Equipamentos de Rebarbação
Contato com Empresas
por Favor, preencha o seguinte formulário para enviar um Pedido de Orçamento para qualquer um dos seguintes empresas listadas na
Obter Sua Empresa Listada nesta Página de Energia
Introdução
Este artigo fornece um guia completo para o processo de rebarbação e máquinas de rebarbação. Você vai aprender sobre:
- o que é deburring?
- A importância de rebarbação
- Diferentes tipos de rebarbas
- Tipos de processos de rebarbação
- E muito mais…

Capítulo 1: o Que é Rebarbação?
a rebarbação é uma operação secundária de um processo de usinagem que melhora a qualidade final do produto, removendo arestas elevadas e peças indesejadas de material, conhecidas como rebarbas, deixadas pelos processos iniciais de usinagem. As rebarbas são criadas a partir de materiais de corte, flexão, corte, perfuração e compressão. Estes são vistos principalmente em materiais macios e dúcteis. As máquinas de rebarbação são usadas para remover rebarbas por métodos mecânicos, eletroquímicos e térmicos.

ao aplicar forças de cisalhamento ou flexão até a falha, o material é submetido a deformação plástica. As regiões ao longo das bordas tornam-se dobradas, alongadas e extrudadas. Esses alongamentos e extrusões aparecem nas arestas de corte, particularmente na entrada, nas laterais e na saída da ferramenta. A formação e o tamanho das rebarbas são difíceis de prever e quantificar. Assim, a eficiência de rebarbação é altamente empírica e é baseada em vários testes de produção antes de ser aperfeiçoada pelos fabricantes.
como mencionado anteriormente, a rebarbação pode ser feita através de vários métodos. A maioria desses processos é “global”, o que afeta todo o produto. O ponto de aplicação para rebarbação global ou geral não pode ser controlado. Os processos de rebarbação podem afetar a qualidade final do produto, alterando as dimensões finais e contaminando a superfície de resíduos químicos e abrasivos. Assim, os processos de rebarbação devem ser cuidadosamente selecionados e controlados para evitar qualquer alteração nas características desejadas do produto.
o custo associado aos processos de rebarbação é de cerca de 30% do custo de fabricação de peças de alta precisão usadas em aplicações aeroespaciais. Em aplicações automotivas, a rebarbação custa cerca de 15 a 20% da despesa de fabricação. Esse incremento no custo de fabricação é significativo, considerando que a rebarbação não agrega valor intrínseco ao produto.
Capítulo 2: Importância da Rebarbação
conhecer as dificuldades e os custos associados, a rebarbação ainda é parte integrante do processo de produção pelas seguintes razões:
- Rebarbas impedir o correto ajuste e montagem de peças
- Peças são suscetíveis à fadiga e rachaduras devido à rebarbas atuando como falha de início de sites
- Corrosão facilmente se desenvolve em fendas e burr superfícies
- Rebarbas causa do trabalhador e do usuário final riscos de segurança
- Rebarbas diminuir a qualidade estética da peça

Borda de qualidade tem um impacto significativo sobre a forma, o desempenho e a vida útil de um produto. Rebarbas e bordas levantadas cobram um pedágio no ajuste e montagem corretos das peças da máquina. Estes são críticos para componentes de precisão usados na indústria aeroespacial, automotiva e eletrônica. Além do ajuste correto, peças de acoplamento, como engrenagens, rolos e outras superfícies deslizantes, rebarbas podem colidir e danificar as peças.
os produtos com rebarbas reduziram significativamente a vida útil da fadiga em comparação com peças sem rebarbas. Os processos de usinagem criam tensões residuais devido ao endurecimento do trabalho ao longo das bordas cortadas e dobradas. Isso causa mudanças nas propriedades mecânicas nessas regiões. Buracos, fendas e entalhes são características onde o estresse se concentra. Como as rebarbas têm um perfil mais irregular e geralmente estão localizadas nas bordas mais externas desses recursos, as rebarbas podem atuar como locais de iniciação de trincas.
rebarbas térmicas e rolantes criam fendas que promovem a corrosão localizada. Água, eletrólitos e outros materiais corrosivos podem se acumular e estagnar em fendas. Além disso, a corrosão pode ocorrer quando o revestimento não é aplicado corretamente. As áreas levantadas na superfície da peça podem ter revestimentos mais finos em comparação com superfícies niveladas.
rebarbas também são riscos de segurança, uma vez que bordas afiadas podem perfurar linhas pressurizadas e cabos elétricos. O manuseio de pessoal das bordas enterradas também pode ser prejudicado. As bordas afiadas são geralmente chanfradas ou radiadas para evitar cortes indesejados no pessoal e no equipamento.
a melhor maneira de evitar a formação de rebarbas é trocar a peça de trabalho com menos material dúctil. O uso de material menos dúctil faz com que partes indesejadas aparem ou se separem da parte principal. No entanto, na maioria das vezes, esta não é uma opção especialmente para aplicações com requisitos de material rigorosos. Na usinagem de materiais dúcteis, a formação de rebarbas é quase inevitável. Por causa disso, métodos não convencionais, como gravura química e usinagem a laser, tornam-se Opções desejáveis. No entanto, esses processos têm suas restrições quanto à espessura limitada da peça de trabalho e aos altos custos de investimento.
comparação com queda e acabamento
acabamento, rebarbação e queda são termos usados em operações de usinagem secundárias. O acabamento é um termo amplo que consiste em operações como rebarbação, jateamento, polimento, moagem, revestimento, revestimento e assim por diante. Rebarbação é um tipo de acabamento para remover rebarbas, bordas irregulares e flashes. Um método de rebarbação é através de equipamentos mecânicos. As máquinas deburring mecânicas criam a abrasão transmitida por um meio abrasivo colocado junto com a peça dentro de uma câmara. A câmara é agitada por vibração ou queda. Assim, a queda é um processo de rebarbação que usa meios abrasivos e a rotação da Câmara, conhecida como barril, para raspar rebarbas de peças.
OBTER SUA EMPRESA LISTADA ABAIXO
Principais Fabricantes e Fornecedores
Capítulo 3: Diferentes Tipos de Rebarbas
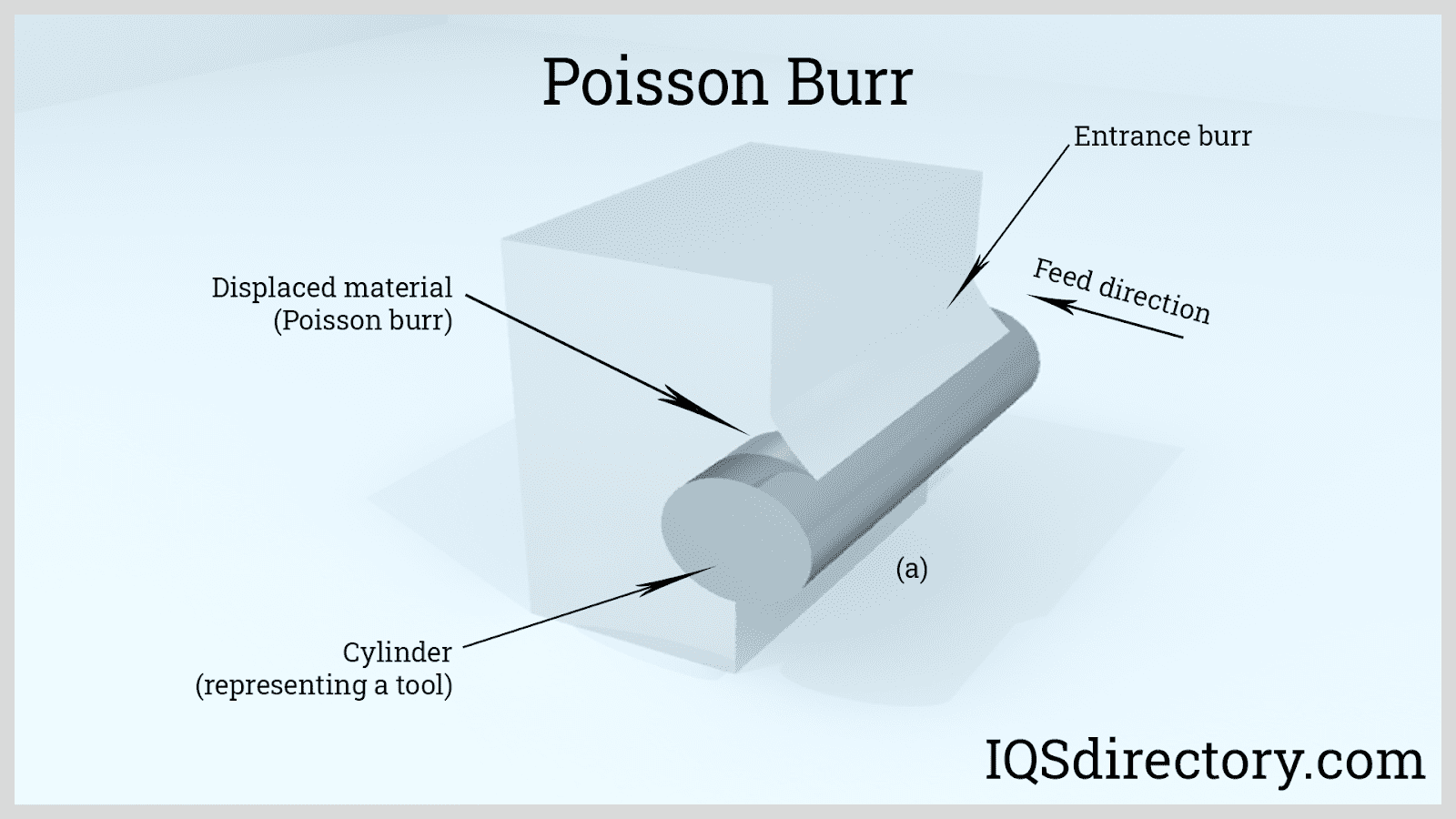
Além da classificação de rebarbas de acordo com a direção de corte, rebarbas podem também ser classificados de acordo com o seu mecanismo de formação. Existem quatro tipos, a saber: Poisson, roll-over, rasgo e rebarbas cortadas.
-
Poisson Burr:
“Poisson” veio do termo efeito Poisson que significa expansão de direções perpendiculares à aplicação de estresse. Exercer forças compressivas sobre o material faz com que as bordas da área em contato se deformem plasticamente e se alongem criando rebarbas. Durante o corte, à medida que a ponta da ferramenta de corte atinge a peça de trabalho, as bordas do corte ficam deformadas devido às forças de compressão e cisalhamento. Essas deformações são vistas como rebarbas de entrada formadas no ponto de entrada da ferramenta de corte.
-
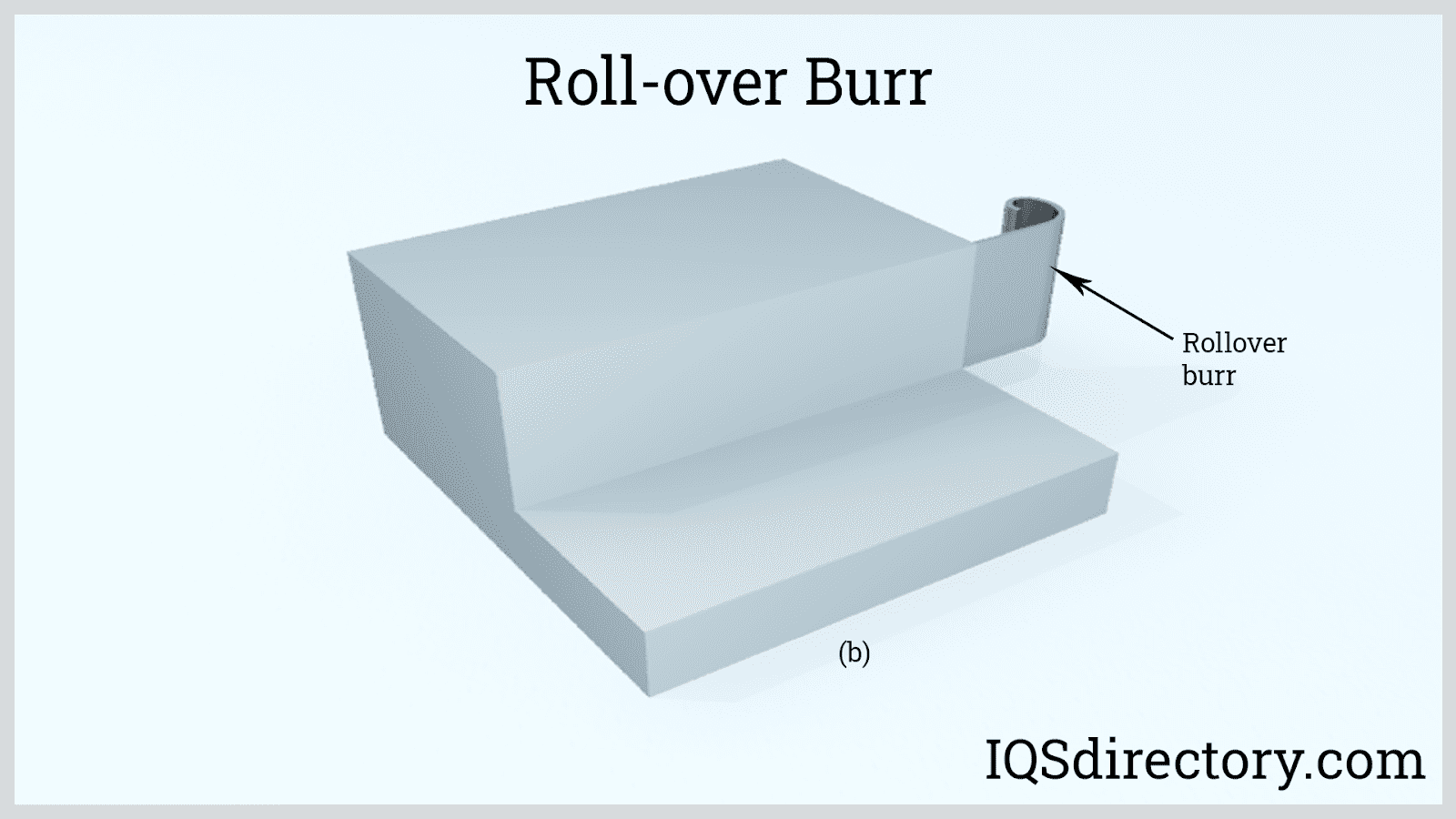
rebarba rolante:
São lascas dobradas em vez de cortadas do Caminho do cortador. À medida que a ferramenta de corte sai do corte, alguns rolos de material e acompanha a ferramenta. O material se dobra em direção à alimentação e ao longo da borda cortada. Se o material for dúctil o suficiente, o chip não se separa facilmente da peça. A profundidade de corte também contribui para a formação de rebarbas rolantes, uma vez que o chip ou rolo se torna mais espesso à medida que a profundidade aumenta.
-
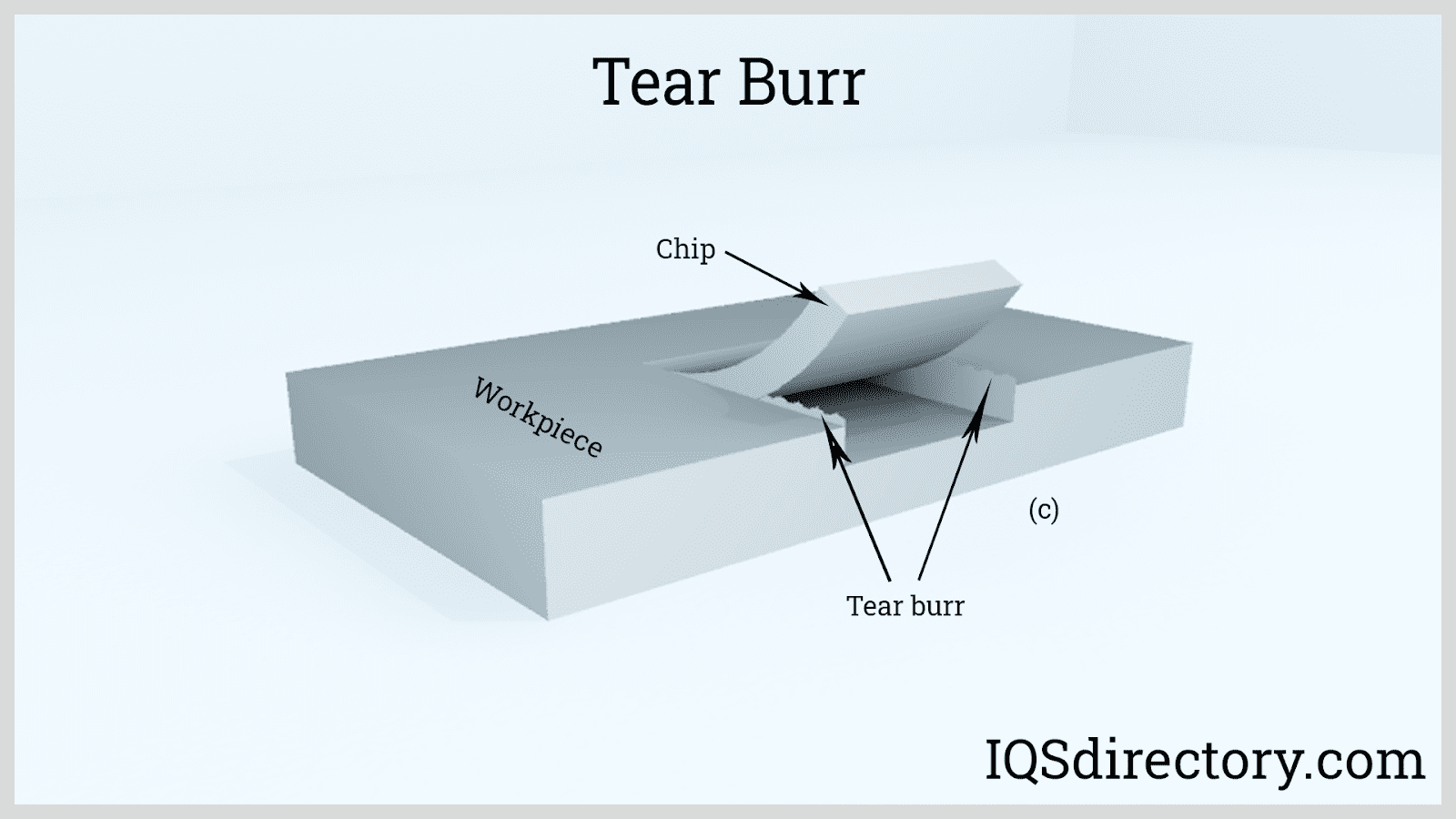
Lágrima Burr:
Lágrima rebarbas lado rebarbas que ocorrem quando a cortar parte é plasticamente deformado e não completamente cortado. Isso é observado em processos de perfuração onde uma borda afiada e irregular é deixada ao longo do contorno do orifício perfurado. Este é o material que rasga solto da peça de trabalho.
-
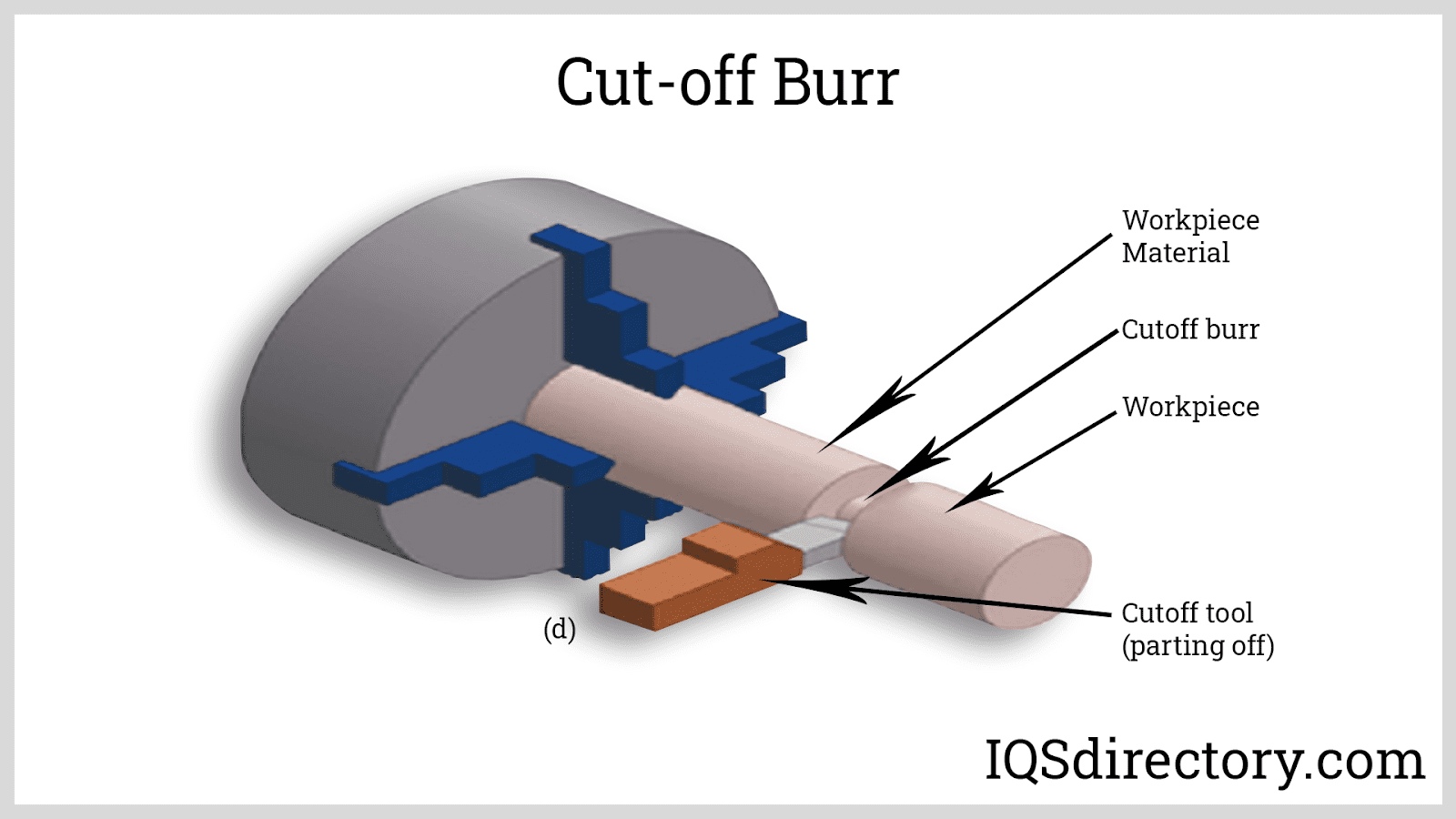
Corte da Rebarba:
Corte da rebarba é um resultado da sobra de material a cortar parte separa ou cai da parte principal. Isso pode ser uma rebarba positiva ou negativa. Rebarbas de corte são observadas principalmente em cortes de serra e peças automáticas de máquinas de parafuso. Esses tipos de rebarbas são evitados apoiando ambos os lados adequadamente até que o corte seja concluído.
-
Térmica Rebarbas:
Esses tipos de rebarbas são geralmente referidos como escórias, spatters, ou escória. Escórias são um resultado de metal fundido endurecido de soldagem, plasma e corte a laser. As escórias têm propriedades mecânicas diferentes das do metal base devido às tensões residuais provocadas pelo aquecimento e resfriamento descontrolado. Escórias geralmente podem chip-off através de escovação manual de energia, mas em alguns casos, a moagem é necessária.

Capítulo 4: Processos de Rebarbação
Rebarbação é feito em uma variedade de métodos que dependem do material, a geometria da peça, tamanho e localização de rebarbas, volume do produto e o custo. As operações de rebarbação Manual e mecânica são métodos convencionais para rebarbação. Eletroquímica, energia térmica e criogênica são métodos não convencionais para aplicações específicas de rebarbação. Abaixo estão os processos comuns de rebarbação e as vantagens e aplicações de cada um.
-
Acabamento em Massa:
Este método é utilizado quando há uma grande quantidade de peças/componentes que precisam ser concluído, que pode ser executado em sistemas ou como contínuo, sistemas e pode ser executada como seco ou molhado processos (dependendo do material dos produtos acabados). O acabamento em massa requer um investimento inicial de tempo e materiais para determinar a receita exata de acabamento em massa necessária para suas necessidades, mas economizará tempo, dinheiro e trabalho manual a longo prazo. Alguns exemplos de equipamentos de acabamento em massa incluem vibradores rotativos, instalações de fluxo contínuo, máquinas de acabamento de arrasto, sistemas de disco de alta energia e vibradores de banheira.
-
Rebarbação Manual:
este método refere-se a operações de rebarbação que usam ferramentas manuais ou mecanizadas que usam ferramentas como rebarbadoras, moedores, escovas, Limas, lixadeiras e assim por diante. Este processo é “localizado” – o que significa que não afeta toda a parte. Isso é empregado em locais onde há uma alta tolerância para variações dimensionais, uma vez que os parâmetros para rebarbação manual não podem ser definidos perfeitamente. Os padrões de tempo internos foram desenvolvidos pela maioria dos fabricantes e fabricantes. No entanto, estes não resolvem o problema em relação à consistência do processo. Este processo é lento e geralmente é feito no final da linha de produção, tornando qualquer erro caro para o fabricante. Abaixo estão alguns dos tipos de métodos de rebarbação manual.

-
escovação: escovas feitas de filamentos metálicos ou fios finos presos a um disco rotativo são usadas para raspar rebarbas ao longo das bordas do corte. Este é um método rápido e de custo relativamente baixo, mas é limitado pela consistência da ação de rebarbação. A intensidade depende do diâmetro do filamento, configuração do comprimento livre, textura, densidade, tipo de material, largura do disco, Velocidade angular e contato.
-
lixamento ou acabamento abrasivo ligado:
este método usa abrasivos como óxido de alumínio, carboneto de silício e compostos de zircônia ligados em folhas, correias, almofadas, rodas e discos. A ação alternada ou rotativa mecanizada dos abrasivos remove os materiais que são levantados da superfície da peça de trabalho. Os abrasivos podem variar de graus grosseiros a excepcionalmente finos, dependendo das dimensões do material a ser removido, do acabamento superficial desejado e da aplicação.

-
Afiação Da Chapa Metálica:
as máquinas de afiação de chapa metálica têm pequenos rebolos ou rolos de pitada que suavizam as bordas da chapa metálica com várias espessuras que variam de 0,025 a 0,25 polegadas. As máquinas de afiação de chapa metálica são estacionárias onde a chapa metálica é alimentada manual ou automaticamente. Algumas máquinas podem rebarbar as superfícies superior e inferior e também podem criar chanfros ou filetes. Para um conjunto de rolos múltiplos, a pressão exercida em cada par de rolos força progressivamente as rebarbas e as bordas levantadas sobre, sob ou na chapa metálica. No entanto, as forças de compressão devem ser cuidadosamente controladas, especialmente em materiais macios e maleáveis, pois podem deformar ou fivela sob pressão do rolo.
-
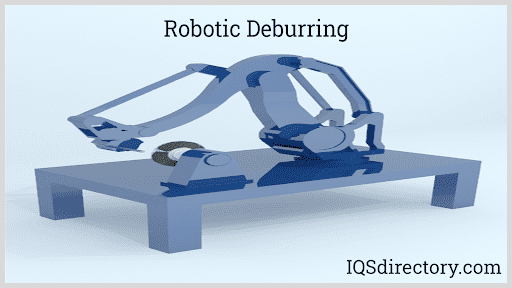
Rebarbação Robótica:
isso envolve uma ferramenta de chanfrar, moer ou rebarbar montada em um braço robótico. Como a principal desvantagem do rebarbamento manual é inconsistência, rotatividade lenta e intensividade do trabalho, o rebarbamento robótico resolve esses problemas eliminando o fator humano. Os robôs podem realizar movimentos repetíveis de forma consistente e rápida. A programação CNC permite que os operadores insiram movimentos predefinidos e outros parâmetros, como força e velocidade da ferramenta. Apesar do custo inicial maior, o rebarbamento robótico é benéfico a longo prazo devido aos custos operacionais reduzidos. Além disso, os sistemas robóticos são um processo muito mais seguro do que o manual.
-
Rebarbação Mecânica:
rebarbação Mecânica emprega máquinas para realizar uma rebarbação geral na peça de trabalho. O operador tem menos controle sobre a agressividade e localização da ação de rebarbação, em comparação com a rebarbação manual. A rebarbação manual, robótica e a jato de água também são consideradas mecânicas devido à natureza da aplicação de abrasão. Exemplos de máquinas de rebarbação mecânica são os seguintes.
-
tambor que cai:
os copos do tambor são uma das máquinas deburring as mais econômicas no que diz respeito aos custos de operação. Este equipamento não só remove rebarbas, mas também polir as superfícies da peça. A máquina funciona carregando uma peça ou várias partes em uma câmara ou “barril” junto com a mídia abrasiva. Compostos especiais também são adicionados dependendo do material e do acabamento da superfície. Isso geralmente é uma operação em lote, mas o processamento em lote em linha e o processamento de passagem única também estão disponíveis. Barril caindo pode ser dividido em molhado e seco caindo.
-
queda molhada:
na queda molhada, a água é carregada que atua como um lubrificante e ajuda a lavar os resíduos para melhorar a eficiência deburring. O nível de água afeta a velocidade de processamento e finura do acabamento da superfície. Compostos projetados para trabalhar com meios cerâmicos ou plásticos também são adicionados à água. Estes compostos conferem resistência à corrosão, limpeza, acabamento cosmético, brilho e outras qualidades de superfície adicionais. Os compostos também melhoram a operação de rebarbação removendo óleos, prolongando a vida útil dos meios abrasivos e eliminando a formação de espuma de meios plásticos e sintéticos.
o uso de água e compostos líquidos prova ter muitos benefícios. No entanto, também existem desvantagens, como contaminação de águas residuais e reações descontroladas com fluidos usados em operações upstream.
-
tombamento seco:
como o nome sugere, esse processo usa apenas meios secos, como areia e materiais orgânicos secos. O uso de areia não só melhora o polimento, mas também atua da mesma maneira que a água em tombamento úmido. A areia carrega os resíduos e os impede de incorporar na superfície da peça. O material orgânico, por outro lado, é mais absorvente do que a areia, que pode remover sujeira e óleos. Os materiais orgânicos usados são grãos de espiga de milho, grãos de casca de noz e estacas de madeira.
o uso de meios secos não tem as desvantagens dos compostos úmidos; no entanto, o processo é relativamente lento. A composição abrasiva mais pesada tende a ter um tempo de processamento mais curto. Os abrasivos secos são mais leves do que seus equivalentes líquidos e geralmente demoram cerca de duas vezes mais para produzir o mesmo efeito de rebarbação. Por causa disso, a queda a seco geralmente não é aplicável à produção em grande volume.
uma configuração especial de um copo de barril é um copo centrífugo. Isso consiste em uma matriz de dois ou quatro copos montados em uma torre. A torre gira em uma direção que faz com que os barris girem na direção oposta. Cada rotação completa da torre representa uma rotação dos barris. Girar a torre com rapidez suficiente faz com que forças centrífugas maiores que a gravidade sejam aplicadas nos barris. Isso cria maiores forças abrasivas, resultando em tempos de rebarbação mais rápidos.
-
-
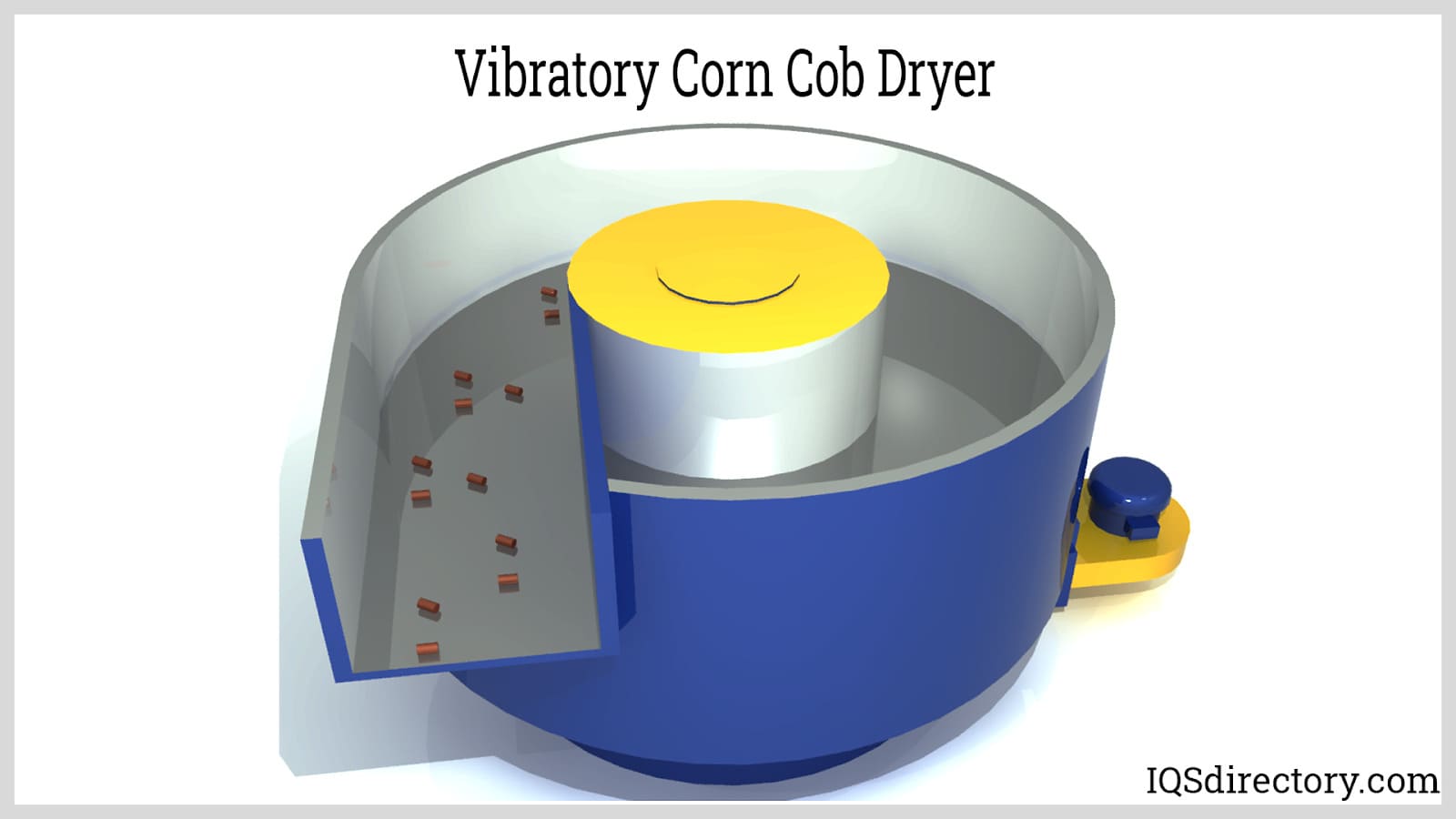
rebarbação vibratória:
as máquinas de rebarbação vibratória são semelhantes às rebarbas de tambor onde as peças são carregadas em uma câmara junto com os meios abrasivos e outros compostos adicionais. Sua principal diferença é o movimento da Câmara. Enquanto os copos giram para gerar agitação dentro da Câmara, esse tipo de máquina vibra para gerar movimento. A câmara é montada em molas ou amortecedores que isola seu movimento da Fundação. Um peso giratório fora do centro é anexado que sacode o conteúdo da Câmara. Várias configurações estão disponíveis, como banheiras, Tigelas circulares ou máquinas de calha. A escolha da configuração depende da geometria da peça e de sua aplicação.

-
-
Rebarbação por Jato De Água:
este processo utiliza a força de impacto de jatos de água de alta velocidade para corroer rebarbas e detritos da peça de trabalho. Os jatos de água são controlados por CNC, semelhantes aos sistemas robóticos de ferramentas. A rebarbação por jato de água usa pressões mais baixas em comparação com o corte por jato de água para evitar danificar a peça. Assim, apenas remove rebarbas finas e frouxamente presas. Rebarbas maiores não podem ser facilmente removidas sem danificar as bordas. A principal vantagem do uso de jatos de água é que ele pode alcançar recursos inacessíveis aos sistemas comuns de rebarbação. Além disso, o produto resultante está livre de óleos e detritos.
-
Rebarbação eletroquímica:
este é um processo de rebarbação que utiliza os princípios da eletrólise. A eletrólise é acelerada em áreas com pequenas lacunas intereletrodas. Enquanto isso, é evitado em áreas com isolamento entre eletrodos. A ferramenta catódica é moldada como um negativo da peça de trabalho. Isso é usado para concentrar a eletrólise em regiões onde as rebarbas estão localizadas. A peça de trabalho é anexada ao circuito e atua como um ânodo. Para completar o circuito, é adicionado um eletrólito que transfere a carga entre a ferramenta e a peça de trabalho. Porções das ferramentas são isoladas para evitar a dissolução de outras superfícies. Este método é adequado para rebarbar geometrias difíceis de usinar e materiais pouco usináveis, mas condutores. Além disso, não há desgaste da ferramenta. Uma desvantagem para este processo, no entanto, é o difícil tratamento de águas residuais, uma vez que utiliza compostos químicos prejudiciais ao meio ambiente.

-
Rebarbação térmica:
este processo também é conhecido como método de energia térmica. Neste processo, a peça de trabalho é exposta a gases corrosivos quentes por um período muito curto. Uma onda de choque térmico é gerada que vaporiza rapidamente a rebarba. O resto da peça de trabalho não é afetado por causa de sua baixa relação superfície-massa e curto tempo de exposição. Pequenas quantidades de metais, como rebarbas e bordas elevadas, sublimam, uma vez que são incapazes de dissipar o calor intenso para as partes circundantes. A rebarbação térmica é eficaz em materiais com baixa condutividade térmica que podem oxidar facilmente.
-
Rebarbação criogênica:
rebarbação criogênica é feita principalmente em peças plásticas de precisão que possuem resistência ao impacto inerente. Neste processo, o nitrogênio líquido é piscado em uma câmara contendo as peças a serem rebarbadas. O processo de piscar esfria a câmara perto da temperatura de transição vítrea do material da peça. Isso fragiliza as rebarbas e pisca, mas não é suficiente para alterar as propriedades do resto das partes. A peça, juntamente com a mídia abrasiva, são caídas na câmara.
-
Jateamento Abrasivo e Micro-abrasivo:
este processo envolve impactar a superfície com meios abrasivos para remover quaisquer irregularidades na superfície. O jateamento abrasivo é usado para remover rebarbas maiores e para criar uma textura necessária e rugosidade superficial geralmente para equipamentos usados em aplicações de cisalhamento de fluidos. O jateamento Micro-abrasivo é mais preciso na criação de superfícies mais suaves sem danificar ou alterar a precisão dimensional da peça. Este processo usa meios abrasivos muito finos tais como o óxido de alumínio, os grânulos de vidro, e os meios plásticos e um bocal diminuto para produzir um jato abrasivo verificável que possa visar e remover mícrons do material. O jateamento Micro-abrasivo é usado para peças de precisão de alto valor.
Capítulo 5: mídia de rebarbação
existem diferentes tipos de mídia abrasiva disponíveis no mercado. Meios abrasivos comuns são cerâmica, aço, plásticos e compostos orgânicos. Estes materiais estão disponíveis em uma variedade de formas e tamanhos dependendo da geometria da peça. A mídia deburring não apenas arranha e corta, mas também atua como uma almofada que impede que diferentes partes se impingam.
-
meios cerâmicos:
a cerâmica pode rebarbar diferentes tipos de metais e Plásticos. Dependendo da composição, densidade e geometria, pode fornecer diferentes acabamentos de superfície em diferentes velocidades de corte. Além disso, como a maioria das cerâmicas tem uma dureza inerente, elas são extremamente duráveis ao rebarbar metais duros.

-
meios de aço:
os meios de aço são usados para rebarbação e polimento leves. Eles têm um alto custo inicial, mas são amplamente utilizados devido à sua taxa mínima de atrito e limpeza extrema.

-
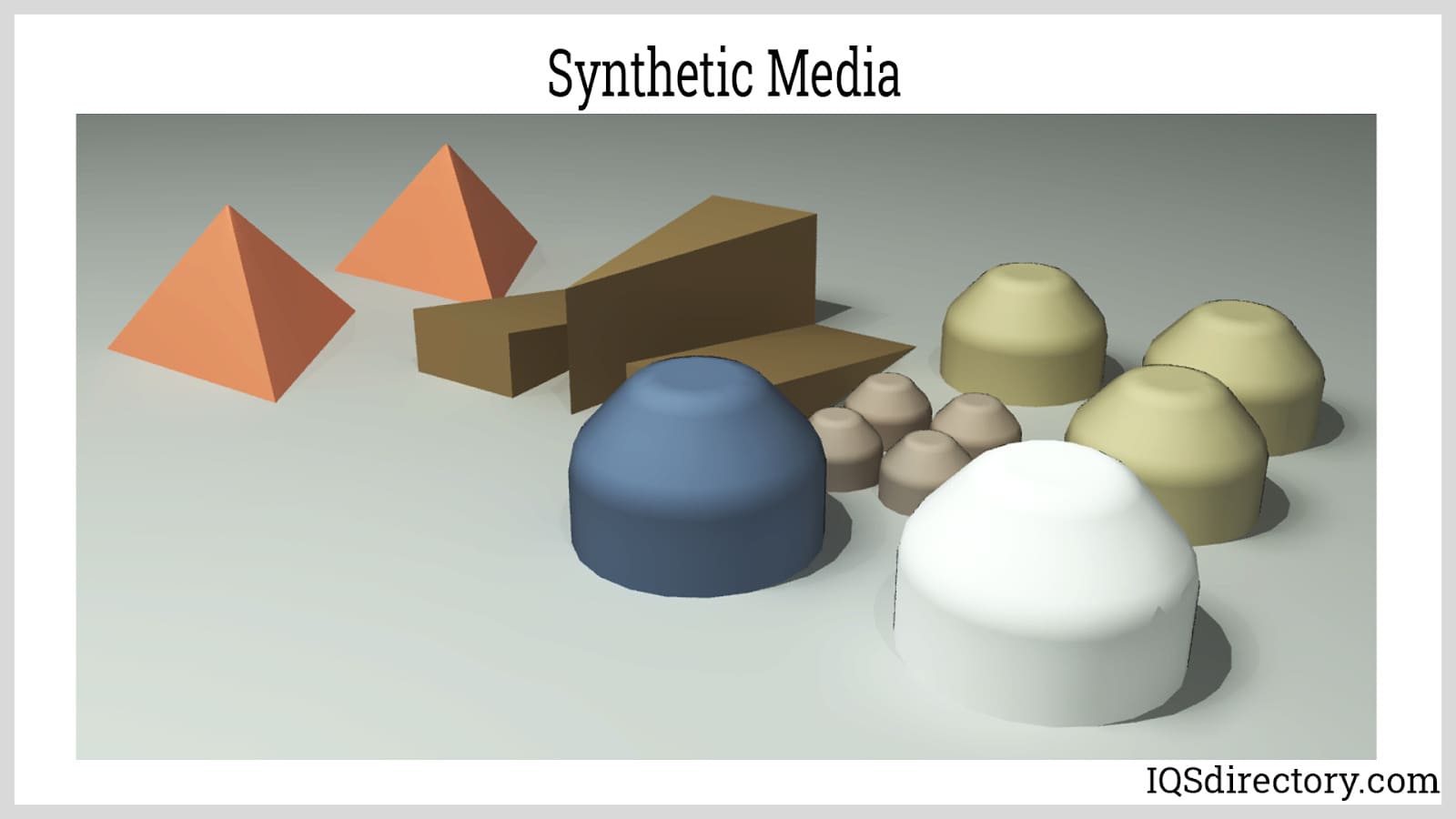
a Mídia Sintética:
Sintéticos são compostos por 50% a 70% de abrasivos, por peso. Os abrasivos podem ser alumina, esmeril e carboneto de silício. O abrasivo é incorporado dentro de um material mais macio. À medida que o material mais macio se corrói, o abrasivo é exposto, o que rebaixa a peça.
-
meios plásticos:
os plásticos podem ser formulados para servir aplicações específicas. Eles estão disponíveis como baixa densidade que é usada para rebarbação de uso geral, ou alta densidade que é para metais ferrosos e não ferrosos.

-
meios orgânicos:
exemplos destes são Nogueira e espiga de milho. Os meios orgânicos são usados para fins de secagem, pois podem absorver facilmente água e óleo.

Conclusão:
- a rebarbação é uma operação secundária de um processo de usinagem que melhora a qualidade final do produto removendo bordas elevadas e peças indesejadas de material, conhecidas como rebarbas, deixadas pelos processos iniciais de usinagem.
- as rebarbas produzem diversos problemas tais como o ajuste impróprio e o conjunto das peças, vida reduzida da peça devido à fadiga e à corrosão, aos perigos da segurança, e à estética reduzida.
- as rebarbas são classificadas de acordo com o mecanismo de formação. As classificações são Poisson, roll-over, rasgo, corte e rebarbas térmicas.A rebarbação é feita em uma variedade de métodos que dependem do material, geometria da peça, tamanho e localização das rebarbas, volume do produto e custo. Os métodos de rebarbação mais populares são manuais e mecânicos.
- rebarbação manual envolve escovar, lixar e rolar. A ação é feita manualmente ou por máquinas alimentadas.
- rebarbação mecânica usa tumblers e máquinas vibratórias. Essas máquinas executam rebarbação geral na peça de trabalho.
- para operações de rebarbação em massa (tombamento e vibração), são utilizados meios abrasivos. Estes podem ser compostos cerâmicos, de aço, plásticos e orgânicos.
OBTER SUA EMPRESA LISTADA ABAIXO
Leave a Reply