Ontbramen Apparatuur
neem Contact op met Bedrijven (
vul het volgende formulier indienen van een Aanvraag voor een Offerte naar een van de volgende bedrijven vermeld op
Krijgen Uw Bedrijf Vermeld op deze Pagina Kracht
Inleiding
Dit artikel geeft u een complete gids voor het ontbramen van proces en slijpen machines. U zult meer te weten komen over:
- Wat is ontbramen?
- het belang van ontbramen
- verschillende soorten bramen
- soorten ontbraamprocessen
- en nog veel meer…

Hoofdstuk 1: Wat is ontbramen?
ontbramen is een secundaire bewerking van een bewerkingsproces dat de eindkwaliteit van het product verbetert door het verwijderen van opstaande randen en ongewenste stukken materiaal, zogenaamde bramen, die bij de eerste bewerkingsprocessen achterblijven. Bramen worden gemaakt van knippen, buigen, snijden, piercing en comprimeren van materialen. Deze worden meestal gezien op zachte en nodulaire materialen. Ontbraammachines worden gebruikt om bramen te verwijderen door mechanische, elektrochemische en thermische methoden.

bij het uitoefenen van afschuif-of buigkrachten tot uitval wordt het materiaal aan plastische vervorming onderworpen. Gebieden langs de randen worden gebogen, langwerpig en geëxtrudeerd. Deze rek-en extrusies verschijnen op de snijkanten in het bijzonder op de ingang, zijkanten en uitgang van het gereedschap. De vorming en grootte van bramen zijn moeilijk te voorspellen en te kwantificeren. De afbraamefficiëntie is dus zeer empirisch en is gebaseerd op verschillende productieproeven voordat deze door fabrikanten worden geperfectioneerd.
zoals eerder vermeld, kan ontbramen worden gedaan door middel van verschillende methoden. De meeste van deze processen zijn “globaal”, wat het hele product beïnvloedt. Het punt van toepassing voor globale of algemene ontbraming kan niet worden gecontroleerd. Ontbraamprocessen kunnen de uiteindelijke kwaliteit van het product beïnvloeden door de uiteindelijke afmetingen te wijzigen en het oppervlak te verontreinigen door chemische en schurende resten. Zo moeten ontbramingsprocessen zorgvuldig worden geselecteerd en gecontroleerd om elke wijziging van de gewenste eigenschappen van het product te voorkomen.
de kosten van afbraamprocessen bedragen ongeveer 30% van de productiekosten voor onderdelen met hoge precisie die in lucht-en ruimtevaarttoepassingen worden gebruikt. In automotive toepassingen kost het ontbramen ongeveer 15 tot 20% van de fabricagekosten. Deze stijging van de productiekosten is aanzienlijk, aangezien ontbramen geen intrinsieke waarde aan het product toevoegt.
hoofdstuk 2: Belang van ontbramen
het ontbramen maakt om de volgende redenen nog steeds integraal deel uit van het productieproces:
- Bramen voorkomen dat de juiste pasvorm en assemblage van onderdelen
- Onderdelen zijn gevoelig voor vermoeidheid en barsten door de bramen handelen als nalaten initiatie sites
- Corrosie gemakkelijk ontwikkelt op spleten en braam oppervlakken
- Bramen oorzaak werknemer en end-user gevaren voor de veiligheid
- Bramen daling van de esthetische kwaliteit van het deel

Rand kwaliteit heeft een belangrijke impact op de vorm, de prestaties en de levensduur van een product. Bramen en opstaande randen eisen een tol voor de juiste montage en montage van machineonderdelen. Deze zijn van cruciaal belang voor precisiecomponenten die worden gebruikt in de lucht-en ruimtevaart -, auto-en elektronica-industrie. Afgezien van de juiste pasvorm, parende onderdelen zoals tandwielen, rollen en andere glijvlakken, bramen kunnen botsen en beschadigen van de onderdelen.
producten met bramen hebben een significant kortere levensduur dan delen zonder bramen. Bewerkingsprocessen zorgen voor restspanningen door het uitharden langs de geschoren en gebogen randen. Deze veroorzaken veranderingen in de mechanische eigenschappen in deze gebieden. Gaten, sleuven en inkepingen zijn functies waar stress wordt geconcentreerd. Aangezien bramen een onregelmatiger profiel hebben en zich gewoonlijk aan de buitenste randen van deze eigenschappen bevinden, kunnen bramen als plaatsen van scheurinitiatie fungeren.
thermische en roll-over bramen creëren spleten die plaatselijke corrosie bevorderen. Water, elektrolyten en ander corrosief materiaal kunnen zich ophopen en stagneren in spleten. Ook kan corrosie optreden wanneer de coating niet goed wordt aangebracht. Verhoogde gebieden op het oppervlak van het onderdeel kunnen dunnere coatings hebben in vergelijking met gespoeld oppervlakken.
bramen zijn ook veiligheidsrisico ‘ s, aangezien scherpe randen door drukleidingen en elektrische kabels kunnen doorboren. Ook het hanteren van gebrande randen kan worden geschaad. Scherpe randen worden meestal afgeschuind of uitgestraald om ongewenste snijwonden op personeel en apparatuur te voorkomen.
de beste manier om braamvorming te voorkomen is het werkstuk te vervangen met minder nodulair materiaal. Het gebruik van minder nodulair materiaal zorgt ervoor dat ongewenste delen scheuren of scheiden van het hoofddeel. Meestal is dit echter geen optie, vooral voor toepassingen met strenge materiaalvereisten. Bij het bewerken van nodulaire materialen is braamvorming bijna onvermijdelijk. Hierdoor worden niet-conventionele methoden zoals chemische etsen en laserbewerking gewenste opties. Deze processen hebben echter hun beperkingen op beperkte werkstukdikte en hoge investeringskosten.
vergelijking met tuimelen en afwerken
afwerken, ontbramen en tuimelen zijn termen die worden gebruikt bij secundaire bewerkingen. Afwerking is een brede term die bestaat uit bewerkingen zoals ontbramen, stralen, polijsten, slijpen, coaten, plateren, enzovoort. Ontbramen is een soort afwerking voor het verwijderen van bramen, onregelmatige randen en flitsen. Een methode van ontbramen is door middel van mechanische apparatuur. Mechanische ontbraammachines zorgen voor slijtage door een schurende media die samen met het onderdeel in een kamer worden geplaatst. De kamer wordt bewogen door trilling of tuimelen. Zo, tuimelen is een ontbramen proces dat schurende media en de rotatie van de kamer gebruikt, bekend als een vat, om deel bramen schrapen.
vermeld uw bedrijf hieronder
toonaangevende fabrikanten en leveranciers
hoofdstuk 3: verschillende soorten bramen
naast de indeling van bramen volgens de snijrichting, kunnen bramen ook worden ingedeeld volgens hun vormingsmechanisme. Er zijn vier soorten, namelijk: Poisson, roll – over, scheur, en cut-off bramen.
-
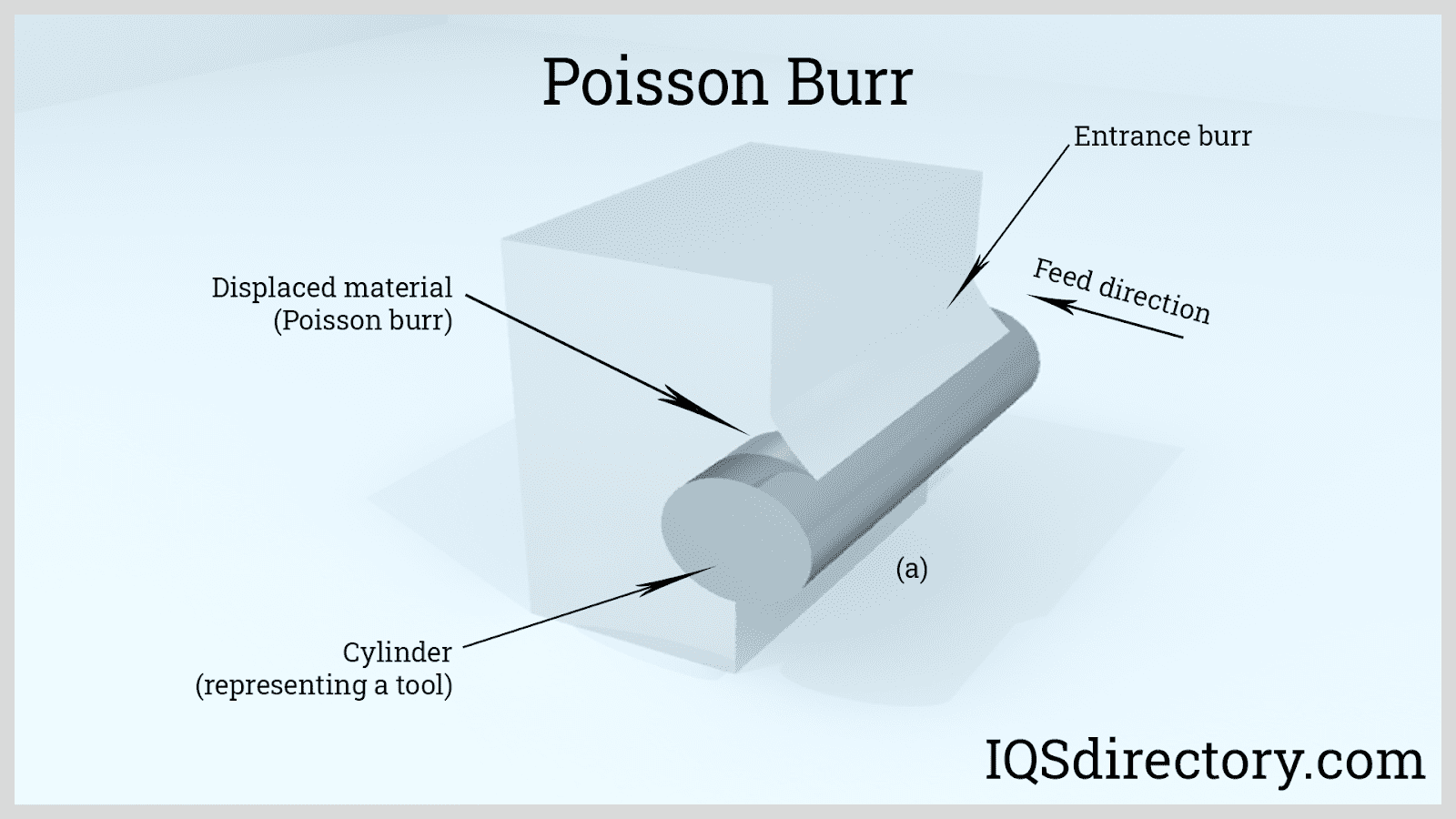
Poisson-Burr:
“Poisson” is afkomstig van de term Poisson-effect, wat betekent dat de richtingen die loodrecht staan op de toepassing van stress worden uitgezet. Het uitoefenen van drukkrachten op het materiaal zorgt ervoor dat de randen van het contactgebied plastisch vervormen en het creëren van bramen verlengen. Tijdens het snijden, als de punt van het snijgereedschap het werkstuk raakt, worden de randen van de snede vervormd door de druk-en afschuifkrachten. Deze vervormingen worden gezien als ingangsbramen die worden gevormd op het ingangspunt van het snijgereedschap.
-
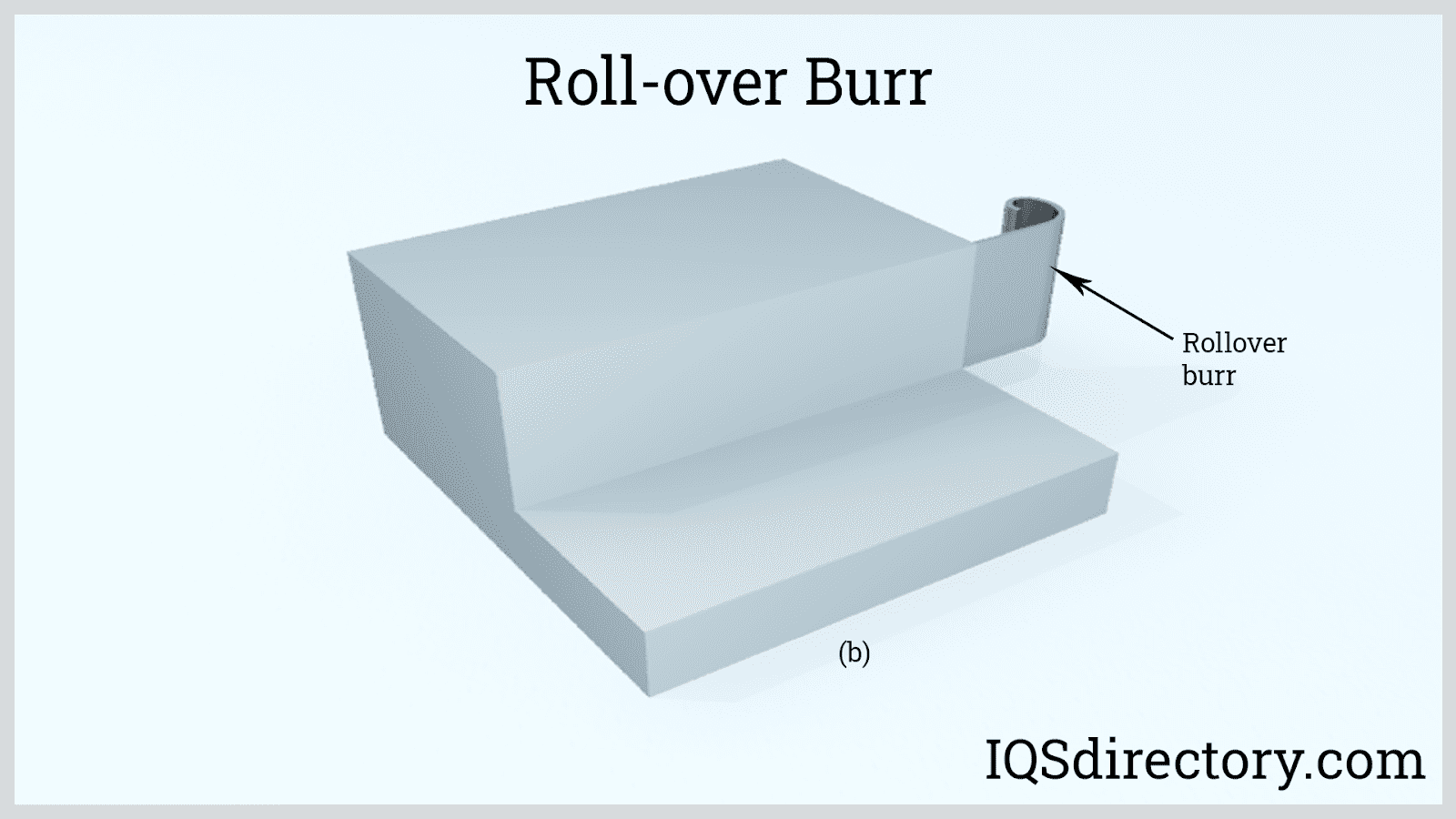
Roll-over Braam:
dit zijn spanen die gebogen zijn in plaats van van het pad van de snijder geschoren. Als het snijgereedschap de snede verlaat, rolt sommige materiaal en gaat samen met het gereedschap. Het materiaal vouwt naar het voer en langs de snijrand. Als het materiaal kneedbaar genoeg is, kan de chip niet gemakkelijk van het onderdeel scheiden. De snijdiepte draagt ook bij aan de vorming van roll-over braam omdat de chip of rol dikker wordt naarmate de diepte toeneemt.
-
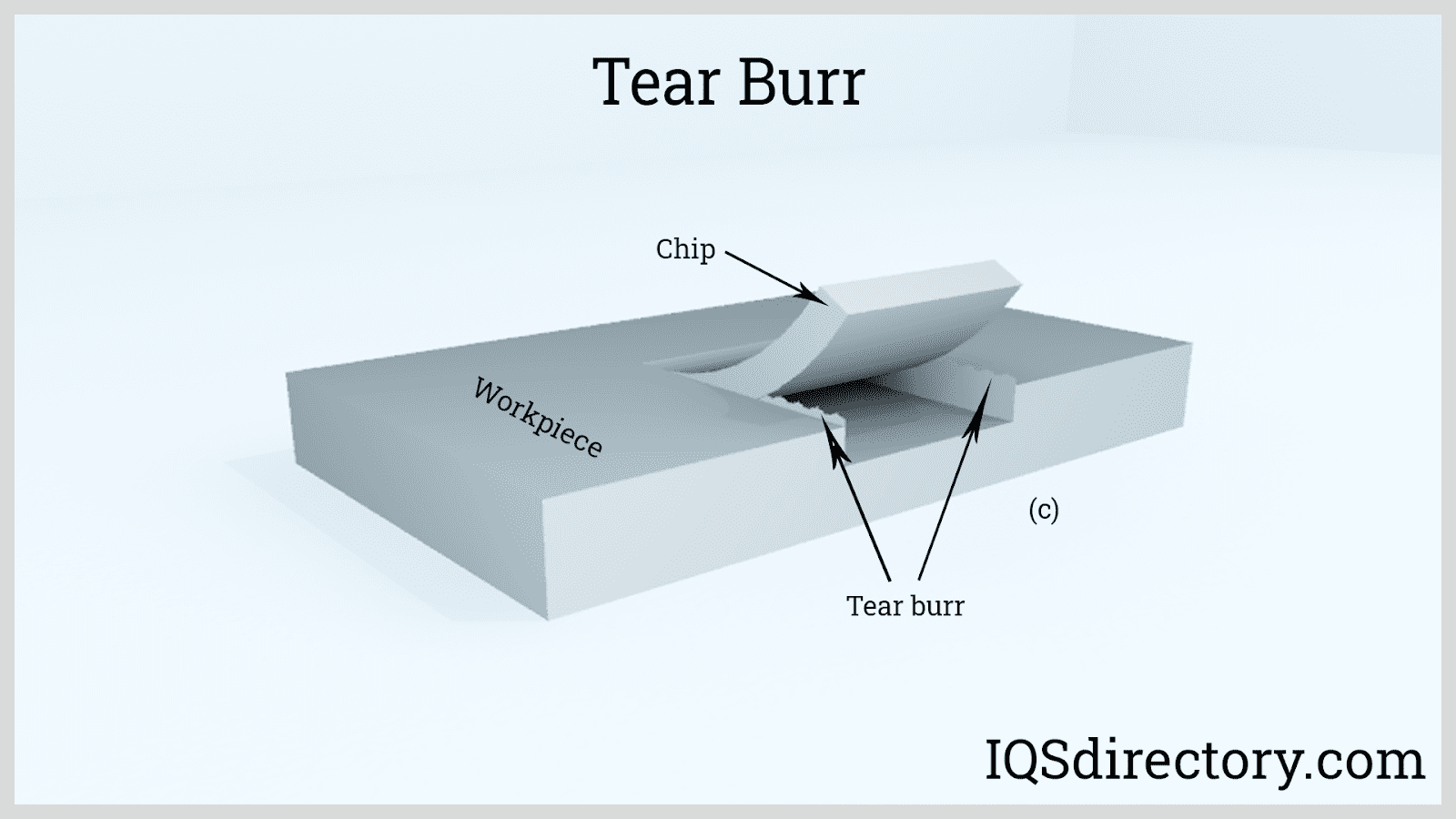
Scheurfrezen:
Scheurfrezen zijn zijfrezen die optreden wanneer het gesneden deel plastisch vervormd is in plaats van volledig geschoren. Dit wordt waargenomen bij ponsprocessen waarbij een scherpe, gekartelde rand wordt achtergelaten langs de contour van het ponsgat. Dit is materiaal dat losscheurt van het werkstuk.
-
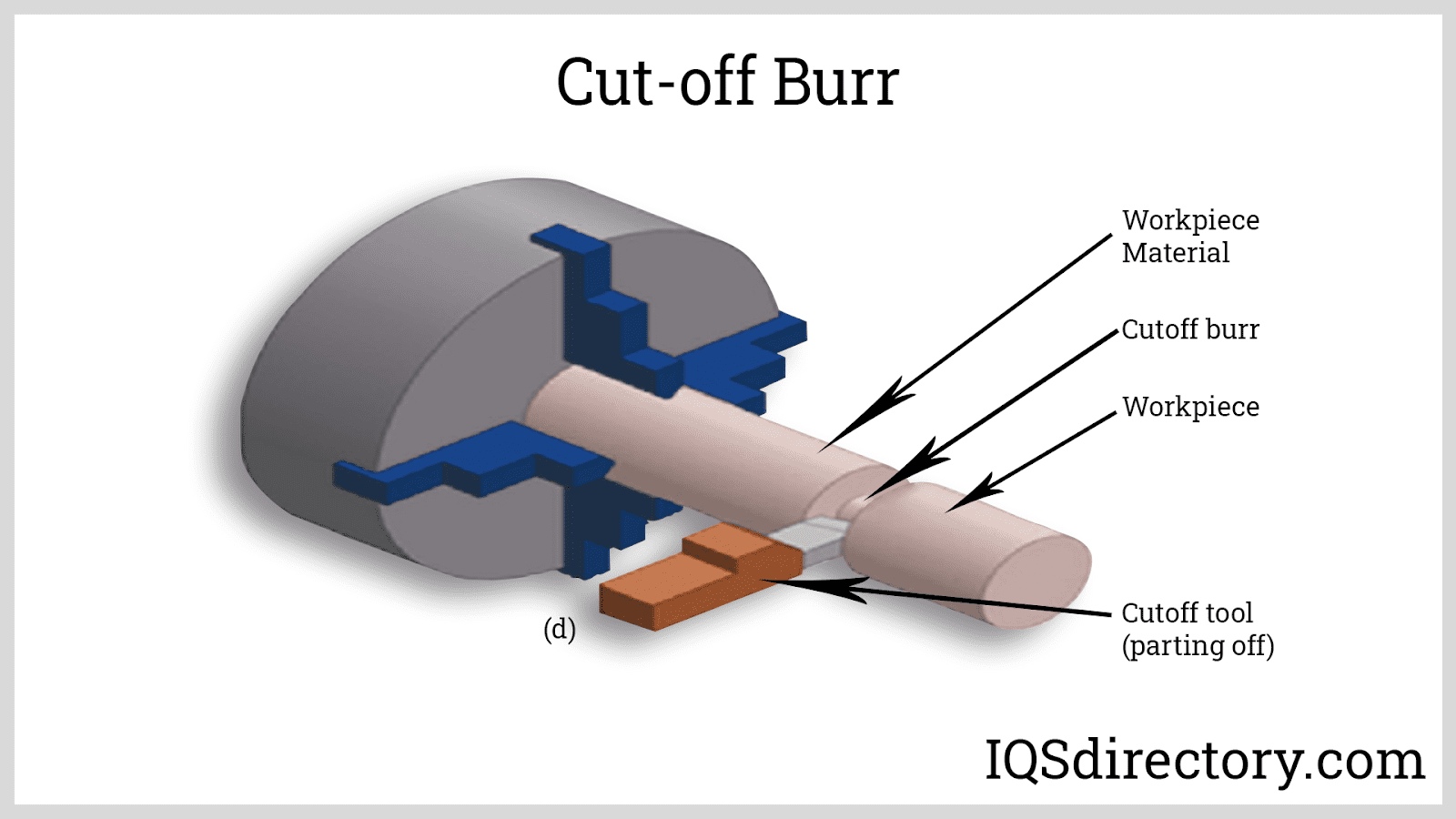
Afbraamnaad:
Afbraamnaad is het resultaat van het overgebleven materiaal wanneer het afgesneden deel van het hoofddeel loskomt of eraf valt. Dit kan een positieve of negatieve braam zijn. Cut-off bramen worden meestal waargenomen op zaagsneden en automatische schroefmachine onderdelen. Dit soort bramen worden voorkomen door beide zijden goed te ondersteunen tot de snede klaar is.
-
thermische bramen:
deze soorten bramen worden gewoonlijk slakken, spatten of slakken genoemd. Slakken zijn het resultaat van gehard gesmolten metaal van lassen, plasma en lasersnijden. Slakken hebben andere mechanische eigenschappen dan het onedele metaal als gevolg van de restspanningen veroorzaakt door verhitting en ongecontroleerde koeling. Slakken kunnen meestal chip-off door handmatige kracht borstelen, maar in sommige gevallen, slijpen is noodzakelijk.

hoofdstuk 4: Ontbramingsprocessen
ontbramen gebeurt in een verscheidenheid van methoden die afhankelijk zijn van het materiaal, de geometrie van het onderdeel, de grootte en locatie van de bramen, het volume van het product en de kosten. Handmatige en mechanische ontbramen zijn conventionele methoden voor ontbramen. Elektrochemische, thermische en cryogene methoden zijn niet-conventionele methoden voor specifieke ontbraamtoepassingen. Hieronder zijn gemeenschappelijke ontbramen processen en de voordelen en toepassingen van elk.
-
Massafwerking:
deze methode wordt gebruikt wanneer een grote hoeveelheid onderdelen / componenten moet worden afgewerkt, die als batch-of continusystemen kunnen worden uitgevoerd en als droge of natte processen kunnen worden uitgevoerd (afhankelijk van het materiaal van de afgewerkte producten). Massa afwerking vereist een initiële investering van tijd en materialen om de exacte massa afwerking recept nodig voor uw behoeften te bepalen, maar bespaart tijd, geld en handenarbeid op de lange termijn. Enkele voorbeelden van massa-afwerkingsapparatuur zijn roterende vibrators, installaties voor continue stroom, afwerkingsmachines voor slepen, schijfsystemen met hoge energie en tub-vibrators.
-
handmatig ontbramen:
deze methode heeft betrekking op ontbramen waarbij gebruik wordt gemaakt van handgereedschap of gemechaniseerd gereedschap, zoals ontbramen, slijpmachines, borstels, vijlen, schuurmachines, enzovoort. Dit proces is “gelokaliseerd” – wat betekent dat het niet het hele deel beïnvloedt. Dit wordt toegepast op plaatsen waar een hoge tolerantie voor maatvariaties bestaat, omdat de parameters voor handmatig ontbramen niet perfect kunnen worden gedefinieerd. In-house tijdstandaarden zijn ontwikkeld door de meeste fabrikanten en fabrikanten. Dit lost echter het probleem met betrekking tot de consistentie van het proces niet op. Dit proces is traag en wordt over het algemeen gedaan aan het einde van de productielijn het maken van een fout kostbaar voor de fabrikant. Hieronder vindt u enkele van de soorten handmatige ontbramen methoden.

-
borstels:
borstels van metalen filamenten of dunne draden die aan een roterende schijf zijn bevestigd, worden gebruikt om bramen langs de randen van de snede af te schrapen. Dit is een snelle en relatief goedkope methode, maar wordt beperkt door de consistentie van de ontbramactie. De intensiteit hangt af van de diameter van de gloeidraad, de configuratie van de vrije lengte, de textuur, de dichtheid, het materiaaltype, de breedte van de schijf, de hoeksnelheid en het contact.
-
schuren of verlijmd slijpen:
deze methode maakt gebruik van schuurmiddelen zoals aluminiumoxide, siliciumcarbide en zirkoniumverbindingen gebonden in platen, riemen, pads, wielen en schijven. Gemechaniseerde zuiger-of roterende werking van de Schuurmiddelen verwijdert materialen die worden verhoogd van het oppervlak van het werkstuk. Schuurmiddelen kunnen variëren van grof tot uitzonderlijk fijn, afhankelijk van de afmetingen van het te verwijderen materiaal, de gewenste oppervlakteafwerking en de toepassing.

-
Plaatwerk Randen:
randmachines voor plaatwerk hebben kleine slijpschijven of pinch rolls die de randen van plaatwerk glad maken met verschillende diktes variërend van 0,025 tot 0,25 inch. Plaatwerk randmachines zijn stationair waar plaatwerk handmatig of automatisch wordt gevoed. Sommige machines kunnen de boven-en onderoppervlakken ontbramen en kunnen ook afschuiningen of filets maken. Bij een set van meerdere rollen dwingt de druk die bij elk paar rollen wordt uitgeoefend de bramen en de opstaande randen geleidelijk over, onder of in het plaatstaal. De drukkrachten moeten echter zorgvuldig worden gecontroleerd, met name op zachte en kneedbare materialen, omdat deze onder roldruk kunnen vervormen of krimpen.
-
Robotic Deburring:
dit omvat een afkanten, slijpen of ontbramen gereedschap gemonteerd op een robotarm. Aangezien het belangrijkste nadeel van handmatig ontbramen inconsistentie, langzame omzet en arbeidsintensiviteit is, lost robotachtig ontbramen deze problemen op door de menselijke factor te elimineren. Robots kunnen herhaalbare bewegingen consistent en snel uitvoeren. CNC-programmering stelt operators in staat om vooraf gedefinieerde bewegingen en andere parameters zoals kracht en gereedschapssnelheid in te voeren. Ondanks de hogere initiële kosten is robotgebrassing op de lange termijn voordelig vanwege de lagere bedrijfskosten. Bovendien zijn robotsystemen een veel veiliger proces dan handmatig.
-
Mechanisch ontbramen:
Mechanisch ontbramen maakt gebruik van machines voor het algemeen ontbramen van het werkstuk. De operator heeft minder controle over de agressiviteit en lokalisatie van de ontbramen actie, in vergelijking met handmatige ontbramen. Handmatige, robotachtige en waterstraalde ontbramen worden ook als mechanisch beschouwd vanwege de aard van de schuurtoepassing. Voorbeelden van mechanische ontbraammachines zijn:
-
Vatentuimelmachines:
Vatentuimelmachines zijn een van de zuinigste ontbraammachines wat de bedrijfskosten betreft. Deze apparatuur verwijdert niet alleen bramen, maar poetst ook de oppervlakken van het onderdeel. De machine werkt door het laden van een deel of meerdere delen in een kamer of “vat” samen met de schurende media. Afhankelijk van het materiaal en de oppervlakteafwerking worden ook speciale verbindingen toegevoegd. Dit is meestal een batch operatie, maar in-line batch verwerking en single-pass verwerking zijn ook beschikbaar. Vat tuimelen kan worden verdeeld in nat en droog tuimelen.
-
nat tuimelen:
in nat tuimelen wordt water geladen dat als smeermiddel fungeert en helpt bij het verwijderen van residuen om de ontbramingsefficiëntie te verbeteren. Het niveau van het water beïnvloedt de snelheid van de verwerking en de fijnheid van de oppervlakte-afwerking. Verbindingen die zijn ontworpen om te werken met keramische of plastic media worden ook toegevoegd aan het water. Deze samenstellingen verlenen corrosieweerstand, netheid, cosmetische afwerking, glans, en andere extra oppervlaktekwaliteiten. Verbindingen verbeteren ook het ontbramen door het verwijderen van oliën, het verlengen van de levensduur van de schurende media en het elimineren van schuimvorming uit plastic en synthetische media.
het gebruik van water en vloeibare verbindingen blijkt veel voordelen te hebben. Er zijn echter ook nadelen, zoals afvalwaterverontreiniging en ongecontroleerde reacties met vloeistoffen die in upstream-operaties worden gebruikt.
-
Droogtuimelen:
zoals de naam al doet vermoeden, gebruikt dit proces alleen droge media zoals zand en gedroogde organische materialen. Het gebruik van zand verbetert niet alleen het polijsten, maar werkt ook op dezelfde manier als water in nat tuimelen. Zand draagt de resten en voorkomt dat ze inbedden op het oppervlak van het onderdeel. Organisch materiaal, aan de andere kant, is meer absorberend dan zand dat vuil en oliën kan verwijderen. De gebruikte organische materialen zijn maïskolfgrutten, walnootschelpgrutten en houten haringen.
het gebruik van droge media heeft niet de nadelen van natte tuimelverbindingen; het proces is echter relatief traag. Zwaardere schurende samenstelling heeft meestal een kortere verwerkingstijd. Droge schuurmiddelen zijn lichter dan hun vloeibare tegenhangers en hebben over het algemeen ongeveer twee keer langer nodig om hetzelfde ontbraameffect te produceren. Hierdoor is droogtuimelen meestal niet van toepassing op productie in grote hoeveelheden.
een speciale configuratie van een vat tumbler is een centrifugale tumbler. Deze bestaat uit een reeks van twee of vier tuimelaars gemonteerd op een toren. De koepel draait in één richting waardoor de vaten in de tegenovergestelde richting draaien. Elke volledige rotatie van de toren vertegenwoordigt een rotatie van de vaten. Het snel genoeg draaien van de koepel zorgt ervoor dat centrifugale krachten groter dan de zwaartekracht worden uitgeoefend op de vaten. Dit zorgt voor grotere schuurkrachten, wat resulteert in snellere ontbraamtijden.Ontbramingsapparatuur
-
-
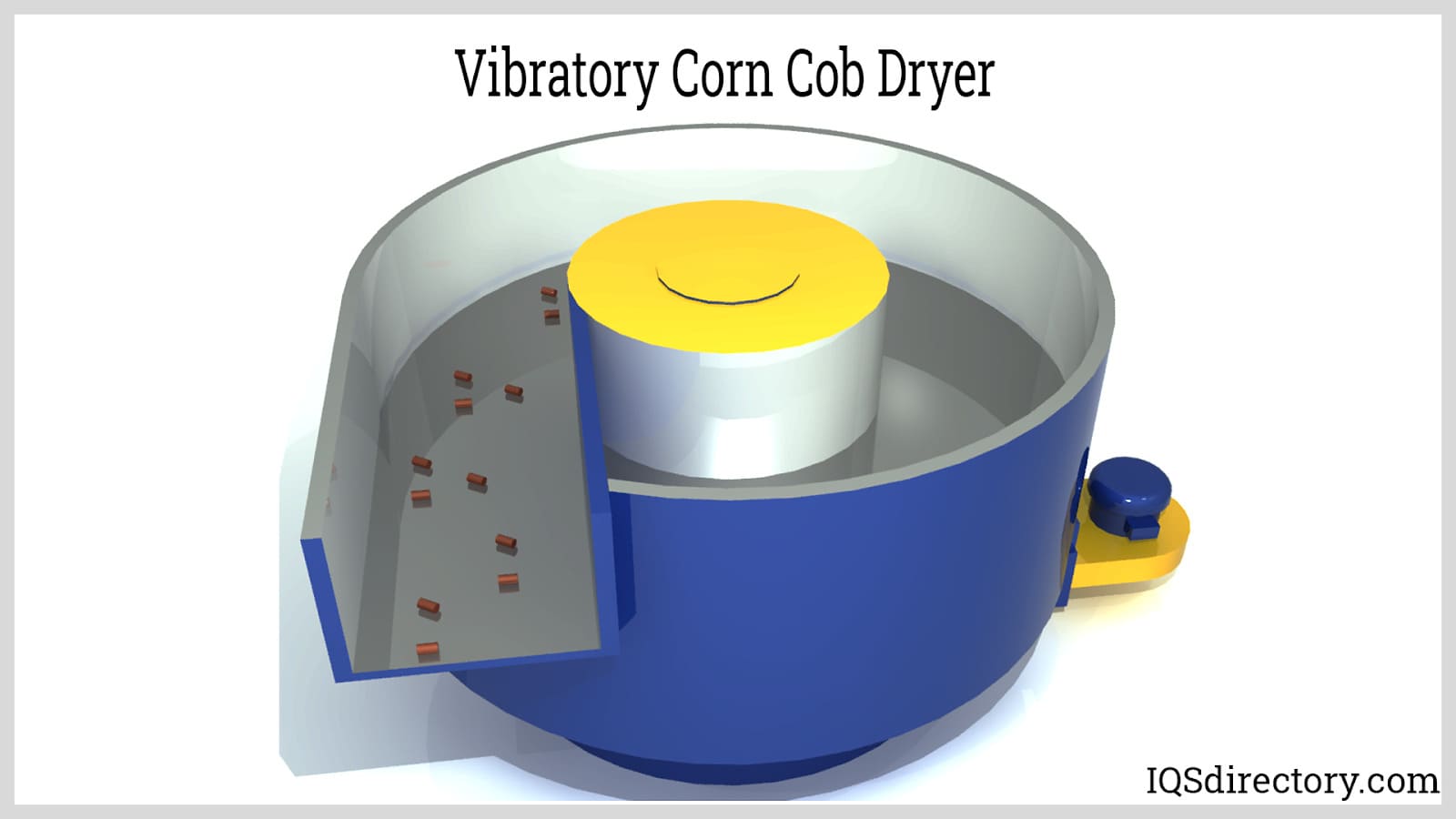
Vibrerende ontbraammachines:
Vibrerende ontbraammachines zijn vergelijkbaar met ontbraammachines waarbij de delen samen met de schuurmiddelen en andere aanvullende samenstellingen in een kamer worden geladen. Hun belangrijkste verschil is de beweging van de kamer. Terwijl de tuimelaars draaien om beweging in de kamer te genereren, trilt dit type machine om beweging te genereren. De kamer is gemonteerd op veren of dempers die de beweging van de fundering isoleert. Een off-center draaiend gewicht is bevestigd dat de inhoud van de kamer schudt. Er zijn verschillende configuraties beschikbaar, zoals kuipen, ronde kommen of trogmachines. Het kiezen van de configuratie is afhankelijk van de geometrie van het onderdeel en de toepassing ervan.

-
-
Deburring:
dit proces maakt gebruik van de botskracht van waterstralen met hoge snelheid om bramen en puin van het werkstuk te eroderen. Waterstralen zijn CNC gestuurde, vergelijkbaar met bewerkte robotsystemen. Waterjet ontbramen maakt gebruik van lagere druk in vergelijking met waterjet snijden om beschadiging van het onderdeel te voorkomen. Zo verwijdert het alleen dunne en losjes bevestigde bramen. Grotere bramen kunnen niet gemakkelijk worden verwijderd zonder de randen te beschadigen. Het belangrijkste voordeel van het gebruik van waterstralen is dat het functies die ontoegankelijk zijn voor gewone ontbraamsystemen kunnen bereiken. Ook is het resulterende product vrij van oliën en puin.
-
elektrochemisch ontbramen:
dit is een ontbramenproces waarbij gebruik wordt gemaakt van de beginselen van elektrolyse. Elektrolyse wordt versneld in gebieden met kleine interelectrode hiaten. Ondertussen wordt voorkomen in gebieden met isolatie tussen elektroden. Het kathodische gereedschap wordt gevormd als een negatief van het werkstuk. Dit wordt gebruikt om elektrolyse te concentreren op gebieden waar bramen zich bevinden. Het werkstuk is bevestigd aan het circuit en fungeert als een anode. Om het circuit te voltooien, wordt een elektrolyt toegevoegd die de lading tussen het gereedschap en het werkstuk overbrengt. Delen van het gereedschap zijn geïsoleerd om het oplossen van andere oppervlakken te voorkomen. Deze methode is geschikt voor het ontbramen van moeilijk te bewerken geometrieën en slecht bewerkbare maar geleidende materialen. Ook is er geen slijtage van gereedschap. Een nadeel van dit proces is echter de moeilijke afvalwaterzuivering, omdat het gebruik maakt van milieuschadelijke chemische verbindingen.

-
thermisch ontbramen:
dit proces wordt ook wel thermische energiemethode genoemd. In dit proces wordt het werkstuk gedurende een zeer korte periode blootgesteld aan hete corrosieve gassen. Er wordt een thermische schokgolf gegenereerd die de braam snel verdampt. De rest van het werkstuk is onaangetast vanwege de lage oppervlakte-massaverhouding en de korte belichtingstijd. Kleine hoeveelheden metalen zoals bramen en opstaande randen sublimeren omdat ze niet in staat zijn om de intense warmte af te voeren naar de omliggende delen. Thermisch ontbramen is effectief op materialen met een lage thermische geleidbaarheid die gemakkelijk kunnen oxideren.
-
cryogeen ontbramen:
cryogeen ontbramen wordt meestal gedaan op precisiedelen van kunststof die een inherente slagvastheid bezitten. In dit proces wordt vloeibare stikstof in een kamer geflitst die de te ontbramen delen bevat. Het knipperende proces koelt de kamer in de buurt van de glasovergangstemperatuur van het onderdeel materiaal. Dit Bros de bramen en knippert, maar is niet genoeg om de eigenschappen van de rest van de onderdelen te veranderen. Het deel, samen met de schurende media, worden in de kamer getrommeld.
-
schuurmiddel en Microschuurmiddel stralen:
dit proces omvat het botsen van het oppervlak met schuurmiddelen om onregelmatigheden aan het oppervlak te verwijderen. Schurende stralen wordt gebruikt om grotere bramen te verwijderen en om een vereiste textuur en oppervlakteruwheid te creëren, meestal voor apparatuur die wordt gebruikt in vloeistofschaartoepassingen. Micro-abrasief stralen is nauwkeuriger bij het creëren van gladdere oppervlakken zonder beschadiging of wijziging van de maatnauwkeurigheid van het onderdeel. Dit proces maakt gebruik van zeer fijne schurende media zoals aluminiumoxide, glazen kralen, en plastic media en een miniatuur mondstuk om een controleerbare schurende straal die kan richten en verwijderen micron van materiaal te produceren. Micro-abrasief stralen wordt gebruikt voor hoogwaardige precisieonderdelen.
hoofdstuk 5: Ontbraammiddelen
er zijn verschillende soorten schuurmiddelen op de markt. Gemeenschappelijke schurende media zijn keramiek, staal, kunststoffen, en organische verbindingen. Deze materialen zijn verkrijgbaar in verschillende vormen en maten, afhankelijk van de geometrie van het onderdeel. De ontbrammende media krassen en sneden niet alleen, maar het fungeert ook als een kussen voorkomen dat verschillende onderdelen elkaar raken.
-
keramische Media:
Keramiek kan verschillende soorten metalen en kunststoffen ontbramen. Afhankelijk van de samenstelling, dichtheid en geometrie kan het verschillende oppervlakafwerkingen bieden bij verschillende snijsnelheden. Ook, omdat de meeste Keramiek hebben een inherente hardheid, ze zijn zeer duurzaam bij het ontbramen van harde metalen.

-
Staalmedia:
Staalmedia worden gebruikt voor licht ontbramen en polijsten. Ze hebben een hoge initiële kosten, maar worden veel gebruikt vanwege hun minimale slijtage tarief en extreme netheid.

-
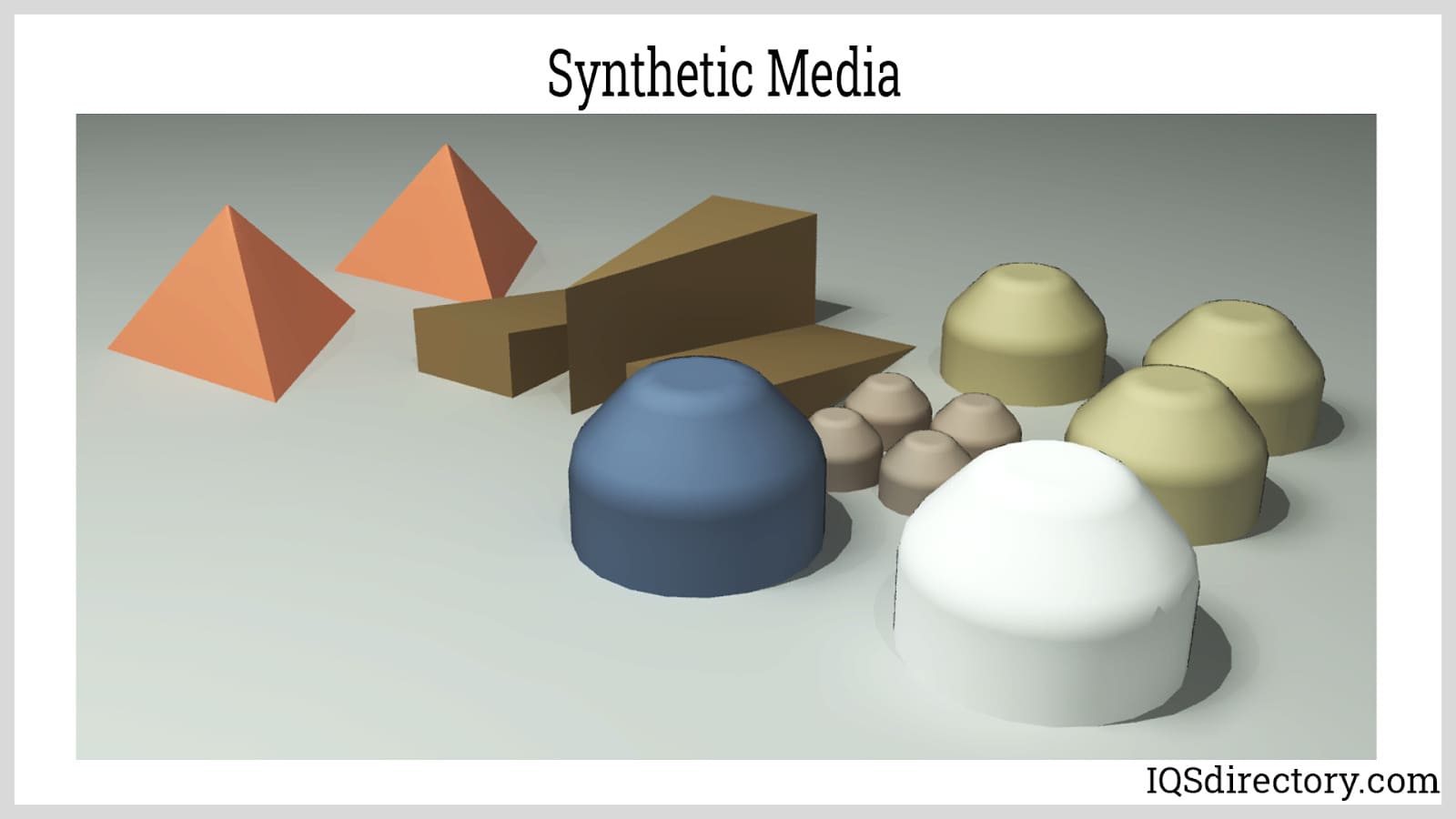
synthetische Media:
kunststoffen bestaan uit 50 tot 70 gewichtsprocent Schuurmiddelen. Schuurmiddelen kunnen aluminiumoxide, emery en siliciumcarbide. Het schuurmiddel is ingebed in een zachter materiaal. Als het zachtere materiaal erodeert, wordt het schuurmiddel blootgesteld, dat vervolgens het onderdeel afbraamt.
-
Kunststofmedia:
kunststoffen kunnen worden geformuleerd voor specifieke toepassingen. Ze zijn verkrijgbaar als lage dichtheid die wordt gebruikt voor algemene ontbramen, of hoge dichtheid die is voor zowel ferro en non-ferro metalen.

-
organische Media:
voorbeelden hiervan zijn walnoot-en maïskolf. Organische media worden gebruikt voor droogdoeleinden omdat ze gemakkelijk water en olie kunnen opnemen.

Conclusie:
- ontbramen is een secundaire bewerking van een bewerkingsproces dat de eindkwaliteit van het product verbetert door het verwijderen van opstaande randen en ongewenste stukken materiaal, zogenaamde bramen, die bij de eerste bewerkingsprocessen achterblijven.
- bramen veroorzaken verschillende problemen zoals onjuiste montage en montage van onderdelen, verminderde levensduur van onderdelen als gevolg van vermoeidheid en corrosie, veiligheidsrisico ‘ s en verminderde esthetiek.
- bramen worden ingedeeld volgens het vormingsmechanisme. De classificaties zijn Poisson, roll – over, tear, cut-off, en thermische bramen.
- ontbramen wordt gedaan in een verscheidenheid van methoden die afhankelijk zijn van het materiaal, de geometrie van het onderdeel, de grootte en de locatie van de bramen, het volume van het product en de kosten. De meest populaire ontbrammingsmethoden zijn handmatig en mechanisch.
- handmatig ontbramen omvat borstelen, schuren en walsen. Actie wordt gedaan met de hand of door aangedreven machines.
- Mechanisch ontbramen maakt gebruik van tuimelaars en trilmachines. Deze machines voeren algemene ontbramen op het werkstuk.
- voor ontbramen in massa (tuimelen en trillen) worden Schuurmiddelen gebruikt. Dit kunnen keramiek, staal, kunststoffen en organische verbindingen zijn.
vermeld uw bedrijf hieronder
Leave a Reply