podstawy projektowania narzędzi prasowych: Proces tłoczenia blachy
narzędzie do prasowania ( powszechnie znane jako matryce/ matryce) to zespół matrycy, stempla, płyty stempla, płyty tylnej stempla, płyty zdzierającej itp. do produkcji elementów z blachy / elementów tłoczonych z blachy płaskiej.
więcej informacji na temat narzędzi prasowych: tłoczenie blach.html
prasa Terminologia robocza
przed zaprojektowaniem narzędzia do tłoczenia blachy konieczne jest zrozumienie konfiguracji i komponentów narzędzia prasowego. Narzędzie Prasy składa się z stempli / stempli, matrycy, płyty stempla, płyty podtrzymującej,Zdzieraka, eżektorów wiele innych elementów. Aby lepiej zrozumieć główne elementy prasy i matryc, wystarczy spojrzeć na podaną figurę.
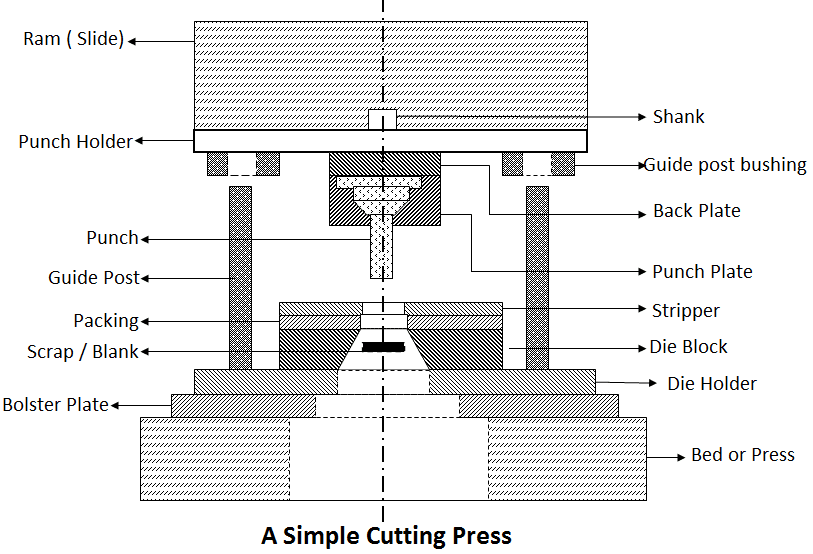
Ram (Slide): Ruchomy element prasy, który przenosi siłę mechaniczną lub hydrauliczną z Koła Zamachowego /układu hydraulicznego na narzędzie do tłoczenia blachy.
Trzpień: trzpień służy jako część do instalowania górnej matrycy w prowadnicy maszyny prasującej.
Uchwyt stempla (Górny But): jest to górna część zestawu matryc, która zawiera popychacz prowadnicy. Cała górna część (zwykle zawiera Stempel, płytę stempla) zestawu matryc jest zamontowana na górnym stopie.
Uchwyt matrycy ( Dolny But ): jest to dolna część zestawu matryc, która zawiera prowadnicę. Cała dolna część (zwykle zawiera matrycę, ściągacz) zestawu matryc jest zamontowana na górnym bucie.
Płyta zapasowa: Płyta zapasowa jest umieszczona tak, aby intensywność nacisku nie była nadmierna na uchwycie stempla. Jest również nazywany Punch backplate i płyta dociskowa.
Płyta stempla: funkcją płyty stempla jest utrzymywanie stempla w odpowiedniej pozycji względnej. Płyta stempla przylega ściśle do korpusu stempla. Nazywany jest również uchwytem stempla.
: Jest to główny element zespołu matrycy, który jest bezpośrednio lub pośrednio przesuwany przez tłok lub suwak. Dziurkacz i matryca działają razem, aby wytłoczyć część.
łóżko: łóżko jest dolną częścią ramy prasy, która służy jako stół, do którego zamontowana jest płyta wzmacniająca.
Płyta wzmacniająca: jest to gruba płyta przymocowana do łóżka, która służy do podtrzymywania & lokalizacji zestawu matryc.
Die: Die jest żeńską częścią bloku matryc / narzędzia prasowego do produkcji danej pracy w prasie. Matryca i stempel współpracują ze sobą, aby uzyskać pożądany kształt produktu.
: Striptizerka służy do usuwania metalowego paska z stempla lub matrycy.
Prowadnica & Tuleja słupka prowadzącego: ten dwuskładnikowy element narzędzia prasującego prowadzi zestaw matryc, aby utrzymać wyrównanie podczas operacji. Odpowiednio nasmarowane i ustawione, poprawiają pracę narzędzi i przyczyniają się do produkcji wysokiej jakości produktów. Jest to również nazywane zestawem matryc filarowych.
wysokość zamknięcia: odległość między górną częścią łóżka a dolną częścią suwaka, z jego skokiem w dół i regulacją w górę.
Skok: odległość ruchu tłoka od pozycji górnej do pozycji dolnej. Jest na ogół stała dla pras mechanicznych, ale zmienna dla pras hydraulicznych.
elementy narzędzi do tłoczenia metali
elementy narzędzi prasowych można podzielić na następujące kategorie:
- elementy konstrukcyjne
- elementy robocze
- elementy prowadzące lub lokalizujące
- Elementy Odpędzające
- elementy mocujące
- Elementy podające
elementy konstrukcyjne
naciśnij elementy narzędzi przytrzymując elementy robocze względem siebie i prasy. Jak Górny but, Dolny but, trzon.
elementy robocze
elementy, które faktycznie uczestniczą w formowaniu żądanego kształtu wytłoczonej części. Jak Punch & Die.
elementy prowadzące lub lokalizujące
elementy prowadzące utrzymują dokładne wyrównanie górnej części buta z dolną częścią podczas operacji. Zestawy prowadnic i kołki rozporowe są przykładami elementów prowadzących.
elementy do usuwania izolacji
elementy, które usuwają lub usuwają półwyroby i złom ze stempla lub matrycy po zakończeniu operacji. Jak Striptizerka, Szpilki, Wyrzutniki, nokauty.
elementy mocujące
elementy mocujące łączą wszystkie części narzędzia prasującego jako jednostkę. Jak płyta stempla, blok matrycy, wszystkie elementy złączne.
Komponenty podające
Komponenty podające doprowadzają półfabrykat lub blachę do stacji tłoczenia. Składniki te pomagają zwiększyć tempo produkcji.
wymagania dotyczące projektowania narzędzi prasowych
podczas projektowania narzędzia prasowego i wyboru prasy do danego zadania należy wziąć pod uwagę następujące czynniki :
- grubość elementu
- zapotrzebowanie na moc
- rodzaj operacji do wykonania
- Nie. operacji do wykonania
- Całkowity rozmiar pracy
- szybkość operacji.
konstrukcja narzędzia prasowego powinna odpowiadać rodzajowi produkcji, tj. masowej produkcji, małej partii lub ogromnej partii. Narzędzia prasy powinny spełniać następujące wymagania:
- narzędzia prasy powinny zapewnić wymaganą wydajność, bezpieczną pracę & łatwą konserwację.
- narzędzia prasy powinny być zaprojektowane w taki sposób, aby możliwe standardowe komponenty były używane do wytwarzania produktów.
- narzędzia prasy powinny być zaprojektowane z myślą o maksymalnym wykorzystaniu materiału, a także siły roboczej.
- części robocze narzędzi prasowych muszą być mocne i trwałe oraz wymienne po zużyciu.
- dokładność wymiarowa i wykończenie powierzchni muszą mieścić się w tolerancjach.
projektowanie narzędzi prasowych
proces tłoczenia blachy jest bardzo szybkim i precyzyjnym procesem produkcyjnym. Ale co, jeśli narzędzie do prasowania nie działa wydajnie lub produkcja wytłoczonych części wymaga znacznie więcej operacji. Dlatego bardzo ważne jest zaprojektowanie przyjaznych dla gospodarki i oszczędzających czas narzędzi prasowych.
kroki do zaprojektowania dowolnego narzędzia lub matrycy do tłoczenia blachy.
- obliczanie wymaganej siły ( tonaż Prasy)
- wybór prasy
- określenie wysokości zamknięcia narzędzia
- obliczanie grubości matrycy i marginesów ( minimalny przekrój)
- rysowanie układu paska i porównywanie wykorzystania materiału
- projektowanie elementów lokalizujących
- wybór sprzętu
- rysowanie planu matrycy ( zestawy filarów, wysokość stempla i montaż)
- określ środek nacisku i sprawdź usuwanie złomu
- szczegóły rysunku
co to jest układ taśmy?
Ekonomia materiałowa jest bardzo ważna w procesie tłoczenia blachy. Ponieważ wykrawanie jest pierwszą operacją, na gospodarkę surowcową może mieć wpływ zastosowanie najbardziej ekonomicznego układu taśm, który może zapewnić najwyższe wykorzystanie materiału. Ogólnie rzecz biorąc, projektanci narzędzi prasowych rysują co najmniej pięć układów pasków do obliczeń i porównują ich wykorzystanie materiału przed zaprojektowaniem narzędzia prasowego.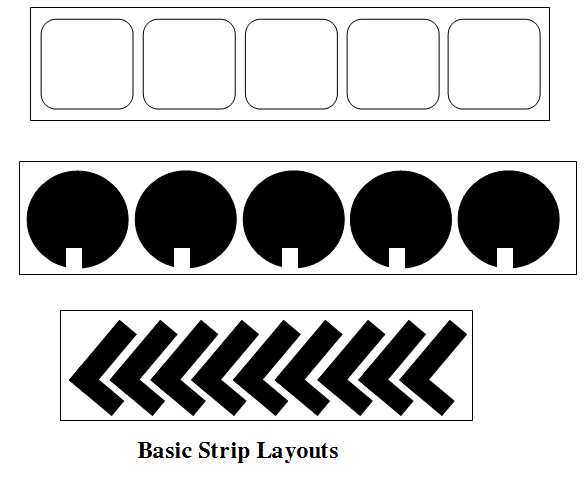
Układ paska dla pól w kształcie litery L, T lub U może być ekonomicznie wytwarzany za pomocą odwróconych układów, jak pokazano na poniższym obrazku. 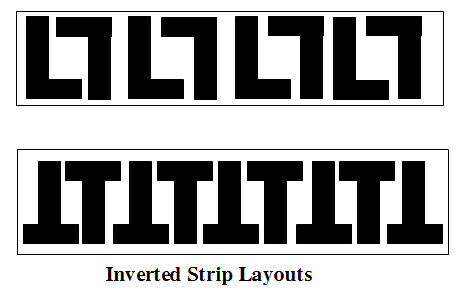
wykorzystanie materiału do układu paska można obliczyć z następującego wzoru–

lub

teoria procesu tłoczenia narzędzi prasowych
operacje cięcia blach w pracy tłoczenia to proces ścinania. Gdy stempel dotyka blachy i przesuwa się w dół, popycha materiał do otworu matrycy. Materiał poddawany jest zarówno naprężeniom ściskającym, jak i rozciągającym. Naprężenia te będą najwyższe na krawędziach matrycy i stempla, a materiał będzie naprężany poza swoją elastyczną granicą i zacznie tam pękać.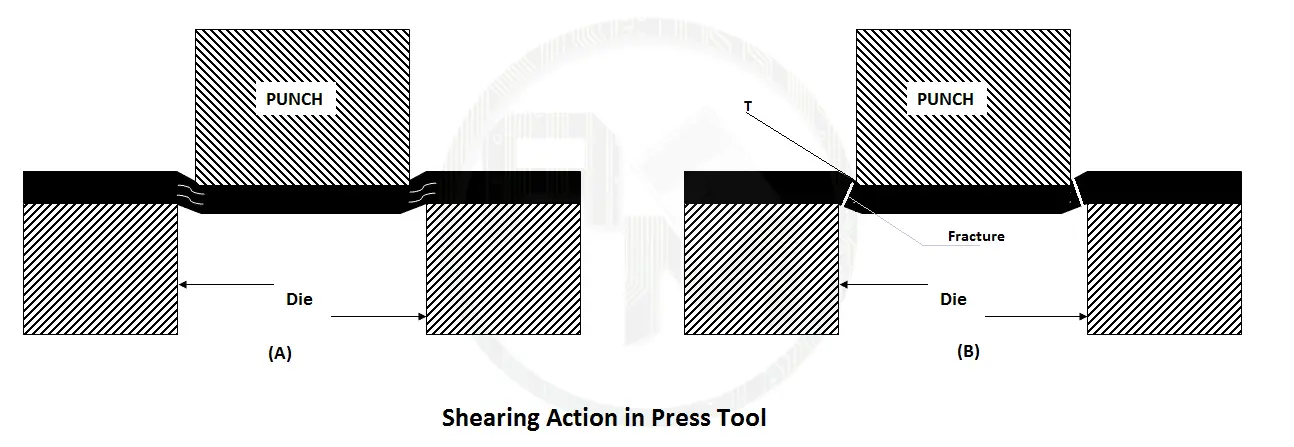
3 etapy ścinania lub pękania w operacjach cięcia blachy.
- podkreślanie materiału poza jego elastyczną granicą.
- odkształcenie plastyczne spowodowane zmniejszeniem powierzchni
- szczelinowanie rozpoczyna się w zmniejszonym obszarze.
rozkład sił
siły rozwinięte w operacji ścinania są reprezentowane przez trójkąt, jak pokazano na poniższym rysunku. Pionowa siła ścinająca i pozioma Siła boczna są reprezentowane odpowiednio przez V i H. Siła wynikowa jest reprezentowana przez R.
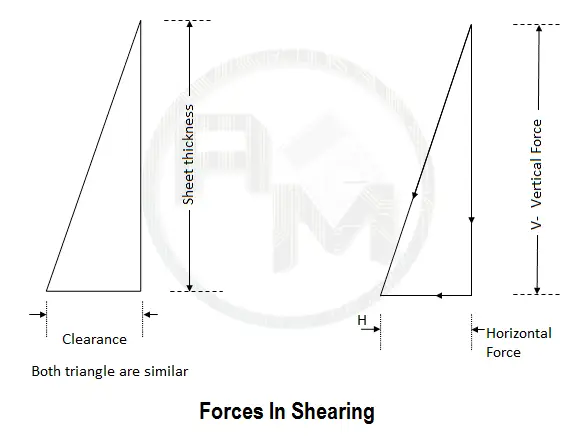
Siła pionowa
wartość elementu pionowego V zależy od obszaru, który ma być ścinany i wytrzymałości na ścinanie materiału, który ma być cięty. Obszar ścinania jest wielokrotnością długości cięcia i grubości blachy.
Siła pozioma
wartość siły poziomej lub bocznej H zależy od luzu matrycy. Siła pozioma może być wyrażona jako procent siły pionowej. Ten procent jest taki sam jak procent luzu matrycy.
aby uzyskać idealne cięcie/cięcie blachy, prześwit musi być w odpowiedniej ilości.
co to jest odprawa narzędzi prasowych?
ilość przestrzeni między krawędzią tnącą stempla a krawędzią tnącą jest znana jako Luz. Dla lepszego zrozumienia, “prześwit to ilość dodatkowej przestrzeni wymaganej w otworze matrycy, aby umożliwić przejście stempla w celu przebicia otworu w materiale”.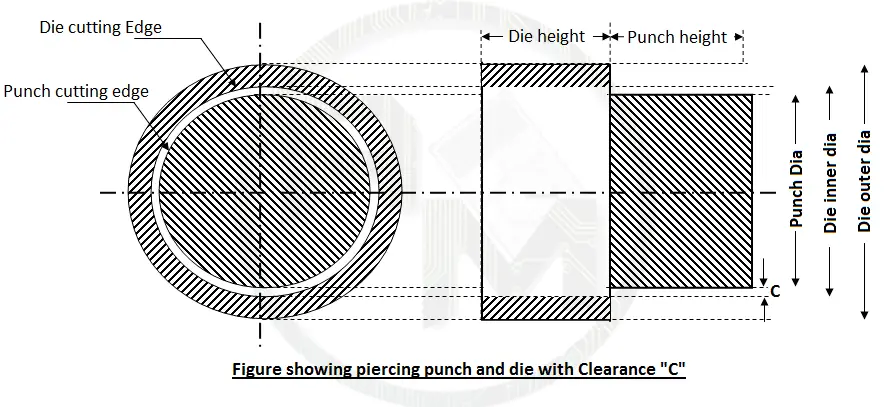
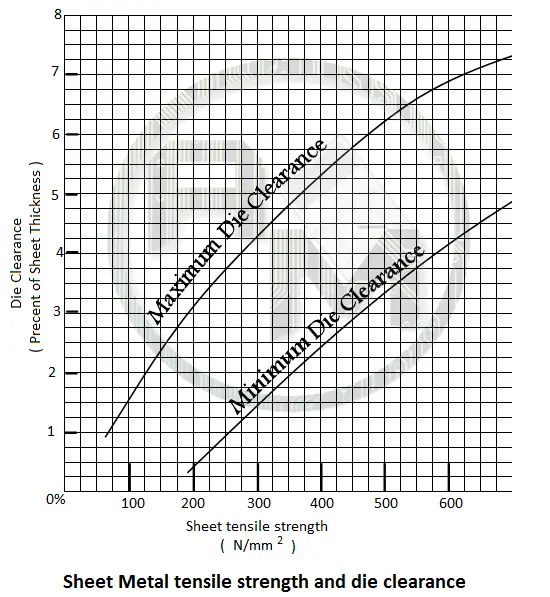
znaczenie właściwego prześwitu narzędzia Prasy
prześwit ma znaczącą rolę we wszystkich operacjach cięcia i formowania. Prześwit matrycy zależy od materiału roboczego, waha się od dwóch do dziesięciu procent grubości arkusza roboczego. Materiał sferoidalny powinien mieć mniejszy Luz matrycy, w przeciwnym razie miękki materiał zostanie wciągnięty w szczelinę, a twardszy materiał potrzebuje większego luzu matrycy dla dobrego działania ścinającego.
nadmierny Luz powoduje więcej zadziorów na ściętym arkuszu, podczas gdy mniejszy Luz zmniejsza zadziory, ale także uszkadza krawędzie matrycy i stempla. Powoduje to częste ostrzenie matrycy i stempla oraz zmniejsza żywotność Prasy.
zakres prześwitów matrycy dla różnych materiałów do tłoczenia:
należy pamiętać, że prześwity matrycy są określone w procentach grubości blachy. W przypadku bliskiego profilu cięcia istniałby Luz matrycy między matrycą a stemplem wokół profilu.
Luz matrycy dla różnych materiałów

uwaga: nie jest możliwe uzyskanie tolerancji niż Luz matrycy na komponentach, dlatego konieczne jest wykonanie dodatkowej operacji golenia w celu uzyskania wysokiej precyzji pracy.
prześwit matrycy do wykrawania narzędzia prasowego
otwór przebity w arkuszu jest stożkowy, z minimalnym otworem równym rozmiarowi stempla. Maksymalny rozmiar otworu w dolnej części arkusza zależy od szerokości otworu matrycy. Ponieważ minimalny rozmiar jest ważny w przebijaniu / wykrawaniu, stempel jest równy rozmiarowi otworu.
Luz matrycy na wykrojniku jest większy niż rozmiar podany na rysunku komponentu.
na przykład
przebicie otworu ∅ 20 mm z blachy MS o grubości 2 mm.
średnica stempla będzie taka sama jak rozmiar otworu, tj. 20 mm.
prześwit matrycy przy 2,5% grubości blachy = 2,0 x 0,025
⇒ 0,05 z każdej strony
bore Otwór matrycy = 20 + 2 x 0,05 = ∅ 20,10 mm
prześwit matrycy dla narzędzia do wykrawania
wygaszony arkusz profilu jest również stożkowy, z minimalnym rozmiarem na dole i maksymalnym na górze. Maksymalny rozmiar otworu w dolnej części arkusza zależy od otworu matrycy. Ponieważ minimalny rozmiar jest ważny w przebijaniu / wykrawaniu, stempel jest równy rozmiarowi otworu.
maksymalne wymiary półfabrykatów nie powinny przekraczać rozmiarów podanych na rysunku komponentów. Tak więc podczas wykrawania wycięcie matrycy jest równe otworowi profilu matrycy, a stempel musi być mniejszy z każdej strony o rozmiar luzu.
na przykład:
Wygaszanie blachy ∅ 20 mm z blachy MS o grubości 2 mm.
Średnica matrycy będzie taka sama jak rozmiar otworu, tj. 20 mm.
prześwit przy 2,5% grubości blachy = 2,0 x 0,025
⇒ 0,05 z każdej strony
Size Rozmiar stempla = 20-2 x 0,05 = ∅ 19,90 mm
Uwaga: Jaka jest różnica między narzędziami do wykrawania i wykrawania ?
Ans: narzędzia do wykrawania i wykrawania są podobne, jednak przedmiot obrabiany w narzędziu do wykrawania zwanym pustym i używany w dalszej operacji, podczas gdy w narzędziu do wykrawania element spadający przez matrycę jest złom.
zasady dotyczące Narzędzi Do Gięcia
proces gięcia zmienia kształt płaskiego półfabrykatu, dzięki czemu jest on kątowy, zakrzywiony lub oba bez znacznej zmiany jego grubości.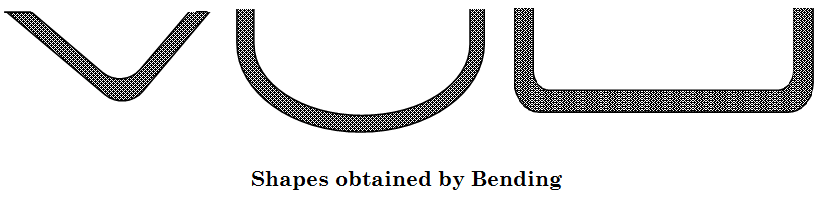 jest to bardzo powszechny proces wymiany arkuszy i płyt na kanały, zbiorniki bębnowe itp. Podczas operacji gięcia zewnętrzna powierzchnia materiału jest naprężona, a wewnętrzna powierzchnia jest ściskana. Naprężenie giętego materiału zwiększa się wraz ze zmniejszającym się promieniem krzywizny.
jest to bardzo powszechny proces wymiany arkuszy i płyt na kanały, zbiorniki bębnowe itp. Podczas operacji gięcia zewnętrzna powierzchnia materiału jest naprężona, a wewnętrzna powierzchnia jest ściskana. Naprężenie giętego materiału zwiększa się wraz ze zmniejszającym się promieniem krzywizny.
promień gięcia
minimalny promień, do którego półfabrykat może być wygięty bez pękania, zależy od materiału i jego twardości. Minimalny promień wewnętrzny zależy również od kierunku toczenia. Paski należy ciąć w taki sposób, aby linie zginania leżały pod kątem prostym do kierunku ziarna.
arkusz jest bardziej podatny na pękanie w łukach w kierunku ziarna. Tak więc minimalny promień pękania w poprzek ziarna jest około cztery razy minimalny promień dla zginania wzdłuż kierunku ziarna. Zwykle kierunek ziaren jest równoległy do dłuższego boku pełnego nieobciętego arkusza.
Minimalne promienie do gięcia różnych materiałów wraz z kierunkami ziarna.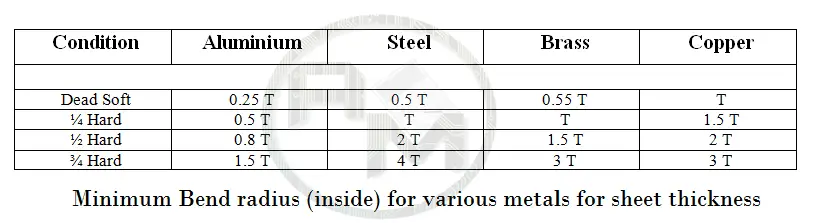
gdzie T = grubość materiału
dodatek gięcia
gdy blacha jest złożona lub wygięta, metal wokół zakrętu jest zdeformowany i rozciągnięty. Jak to się dzieje, zyskuje niewielką ilość całkowitej długości w części stemplowanej. Naddatek zginania jest zdefiniowany jako dodana Długość do rzeczywistych długości nóg części w celu opracowania płaskiego wzoru.
długość nogi to długość kołnierza, która znajduje się poza promieniem zgięcia.
Rozmiar półfabrykatu lub długość rozwinięta
konieczne jest obliczenie długości półfabrykatu przed zginaniem, ponieważ element jest zwykle wygaszany przed zginaniem.
podczas zginania warstwy metalu przylegające do wewnętrznego promienia są ściskane, podczas gdy warstwy metalu przylegające do zewnętrznego promienia są rozciągane. Niektóre warstwy arkusza ani kompresji, ani rozciągnąć podczas operacji zginania zwanej płaszczyzną neutralną.
Uwaga: neutralna płaszczyzna leży wzdłuż środka grubości blachy dla promienia o większej niż dwukrotnej grubości. Dla promieni mniej niż dwa razy grubości blachy w przybliżeniu o jedną trzecią grubości od wewnętrznej powierzchni promienia gięcia.
obliczając długość pustą lub długość rozwiniętą, należy wziąć pod uwagę przesunięcie płaszczyzny neutralnej. 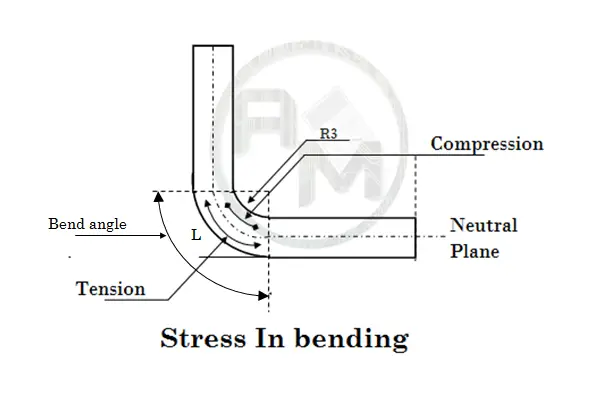 Długość rozwiniętą należy obliczyć wzdłuż płaszczyzny neutralnej według wzoru.
Długość rozwiniętą należy obliczyć wzdłuż płaszczyzny neutralnej według wzoru.


T= Grubość blachy
R = wewnętrzny promień gięcia
L= Długość rozwinięta
a = kąt zgięcia w stopniu
przykład: Oblicz długość rozwiniętą lub długość pustą dla następujących elementów.
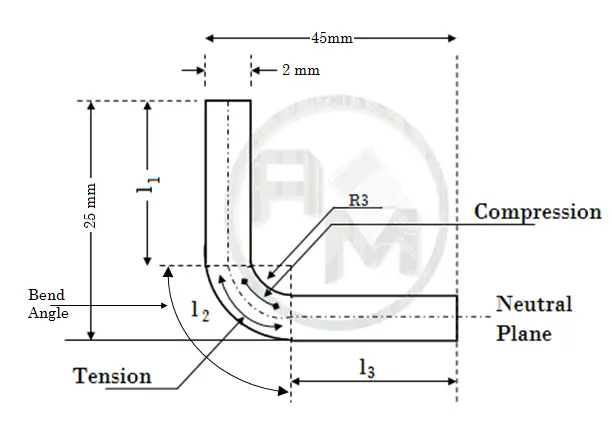
rozwiązanie: opracowana Długość elementu ma dwie proste części l1 ‘ l2 i zakrzywioną część l3.
podane:
promień wewnętrzny: 3 mm
grubość blachy : 2 mm
So
l1 = 25 – ( grubość blachy + wewnętrzny promień ) =25 – 5 =20 mm
l3 = 45 – ( Grubość blachy + wewnętrzny promień ) =45 – 5 =40 mm
ponieważ wewnętrzny promień gięcia jest mniejszy niż 4 ( dwukrotna grubość blachy )
L2 = 
= (π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
teraz całkowita długość rozwinięta
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
Komputerowe wspomaganie projektowania narzędzi prasowych
ze względu na rosnące zapotrzebowanie na Narzędzia prasowe, kompaktowy i praktyczny system CAD / CAM do projektowania narzędzi prasowych może zautomatyzować następujące funkcje:
- sprawdzanie rysunku obrabianego pod kątem wykonalności produkcji z narzędzi prasowych do tłoczenia blachy.
- znajdowanie rozmiaru pustego do operacji gięcia, formowania lub rysowania.
- Obliczanie wykorzystania materiału, skoku, marginesów i kąta orientacji.
- decydowanie o rozmieszczeniu ciosów i centrum trzpienia.
- Obliczanie sił ścinających i wielkości matrycy, ściągacza, śrub, kołków itp.
- wybór maszyny prasującej i zestawu matryc.
- sporządzanie rysunków montażowych i rysunków szczegółowych.
wspomagane komputerowo projektowanie narzędzi prasowych obejmuje różne moduły, takie jak moduł kontroli obrabianego przedmiotu, opracowany moduł wielkości pustej długości, moduł zagnieżdżania, moduł układu paska i moduł projektowania matrycy. Moduł kontroli projektu dowiaduje się o środku ciśnienia, wymaganym tonażu, sile odpędzania, wymiarach stempli, matryc, zdzieraków, zdzieraków i stempli, Nie. śrub, kołków rozporowych, sprężyn i kołków knock-out.
moduł projektowania tworzy rysunek montażowy z wieloma warstwami dla różnych elementów narzędzi prasowych, takich jak blok matrycy, Płyta matrycy, dziurkacz, Płyta dziurkacza, Striptizerka, Płyta zdzierająca, wyrzutnik itp.
Leave a Reply