basis van het ontwerp van de persgereedschap: Plaatstempelproces
het persgereedschap ( algemeen bekend als matrijzen) is een samenstel van matrijzen, punch, punchplaat, Punch backplate, stripperplaat, enz. voor de productie van plaatwerkcomponenten / gestempelde onderdelen van de platte metalen plaat.
voor meer informatie over persgereedschap: plaatstempelen.html
Werkterminologie van de pers
voordat u het gereedschap voor het stempelen van plaatstaal ontwerpt, moet u de configuratie en componenten van het gereedschap begrijpen. De pers tool bestaat uit Punch/ ponsen, sterven, Punch plaat, back-up plaat, Stripper, ejectors veel meer componenten. Om de belangrijkste componenten van de pers en matrijzen beter te begrijpen, kijk maar eens naar de gegeven figuur.
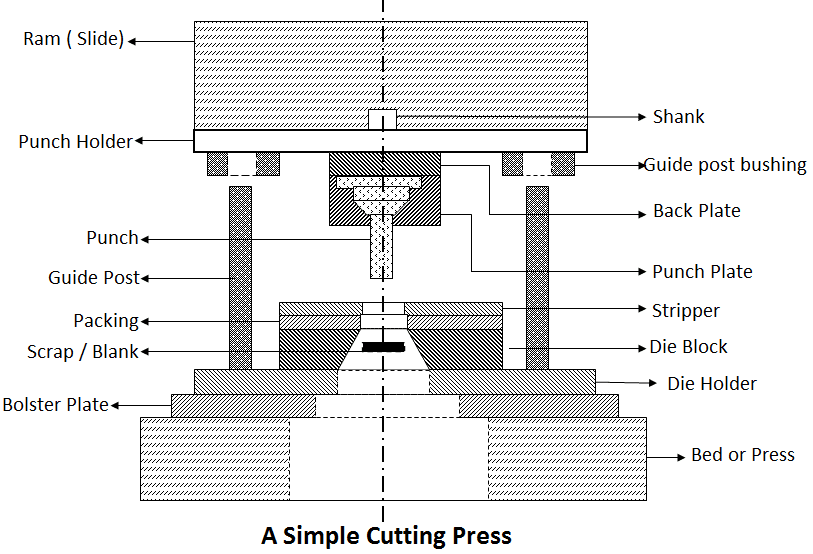
Ram (Slide): Bewegende component van de pers die de mechanische of hydraulische kracht overbrengt van het vliegwiel /hydraulisch systeem naar de persgereedschap voor plaatstempelen.
schacht: de schacht wordt gebruikt als onderdeel voor het installeren van de bovenste matrijs in de schuif van de persmachine.
Punch Holder (bovenste schoen): dit is het bovenste deel van de matrijzenset dat geleidingspost duwen bevat. Het hele bovenste gedeelte (bevat over het algemeen Punch, punch plate) van de matrijs set is gemonteerd op de bovenste schoen.
Die houder (Onderschoen): dit is het onderste deel van de die set die geleidingspost bevat. Het hele onderste gedeelte (meestal bevatten matrijs, stripper) van de matrijsset is gemonteerd op de bovenste schoen.
Back-upplaat: de back-upplaat wordt zo geplaatst dat de druksterkte op de ponshouder niet te hoog wordt. Het wordt ook wel Punch backplate en drukplaat.
Ponsplaat: de functie van de ponsplaat is om de ponsplaat in de juiste relatieve positie te houden. De punch plate past nauw over het lichaam van de punch. Het wordt ook wel Punch Retainer.
Punch: Dit is het belangrijkste onderdeel van de matrijzenmontage, die direct of indirect wordt bewogen door druk ram of dia. Punch en sterven handelen samen om een gestempeld deel te maken.
Bed: het bed is het onderste deel van het persframe dat dient als tafel waarop een steunplaat is gemonteerd.
steunplaat :dit is een dikke plaat die aan het bed is bevestigd en die wordt gebruikt om & de matrijzenset te lokaliseren.
Die: Die is een vrouwelijk onderdeel van het blok/persgereedschap voor het produceren van het gegeven werk in een pers. Sterven en punch werken samen om de gewenste vorm product te maken.
Stripper: Een stripper wordt gebruikt om de metalen strip van een punch of sterven strippen.
Geleidingspost & Geleidingspost: deze twee componenten van het persgereedschap leiden de matrijsset om de uitlijning tijdens de operatie te behouden. Goed gesmeerd en gepositioneerd, verbeteren ze de werking van het gereedschap en dragen bij aan het produceren van kwaliteitsproducten. Dit wordt ook wel een pilaar die set.
Sluighoogte: de afstand tussen de bovenzijde van het bed en de onderkant van de glijbaan, met de slag naar beneden en de instelling naar boven.
lijn: de afstand van de beweging van het Ram van de op-tot de neerstand. Het is over het algemeen constant voor mechanische persen, maar variabel voor hydraulische persen.
Metalen stempelen Druk op Tools Componenten
Druk op de toets Gereedschap componenten kunnen worden verdeeld in de volgende categorieën:
- Structurele Componenten
- Werkende Componenten
- Begeleiden of Componenten
- Strippen Componenten
- de Bevestiging van Onderdelen
- invoercomponenten
Structurele Componenten
Druk op de toets gereedschap Componenten holding werkende componenten aan elkaar en de pers. Zoals bovenschoen, Onderschoen, schacht.
Werkcomponenten
onderdelen die daadwerkelijk deelnemen aan het vormen van het gewenste gestempelde vormdeel. Zoals Punch & Sterven.
geleidings-of Plaatsbepalingsonderdelen
Geleidingsonderdelen zorgen voor een nauwkeurige uitlijning van de bovenschoen met de onderschoen tijdens de operatie. Guidepost sets en plugpennen zijn voorbeelden van het begeleiden van componenten.
strippen van onderdelen
onderdelen die niet-afgewerkte stukken en schroot van de perforator verwijderen of strippen wanneer de bewerking voorbij is. Zoals Stripper, pinnen eraf duwen, uitwerpen, Knock-Outs.
bevestigingselementen
bevestigingselementen houden alle delen van het persgereedschap samen als eenheid. Zoals Punch Plate, Matrijzenblok, allemaal Bevestigingsmiddelen.
Invoerbestanddelen
Invoerbestanddelen voer de blanco of metalen plaat naar het stempelstation. Deze componenten helpen om de productiesnelheid te verhogen.
het vereiste van het ontwerp van persgereedschap
bij het ontwerpen van een persgereedschap en het selecteren van de pers voor een bepaalde taak moeten de volgende factoren in aanmerking worden genomen: :
- dikte van het onderdeel
- vereiste vermogen
- uit te voeren soort bewerking
- No. van uit te voeren werkzaamheden
- totale werkomvang
- werksnelheid.
het ontwerp van persgereedschap moet geschikt zijn voor het type productie, d.w.z. massaproductie, kleine of grote partij. Persgereedschap moet aan de volgende eisen voldoen:
- de persgereedschappen moeten zorgen voor de vereiste output, veilige werking & gemakkelijk onderhoud.Persgereedschap moet zodanig worden ontworpen dat mogelijke standaardcomponenten worden gebruikt voor de vervaardiging van producten.
- persgereedschap moet worden ontworpen voor een maximaal gebruik van materiaal en personeel.
- werkende delen van het persgereedschap moeten sterk, duurzaam en vervangbaar zijn wanneer ze versleten zijn.
- de maatnauwkeurigheid en de oppervlakteafwerking moeten binnen de toleranties liggen.
ontwerp van persgereedschap
het stempelen van plaatstaal is een zeer snel en nauwkeurig productieproces. Maar wat als, press tool werkt niet efficiënt of het duurt veel meer bewerkingen om gestempelde onderdelen te produceren. Het is dus erg belangrijk om een zuinig en tijdbesparend persgereedschap te ontwerpen.
stappen voor het ontwerpen van een gereedschap of matrijs voor het stampen van plaatstaal.
- De berekening van de benodigde kracht ( Druk op toets tonnage)
- Selectie van druk op
- Bepaling van de gesloten hoogte van de tool
- computing sterven dikte en de marges ( Minimale doorsnede)
- Tekening strip lay-out en het vergelijken van materiaal gebruik
- Ontwerp van het vinden van elementen
- Selectie van Hardware
- Tekening sterven plan ( Pijler stelt, Punch hoogte en montage)
- Identificeren van het centrum van de druk en het controleren van afval verwijdering
- Tekening-Details
Wat is de Strook Lay-out?
de materiaaleconomie is zeer belangrijk bij het stempelen van plaatstaal. Aangezien de blanking de eerste bewerking is, kan de grondstoffeneconomie worden beïnvloed door het gebruik van de meest economische strip lay-out die het hoogste gebruik van het materiaal kan geven. Over het algemeen, press tools ontwerpers tekenen ten minste vijf strip lay-outs voor de computer en vergelijken hun materiaalgebruik voordat het ontwerpen van de pers tool.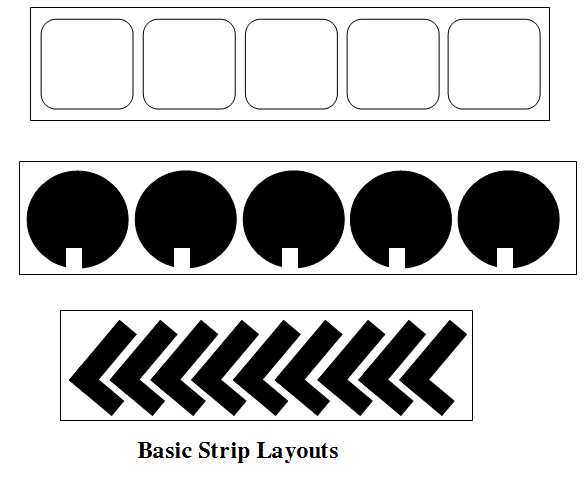
Strip lay-out voor blanco letters L, T of U kan economisch worden geproduceerd door omgekeerde lay-outs, zoals weergegeven in de volgende afbeelding. 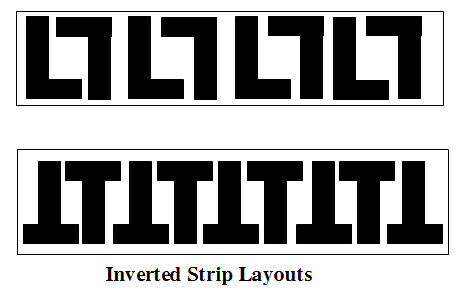
Het materiaal gebruik voor strip lay-out kan worden berekend uit de volgende formule–

OF

Theorie van de Druk op Tool Stempelen Proces
Blad verspanende bewerkingen in een stempelen werk is een knipproces. Als de punch het plaatwerk raakt en naar beneden beweegt, duwt het materiaal in de matrijsopening. Het materiaal wordt onderworpen aan zowel druk-als trekspanningen. Deze spanningen zullen het hoogst aan de randen van de matrijs en punch en materiaal zal benadrukken dan de elastische limiet en beginnen te kraken daar.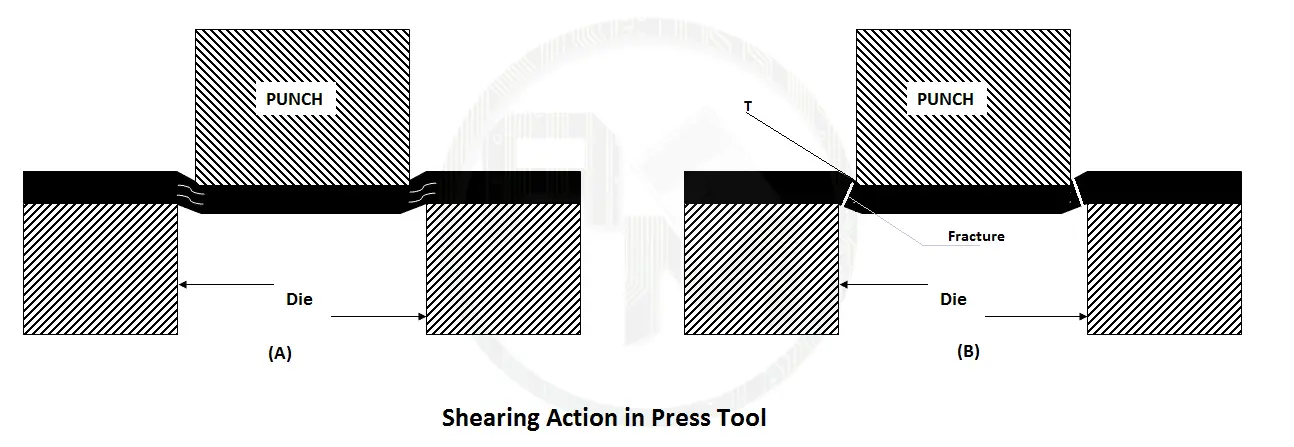
3 stappen van knippen of breuk bij het snijden van plaatstaal.
- benadrukt het materiaal boven de elastische grens.
- plastische vervorming ten gevolge van oppervlakvermindering
- fracturering begint in een kleiner oppervlak.
krachten dispositie
de krachten die bij het afknippen worden ontwikkeld, worden weergegeven door een driehoek zoals weergegeven in onderstaande figuur. De verticale afschuifkracht en de horizontale zijdelingse kracht worden weergegeven door respectievelijk V en H. De resulterende kracht wordt weergegeven door R.
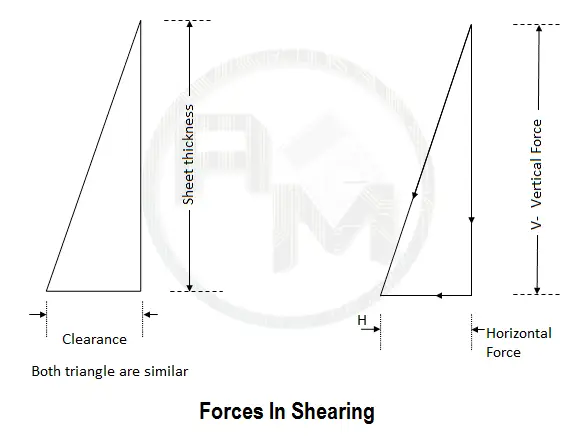
verticale kracht
de waarde van verticale Component V hangt af van het te knippen oppervlak en de afschuifsterkte van het te snijden materiaal. Afschuifoppervlak is een veelvoud van de lengte van snede en plaatdikte.
horizontale kracht
de waarde van horizontale of zijdelingse kracht H hangt af van de vrije ruimte. De horizontale kracht kan worden uitgedrukt in verticale krachtpercentage. Dit percentage is hetzelfde als het opklaringspercentage.
voor het perfect knippen/snijden van plaatstaal moet de vrije ruimte in de juiste hoeveelheid zijn.
Wat is Drukgereedschap Clearance?
de hoeveelheid ruimte tussen de snijkant en de snijkant staat bekend als speling. Voor een beter begrip, “speling is de hoeveelheid extra ruimte die nodig is in het gat van de matrijs om de punch te passeren om een gat in het materiaal punch”.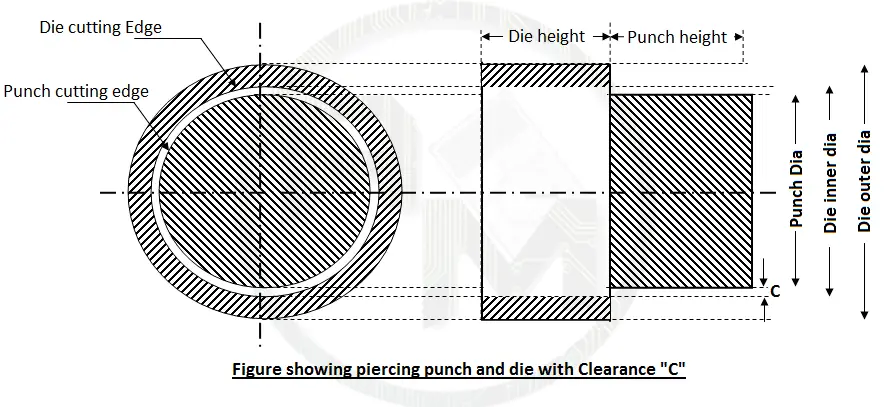
belang van een goede speling van het persgereedschap
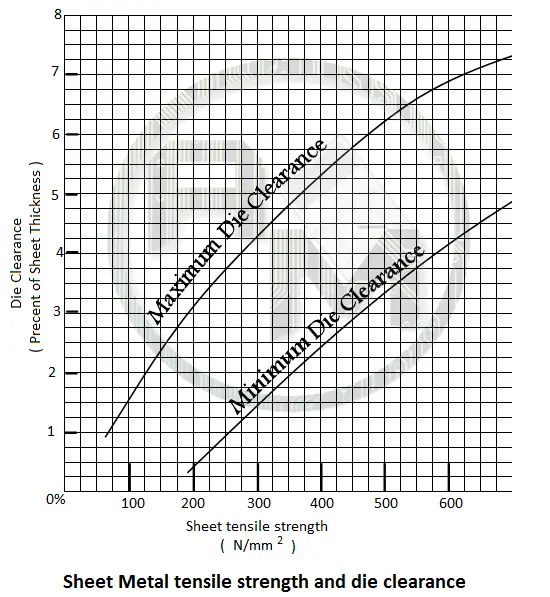
speling speelt een belangrijke rol bij alle snij-en vormbewerkingen. De matrijspeling is afhankelijk van het werkmateriaal, het varieert van twee tot tien procent van de dikte van het werkblad. Nodulair materiaal moet minder matrijspeling hebben anders zou zacht materiaal in de opening worden getrokken en harder materiaal heeft meer matrijspeling nodig voor een goede afschuifwerking.
overmatige speling veroorzaakt meer braam op de geschoren plaat, terwijl minder speling de braam vermindert, maar het beschadigt ook de randen van de matrijs en punch. Dit resulteert in frequente resharpening van de matrijs en de punch en vermindert de levensduur van de persgereedschap.
het bereik van de vrije ruimte voor verschillende materialen voor het stempelen:
merk op dat de vrije ruimte wordt gespecificeerd in het percentage van de plaatdikte. Voor een dicht snijprofiel, zou er een matrijs ruimte tussen de matrijs en punch rondom in profiel.
de vrije ruimte voor verschillende materialen

Opmerking: Het is niet mogelijk toleranties te verkrijgen dan de vrije ruimte voor onderdelen, zodat het noodzakelijk is een extra scheeroperatie uit te voeren voor zeer nauwkeurige werkzaamheden.
vrije ruimte voor ponsgereedschap
het gat in de plaat is taps toelopend, met een minimale opening die gelijk is aan de grootte van de Pons. De maximale grootte van het gat aan de onderkant van het blad is afhankelijk van de breedte van de matrijsopening. Aangezien de minimale grootte belangrijk is bij het piercen/ ponsen, wordt de punch gelijk gemaakt aan de gatgrootte.
de vrije ruimte op de stansvloer is groter dan de grootte vermeld op de tekening van het onderdeel.
bijvoorbeeld
het doorboren van een gat van ∅ 20 mm op een MS-plaat van 2 mm dik.
De perforatiediameter is gelijk aan de gatengrootte, d.w.z. 20 mm.
Speling bij 2,5% van de plaatdikte = 2,0 x 0,025
.05 0,05 aan elke zijde
Die boring = 20 + 2 x 0,05 = ∅ 20,10 mm
speling voor Blanking press tool
het blanco profielblad is ook taps toelopend, met minimale grootte aan de onderkant en maximale aan de bovenkant. De maximale grootte van het gat aan de onderkant van het blad is afhankelijk van de matrijsopening. Aangezien de minimale grootte belangrijk is bij het piercen/ ponsen, wordt de punch gelijk gemaakt aan de gatgrootte.
de maximale afmetingen van de blanco ‘ s mogen niet groter zijn dan de in de tekening van de onderdelen vermelde afmetingen. Dus in blanking de stansuitsnede is gelijk gemaakt aan de stans profiel gat en de punch moet minder aan elke kant door de grootte van de speling.
bijvoorbeeld:
Blanking an van ∅ 20 mm blanking sheet uit 2 mm dikke MS sheet.
de diameter van de Matrijs zal gelijk zijn aan de gatgrootte, d.w.z. 20 mm.
vrije ruimte bij 2,5% van de plaatdikte = 2,0 x 0,025
⇒ 0,05 aan elke zijde
⇒ Perforatiegrootte = 20-2 x 0,05 = ∅ 19,90 mm
opmerking: Wat is het verschil tussen ponsen en blanking tools ?
Ans: Stans-en Stansgereedschap zijn beide vergelijkbaar, maar het werkstuk in het stansgereedschap dat blank wordt genoemd en wordt gebruikt voor verder gebruik, terwijl in het stansgereedschap het stuk dat door de matrijs valt, schroot is.
principes
het buigproces verandert de vorm van een platte blanco zodat deze hoekig, gebogen of beide wordt, zonder veel verandering in de dikte.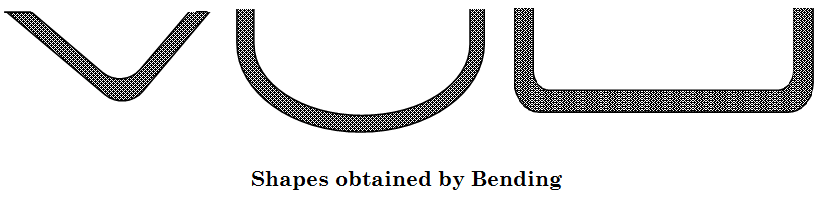 het is een zeer gebruikelijk proces voor het veranderen van platen en platen in kanalen, vaten, enz. Tijdens de buigoperatie is het buitenoppervlak van het materiaal in spanning en het binnenoppervlak in druk. De spanning in het gebogen materiaal neemt toe met een afnemende kromtestraal.
het is een zeer gebruikelijk proces voor het veranderen van platen en platen in kanalen, vaten, enz. Tijdens de buigoperatie is het buitenoppervlak van het materiaal in spanning en het binnenoppervlak in druk. De spanning in het gebogen materiaal neemt toe met een afnemende kromtestraal.
buigradius
de minimumstraal tot welke een blanco kan worden gebogen zonder te barsten, hangt af van het materiaal en de hardheid ervan. De minimale binnenradius is ook afhankelijk van de walsrichting. De stroken moeten zo worden gesneden dat de buiglijnen in de juiste hoek ten opzichte van de korrelrichting liggen.
een plaat is kwetsbaarder voor scheuren in bochten over de korrelrichting. Dus de minimale straal van scheuren over de korrel is ongeveer vier keer de minimale radii voor bocht langs de korrelrichting. Meestal is de richting van de korrels evenwijdig aan de langere zijde van de volledige ongesneden plaat.
Minimumradii voor het buigen van verschillende materialen in de richting van de korrel.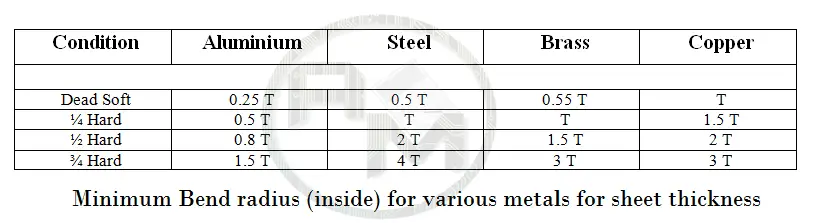
waarbij T = materiaaldikte
Buigtoeslag
wanneer de plaat van het metaal gevouwen of gebogen is, wordt het metaal rond de bocht vervormd en uitgerekt. Als dit gebeurt het krijgt een kleine hoeveelheid van de totale lengte in het gestempelde deel. De Buigtoeslag wordt gedefinieerd als de toegevoegde lengte aan de werkelijke beenlengtes van het onderdeel om een plat patroon te ontwikkelen.
de pootlengte is de lengte van de flens die zich buiten de buigstraal bevindt.
Blanco grootte of ontwikkelde lengte
het is een noodzakelijk stempelprincipe om de lengte van de blanco vóór het buigen te berekenen, omdat een onderdeel meestal leeg is vóór het buigen.
tijdens het buigen worden de aan de binnenstraal grenzende Metaallagen samengedrukt terwijl de aan de buitenstraal grenzende Metaallagen worden uitgerekt. Sommige lagen van de plaat noch comprimeren noch rekken tijdens een buigoperatie genaamd neutraal vlak.
Opmerking: Het neutrale vlak ligt langs het midden van de plaatdikte bij een straal van meer dan tweemaal de dikte. Voor radii minder dan tweemaal plaatdikte ongeveer een derde dikte van de binnenradius oppervlak van de bocht.
bij het berekenen van de blanco lengte of ontwikkelde lengte moet rekening worden gehouden met het verschuiven van het neutrale vlak. 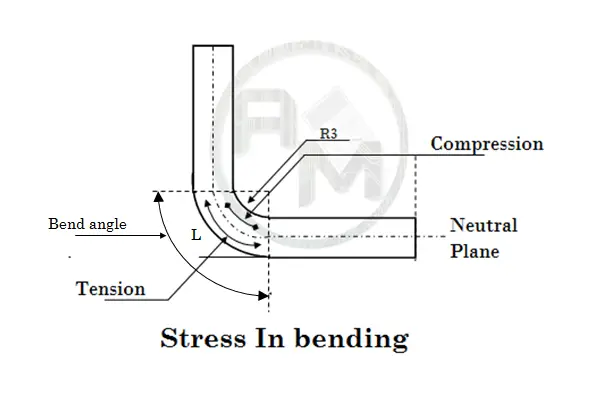 ontwikkelde lengte moet worden berekend langs het neutrale vlak met de volgende formule.
ontwikkelde lengte moet worden berekend langs het neutrale vlak met de volgende formule.


T= plaatdikte
R = buigradius binnen
L= ontwikkelde lengte
a = buighoek in graden
voorbeeld: Bereken de ontwikkelde lengte of blanco lengte voor de volgende onderdelen.
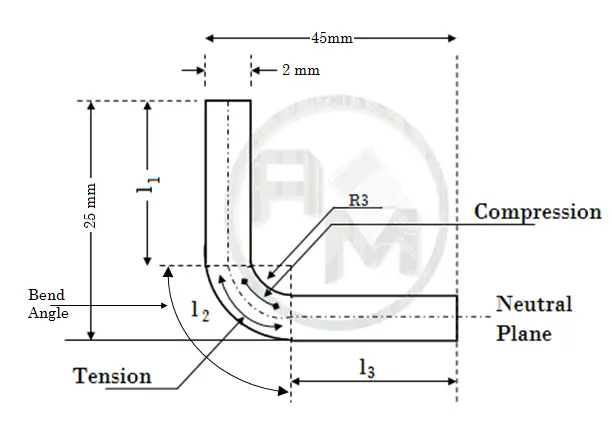
oplossing: de ontwikkelde lengte van het onderdeel heeft twee rechte delen l1 ‘ l2, en gebogen deel l3.
gegeven:
binnenstraal: 3 mm
plaatdikte : 2 mm
So
l1 = 25 – ( plaatdikte + binnenradius ) =25 – 5 =20 mm
l3 = 45 – ( plaatdikte + binnenradius ) =45 – 5 =40 mm
als de binnenradius van de bocht kleiner is dan 4 ( tweemaal de plaatdikte )
l2 = 
= (π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
nu totale ontwikkelde lengte
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
computerondersteund ontwerpen van persgereedschap
door de toenemende vraag naar persgereedschap kan een compact en praktisch CAD/CAM-systeem voor het ontwerpen van persgereedschap de volgende functies automatiseren::
- het controleren van de werkstuk tekening voor de haalbaarheid van de productie van het plaatwerk stempelen proces persgereedschap.
- het vinden van blanco-afmetingen voor buigen, vormen of trekken.
- selectie voor de te gebruiken soorten persgereedschappen.
- het berekenen van materiaalgebruik, spoed, marges en oriëntatie.
- beslissen over de plaatsing van ponsen en schachtcentrum.Berekening van de afschuifkracht en de grootte van de matrijs, stripper, schroeven, pluggen, enz.
- de persmachine en Matrijsset selecteren.
- montagetekeningen en detailtekeningen.
Computer-aided druk op tool ontwerpen bestaat uit diverse modules, zoals werk-stuk controles module, ontwikkeld lengte leeg grootte module, Nesten Module, Strip-Layout module, en sterven ontwerp module. De module van de ontwerpcontrole vindt het centrum van druk, vereiste tonnage, het strippen kracht, afmetingen van ponsen, matrijzen, stripper, stripper en ponsplaten, No. van schroeven, pluggen, veren en knock-out pennen.
de ontwerpmodule maakt de montagetekening met vele lagen voor verschillende persgereedschap-elementen zoals Matrijsblok, matrijsplaat, punch, punchplaat, stripper, stripperplaat, ejector, enz.
Leave a Reply