og stagnere i sprekker. Også korrosjon kan oppstå når belegget ikke påføres riktig. Hevede områder på overflaten av delen kan ha tynnere belegg sammenlignet med spylte overflater.
Grader er også sikkerhetsfarer siden skarpe kanter kan trenge gjennom trykkledninger og elektriske kabler. Personellhåndtering burred kanter kan også bli skadet. Skarpe kanter er vanligvis avfaset eller radiert for å forhindre uønskede kutt på personell og utstyr.
den beste måten å hindre burr dannelse er å endre arbeidsstykket med mindre duktilt materiale. Bruk av mindre duktilt materiale forårsaker uønskede deler å chip eller skille fra hoveddelen. Men mesteparten av tiden er dette ikke et alternativ spesielt for applikasjoner med strenge materialkrav. Ved bearbeiding av duktile materialer er burrdannelse nesten uunngåelig. På grunn av dette blir ikke-konvensjonelle metoder som kjemisk etsing og laserbearbeiding ønskelige alternativer. Imidlertid har disse prosessene sine begrensninger på begrenset arbeidsstykketykkelse og høye investeringskostnader.
Sammenligning Med Tumbling Og Etterbehandling
Etterbehandling, avgrading og tumbling er begreper som brukes i sekundære maskineringsoperasjoner. Etterbehandling er et bredt begrep som består av operasjoner som avgrading, sprengning, polering, sliping, belegg, plating og så videre. Avgrading er en type etterbehandling for å fjerne grader, uregelmessige kanter og blinker. En metode for avgrading er gjennom mekanisk utstyr. Mekaniske avgrading maskiner skape slitasje formidles av et slipemiddel som er plassert sammen med den del inne i et kammer. Kammeret omrøres av vibrasjon eller tumbling. Således er tumbling en avgradingsprosess som bruker slipemiddel og rotasjon av kammeret, kjent som en tønne, for å skrape delgraver.
FÅ DIN BEDRIFT OPPFØRT NEDENFOR
Ledende Produsenter Og Leverandører
Kapittel 3: Ulike Typer Burrs
Bortsett fra klassifisering av burrs i henhold til skjæringsretningen, kan burrs også klassifiseres i henhold til deres formasjonsmekanisme. Det er fire typer, Nemlig: Poisson, roll-over, rive, og cut-off grader.
-
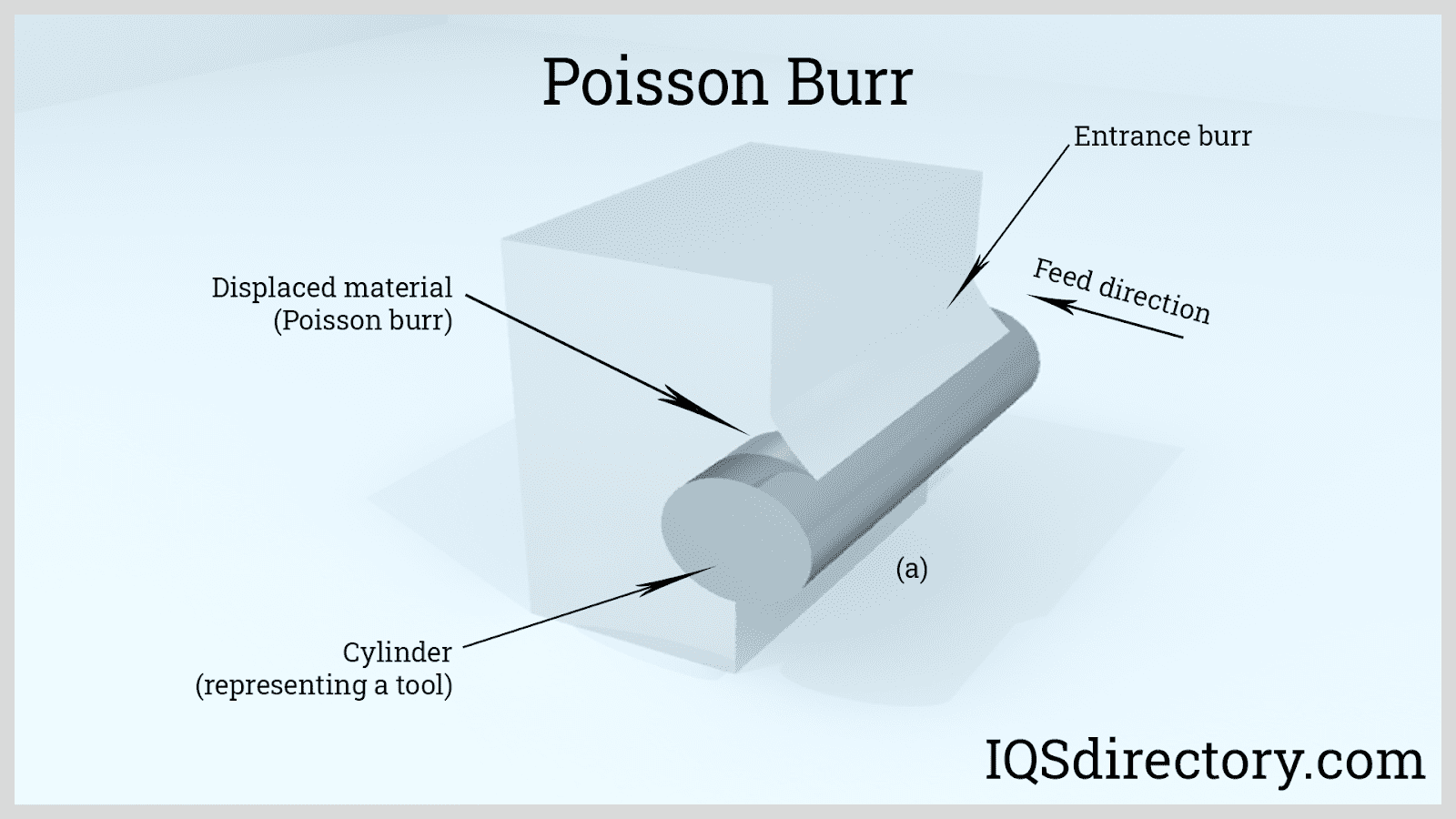
Poisson Burr:
“Poisson” kom fra begrepet Poisson-effekt som betyr utvidelse av retninger vinkelrett på anvendelsen av stress. Å utøve trykkkrefter på materialet fører til at kantene på området i kontakt for å deformere plastisk og forlenge og skape burrs. Under kutting, når spissen av skjæreverktøyet rammer arbeidsstykket, blir kantene på kuttet deformert på grunn av trykk-og skjærkreftene. Disse deformasjonene ses som inngangsgraver som dannes ved inngangspunktet til skjæreverktøyet.
-
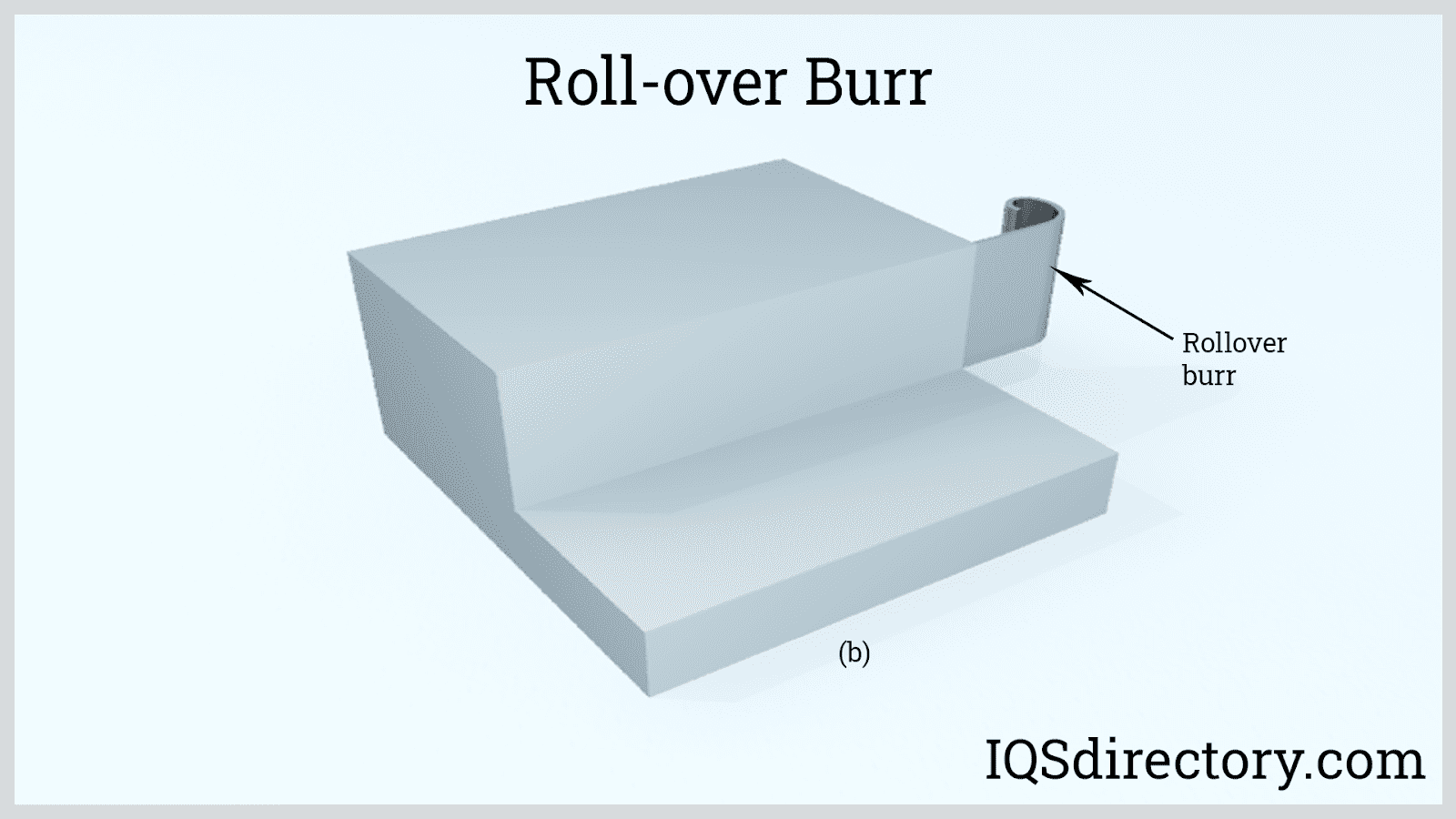
Roll-over Burr:
dette er sjetonger som er bøyd i stedet for skåret fra kutterens sti. Når skjæreverktøyet går ut av kuttet, ruller noe materiale og går sammen med verktøyet. Materialet brettes mot matingen og langs kuttkanten. Hvis materialet er duktilt nok, skiller ikke brikken seg lett fra delen. Skjæredybden bidrar også til dannelsen av roll – over burr siden brikken eller rullen blir tykkere etter hvert som dybden øker.
-
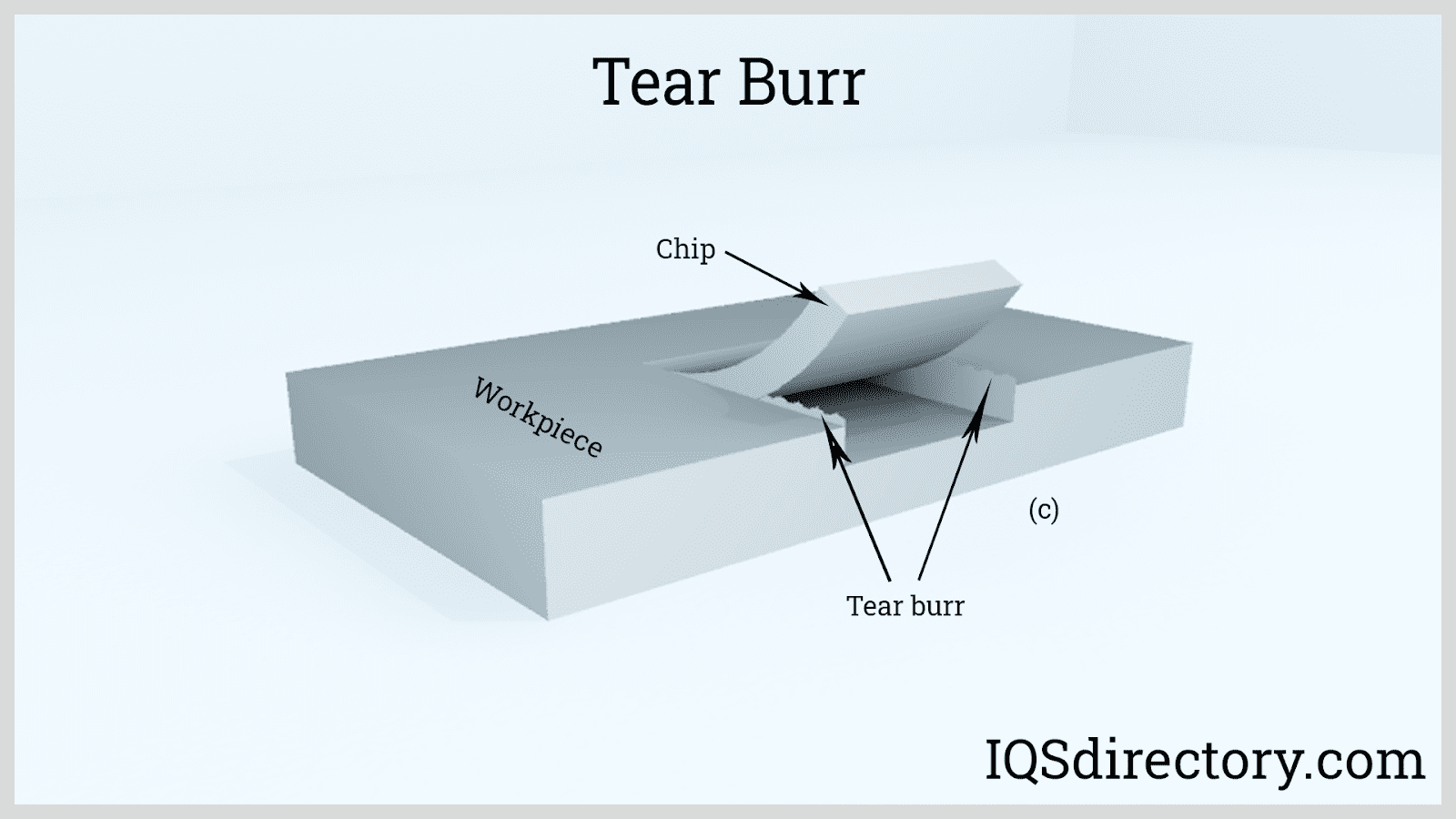
Tear Burr:
Tear burrs er side-burrs som oppstår når kuttdelen er plastisk deformert i stedet for helt skåret. Dette observeres i stanseprosesser hvor en skarp, skrå kant er igjen langs konturen til det stansede hullet. Dette er materiale som rives løs fra arbeidsstykket.
-
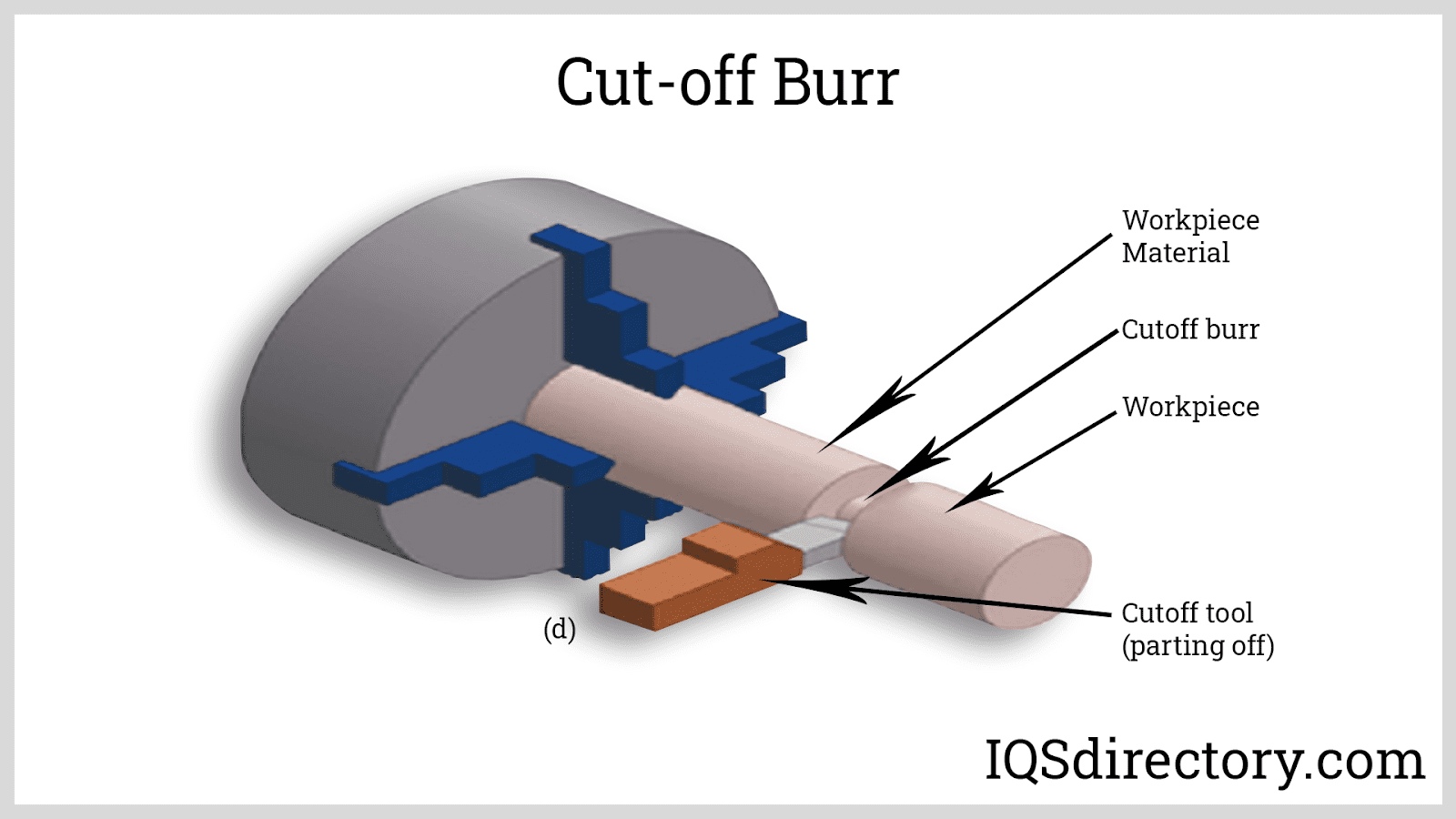
Cut-off Burr:
Cut-off burr er et resultat av gjenværende materiale som kuttet delen skiller eller faller av fra hoveddelen. Dette kan være en positiv eller negativ burr. Cut-off grader er for det meste observert på sag kutt og automatiske skrue maskin deler. Disse typer burrs forhindres ved å støtte begge sider riktig til kuttet er ferdig.
-
Termiske Grader:
Disse typer grader er vanligvis referert til som slagg, sprut, eller slagg. Slagg er et resultat av herdet smeltet metall fra sveising, plasma og laserskjæring. Slags har forskjellige mekaniske egenskaper enn grunnmetallet på grunn av restspenninger forårsaket av oppvarming og ukontrollert kjøling. Slagg kan vanligvis chip – off gjennom manuell makt børsting, men i noen tilfeller, sliping er nødvendig.

Kapittel 4: Deburring Prosesser
Deburring er gjort i en rekke metoder som avhenger av materialet, del geometri, størrelse og plassering av grader, produktvolum og kostnader. Manuelle og mekaniske avgradingsoperasjoner er konvensjonelle metoder for avgrading. Elektrokjemisk, termisk energi og kryogen er ikke-konvensjonelle metoder for spesifikke avgradingsapplikasjoner. Nedenfor er vanlige deburring prosesser og fordelene og anvendelser av hver.
-
Massebehandling:
denne metoden benyttes når det er en stor mengde deler / komponenter som må ferdiggjøres, som kan kjøres som batchsystemer eller som kontinuerlige systemer og kan utføres som tørre eller våte prosesser (avhengig av materialet til produktene som er ferdig). Massebehandling krever en innledende investering av tid og materialer for å bestemme den nøyaktige massebehandlingsoppskriften som kreves for dine behov, men vil spare tid, penger og manuell arbeidskraft i det lange løp. Noen eksempler på masse etterbehandling utstyr inkluderer roterende vibratorer, kontinuerlig flyt installasjoner, dra etterbehandling maskiner, høy-energi disk systemer, og badekar vibratorer.
-
Manuell Avgrading:
denne metoden refererer til avgrading operasjoner som bruker håndholdte eller mekanisert verktøy som bruker verktøy som avgradere, kverner, børster, filer, sanders, og så videre. Denne prosessen er “lokalisert” – noe som betyr at den ikke påvirker hele delen. Dette brukes på steder der det er høy toleranse for dimensjonsvariasjoner, siden parametrene for manuell avgrading ikke kan defineres perfekt. In-house tid standarder er utviklet av de fleste produsenter og produsenter. Imidlertid løser disse ikke problemet med konsistensen av prosessen. Denne prosessen er treg og er vanligvis gjort på slutten av produksjonslinjen gjør noen feil kostbare for produsenten. Nedenfor er noen av de typer manuelle avgrading metoder.

-
Børsting:
Børster laget av metallfilamenter eller tynne ledninger festet til en roterende plate brukes til å skrape av burrs langs kantene på kuttet. Dette er en rask og relativt lav kostnad metode, men er begrenset av konsistensen av avgrading handling. Intensitet avhenger av filament diameter, fri lengde konfigurasjon, tekstur, tetthet, materialtype, plate bredde, vinkelhastighet, og kontakt.
-
Sliping Eller Limt Slipende Etterbehandling:
denne metoden bruker slipemidler som aluminiumoksid, silisiumkarbid og zirkoniumforbindelser bundet til ark, belter, pads, hjul og skiver. Mekanisert stempel eller roterende handling av slipemidler fjerner materialer som er hevet fra overflaten av arbeidsstykket. Slipemidler kan variere grader fra grov til eksepsjonelt fin avhengig av dimensjonene på materialet som skal fjernes, ønsket overflatefinish, og program.

-
Metallplater Kanter:
Metallplater kanter maskiner har små slipeskiver eller klemme ruller som jevner kantene av metallplater med ulike tykkelser fra 0,025 til 0,25 inches. Metallplater kanter maskiner er stasjonære der metall blir matet manuelt eller automatisk. Noen maskiner kan deburr topp – og bunnflater og kan også lage chamfers eller fileter. For et sett med flere valser, trykket som utøves på hver valse par gradvis tvinger grader og hevet kanter over, under, eller inn i metallplater. Trykkkreftene må imidlertid kontrolleres nøye, spesielt på myke og formbare materialer, da disse kan deformere eller spenne under rulletrykk.
-
Robotisk Avgrading:
dette innebærer et avfasnings -, slipings-eller avgradingsverktøy montert på en robotarm. Siden den største ulempen ved manuell avgrading er inkonsekvens, langsom omsetning og arbeidsintensivitet, løser robotavgradering disse problemene ved å eliminere den menneskelige faktoren. Roboter kan utføre repeterbare bevegelser konsekvent og raskt. CNC-programmering tillater operatører å legge inn forhåndsdefinerte bevegelser og andre parametere som kraft og verktøyhastighet. Til tross for de større startkostnadene er robotic deburring gunstig på lang sikt på grunn av de reduserte driftskostnadene. Videre er robotsystemer en mye tryggere prosess enn manuell.
-
Mekanisk Avgrading:
Mekanisk avgrading benytter maskiner for å utføre en generell avgrading på arbeidsstykket. Operatøren har mindre kontroll over aggressivitet og lokalisering av avgrading handling, sammenlignet med manuell avgrading. Manuell, robot, og vannjet avgrading er også ansett som mekanisk på grunn av arten av slitasje søknad. Eksempler på mekaniske avgradingsmaskiner er som følger.
-
Fat Tumbling:
Fat tumblers er en av de mest økonomiske avgrading maskiner i forhold til driftskostnader. Dette utstyret fjerner ikke bare burrs, men det polerer også overflatene på delen. Maskinen fungerer ved å laste en del eller flere deler inn i et kammer eller” fat ” sammen med slipemediet. Spesielle forbindelser blir også tilsatt avhengig av materiale og overflatefinish. Dette er vanligvis en batchoperasjon, men in-line batchbehandling og single-pass-behandling er også tilgjengelig. Tønne tumbling kan deles inn i våt og tørr tumbling.
-
Våt Tumbling:
i våt tumbling lastes vann som fungerer som smøremiddel og hjelper til med å vaske ut rester for å forbedre avgradingseffektiviteten. Vannnivået påvirker hastigheten på bearbeiding og finhet av overflatefinishen. Forbindelser designet for å arbeide med keramiske eller plastmedier legges også til vannet. Disse forbindelsene gir korrosjonsbestandighet, renslighet, kosmetisk finish, glans og andre ekstra overflatekvaliteter. Forbindelser forbedrer også avgradingsoperasjonen ved å fjerne oljer, forlenge levetiden til slipemediet og eliminere skumdannelse fra plast og syntetiske medier.
bruk av vann og flytende forbindelser viser seg å ha mange fordeler. Det er imidlertid også ulemper som avløpsvannforurensning og ukontrollerte reaksjoner med væsker som brukes i oppstrøms operasjoner.
-
Tørr Tumbling:
som navnet antyder, bruker denne prosessen bare tørre medier som sand og tørket organisk materiale. Bruk av sand forbedrer ikke bare polering, men fungerer også på samme måte som vann i våt tumbling. Sand bærer rester og forhindrer dem i å legge seg inn på overflaten av delen. Organisk materiale, derimot, er mer absorberende enn sand som kan fjerne smuss og oljer. Organiske materialer som brukes er mais cob grits, valnøtt skall grits, og tre plugger.
Bruk av tørre medier har ikke ulempene med våte tumbling forbindelser; imidlertid er prosessen relativt langsom. Tyngre slipende sammensetning har en tendens til å ha en kortere behandlingstid. Tørre slipemidler er lettere enn deres flytende motstykker og tar vanligvis omtrent to ganger lengre tid å produsere den samme avgradingseffekten. På grunn av dette er tørr tumbling vanligvis ikke aktuelt for storvolumproduksjon.
en spesiell konfigurasjon av en fat tumbler er en sentrifugal tumbler. Dette består av en rekke to eller fire tumblers montert på et tårn. Tårnet roterer i en retning som fører til at fatene roterer i motsatt retning. Hver fullstendig rotasjon av tårnet representerer en rotasjon av fatene. Å dreie tårnet raskt nok forårsaker sentrifugalkrefter større enn tyngdekraften som skal påføres på fatene. Dette skaper større slipende krefter som resulterer i raskere avgradingstider.
-
-
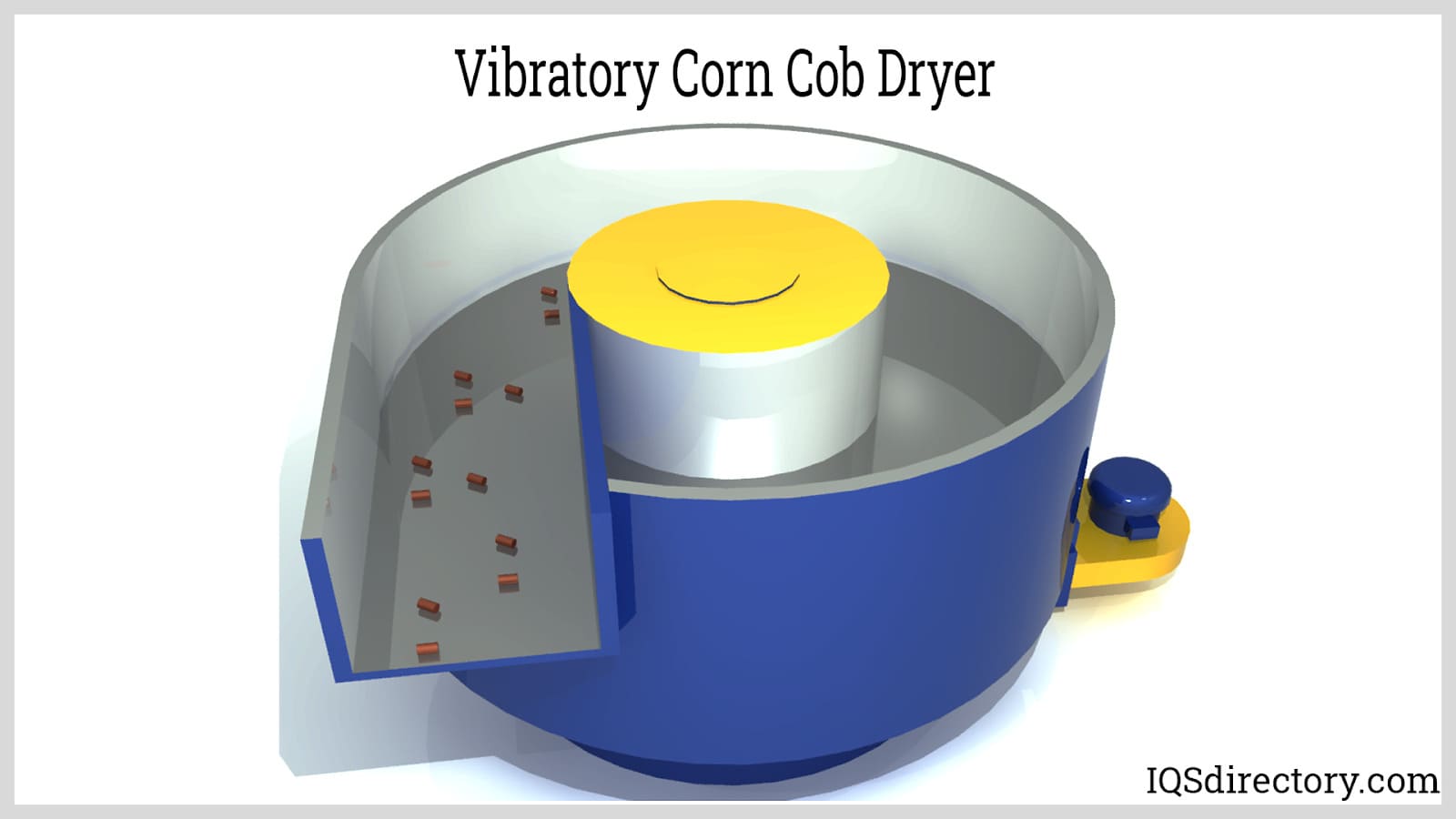
Vibrerende Deburring:
Vibrerende deburring maskiner ligner deburring fat tumblers der delene er lastet inn i et kammer sammen med slipemiddel og andre ekstra forbindelser. Deres viktigste forskjell er bevegelsen av kammeret. Mens tumblers roterer for å generere agitasjon inne i kammeret, vibrerer denne typen maskin for å generere bevegelse. Kammeret er montert på fjærer eller spjeld som isolerer bevegelsen fra fundamentet. En off-center roterende vekt er festet som rister innholdet i kammeret. Ulike konfigurasjoner er tilgjengelige som kar, sirkulære boller eller trough maskiner. Valg av konfigurasjon avhenger av geometrien til delen og dens anvendelse.

-
-
Vannjet Avgrading:
denne prosessen benytter slagkraft av høy hastighet vannstråler å erodere grader og rusk fra arbeidsstykket. Vannstråler ER CNC kontrollert, ligner tooled robot systemer. Vannstråleavgrading bruker lavere trykk sammenlignet med vannstråleskjæring for å forhindre skade på delen. Dermed fjerner den bare tynne og løst festede burrs. Større grader kan ikke lett fjernes uten å skade kantene. Den største fordelen med å bruke vannstråler er at den kan nå funksjoner som er utilgjengelige for vanlige avgradingssystemer. Det resulterende produktet er også fri for oljer og rusk.
-
Elektrokjemisk Deburring:
Dette er en deburring prosess som utnytter prinsippene for elektrolyse. Elektrolyse akselereres i områder med små interelektrode hull. I mellomtiden er det forhindret i områder med isolasjon mellom elektroder. Det katodiske verktøyet er formet som et negativt av arbeidsstykket. Dette brukes til å fokusere elektrolyse på regioner der burrs ligger. Arbeidsstykket er festet til kretsen og fungerer som en anode. For å fullføre kretsen tilsettes en elektrolytt som overfører ladning mellom verktøyet og arbeidsstykket. Deler av verktøyene er isolert for å forhindre oppløsning av andre overflater. Denne metoden er egnet for avgrading vanskelig å maskin geometrier og dårlig bearbeidbare, men ledende materialer. Også, det er ingen verktøy slitasje. En ulempe for denne prosessen er imidlertid den vanskelige avløpsvannbehandlingen siden den bruker miljøskadelige kjemiske forbindelser.

-
Termisk Deburring:
denne prosessen er også kjent som termisk energi metode. I denne prosessen blir arbeidsstykket utsatt for varme korrosive gasser i en svært kort periode. En termisk sjokkbølge genereres som raskt fordamper burr. Resten av arbeidsstykket er upåvirket på grunn av det lave forholdet mellom overflate og masse og kort eksponeringstid. Små mengder metaller som burrs og hevede kanter sublimerer siden de ikke klarer å spre den intense varmen til de omkringliggende delene. Termisk avgrading er effektiv på materialer med lav varmeledningsevne som lett kan oksidere.
-
Kryogen Avgrading:
Kryogen avgrading gjøres for det meste på presisjonsplastdeler som har iboende slagfasthet. I denne prosessen blinker flytende nitrogen inn i et kammer som inneholder delene som skal deburred. Blinkingsprosessen avkjøler kammeret nær glassovergangstemperaturen til delmaterialet. Dette sprøler burrene og blinker, men er ikke nok til å endre egenskapene til resten av delene. Delen, sammen med slipemediet, tumbles i kammeret.
-
Slipende Og Mikro-slipende Sprengningsarbeid:
denne prosessen innebærer å påvirke overflaten med slipemiddel for å fjerne eventuelle ujevnheter i overflaten. Slipende sprengningsarbeid brukes til å fjerne større grader og opprette en nødvendig tekstur og overflateruhet vanligvis for utstyr som brukes i væske klipping programmer. Mikro-slipende sprengningsarbeid er mer presis i å skape jevnere overflater uten å skade eller endre dimensjonsnøyaktigheten av delen. Denne prosessen bruker meget fine slipemedier som aluminiumoksid, glassperler og plastmedier og en miniatyrdyse for å produsere en kontrollerbar slipestråle som kan målrette og fjerne mikron av materiale. Mikro-slipende sprengningsarbeid brukes til høyverdige presisjonsdeler.
Kapittel 5: Deburring Media
det finnes ulike typer slipemedier tilgjengelig i markedet. Vanlige slipemedier er keramikk, stål, plast og organiske forbindelser. Disse materialene er tilgjengelige i en rekke former og størrelser avhengig av geometrien til delen. Deburring media ikke bare riper og kutt, men det fungerer også som en pute hindre ulike deler fra impinging hverandre.
-
Keramiske Medier:
Keramikk kan deburr ulike typer metaller og plast. Avhengig av sammensetning, tetthet og geometri, kan den gi forskjellige overflater ved varierende skjærehastigheter. Også, siden de fleste keramikk har en iboende hardhet, er de ekstremt holdbare ved avgrading av harde metaller.

-
Stålmedier:
stålmedier brukes til lett avgrading og brenning. De har en høy startkostnad, men er mye brukt på grunn av deres minimal slitasje og ekstrem renslighet.

-
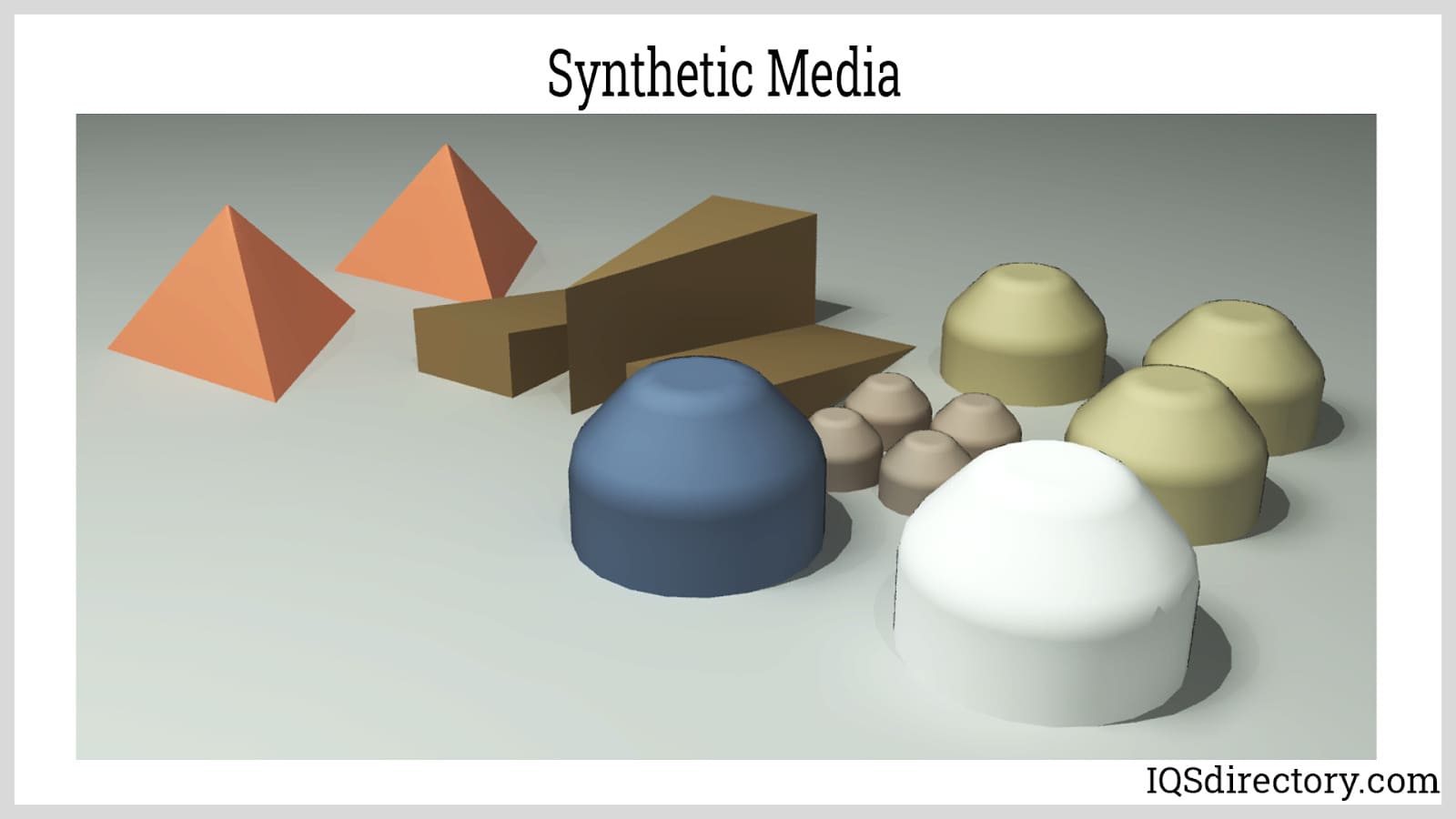
Syntetiske Medier:
Syntetiske stoffer består av 50 til 70% slipemidler etter vekt. Slipemidler kan være alumina, emery og silisiumkarbid. Slipemiddelet er innebygd i et mykere materiale. Når det mykere materialet eroderer, blir slipemiddelet eksponert som deretter deburrs delen.
-
Plast Media:
Plast kan formuleres for å betjene spesifikke applikasjoner. De er tilgjengelige som lav tetthet som brukes til generell avgrading, eller høy tetthet som er for både jernholdige og ikke-jernholdige metaller.

-
Organiske Medier:
Eksempler på disse er valnøtt og maiskolbe. Organiske medier brukes til tørkeformål, siden de lett kan absorbere vann og olje.

Konklusjon:
- Avgrading er en sekundær operasjon av en bearbeidingsprosess som forbedrer den endelige kvaliteten på produktet ved å fjerne hevede kanter og uønskede materialstykker, kjent som burrs, igjen av de første bearbeidingsprosessene.
- Burrs produserer flere problemer som feil passform og montering av deler, redusert deleliv på grunn av tretthet og korrosjon, sikkerhetsfarer og redusert estetikk.
- Burrs er klassifisert i henhold til formasjonsmekanismen. Klassifiseringene Er Poisson, roll-over, tear, cut-off og thermal burrs.
- Avgrading gjøres i en rekke metoder som avhenger av materiale, delgeometri, størrelse og plassering av grader, produktvolum og kostnad. De mest populære avgraderingsmetodene er manuelle og mekaniske.
- Manuell avgrading innebærer børsting, sliping og rulling. Handlingen gjøres enten for hånd eller med drevne maskiner.
- Mekanisk avgrading bruker tumblere og vibrasjonsmaskiner. Disse maskinene utfører generell avgrading på arbeidsstykket.
- for masseavgrading (tumbling og vibrerende) brukes slipemedier. Disse kan være keramikk, stål, plast og organiske forbindelser.
FÅ DIN BEDRIFT OPPFØRT NEDENFOR
Leave a Reply