Press Tool Design Basics: Sheet Metal Stamping process
a ferramenta de imprensa ( comumente conhecida como die/ morre) é um conjunto de morrer, soco, placa de perfuração, soco backplate, stripper plate, etc. para produzir componentes da chapa metálica / peças carimbadas da folha de metal lisa.
para mais informações sobre ferramentas de imprensa: Estampagem de chapa metálica.html
Imprensa terminologia de trabalho
Antes de projetar a ferramenta de imprensa de processo de estampagem de chapa metálica, é necessário entender a configuração e os Componentes da ferramenta de prensa. A ferramenta de imprensa consiste em Soco / socos, morrer, placa de soco, Placa De Backup, Stripper, ejetores muitos mais componentes. Para entender melhor os principais componentes da imprensa e morre, basta dar uma olhada na figura dada.
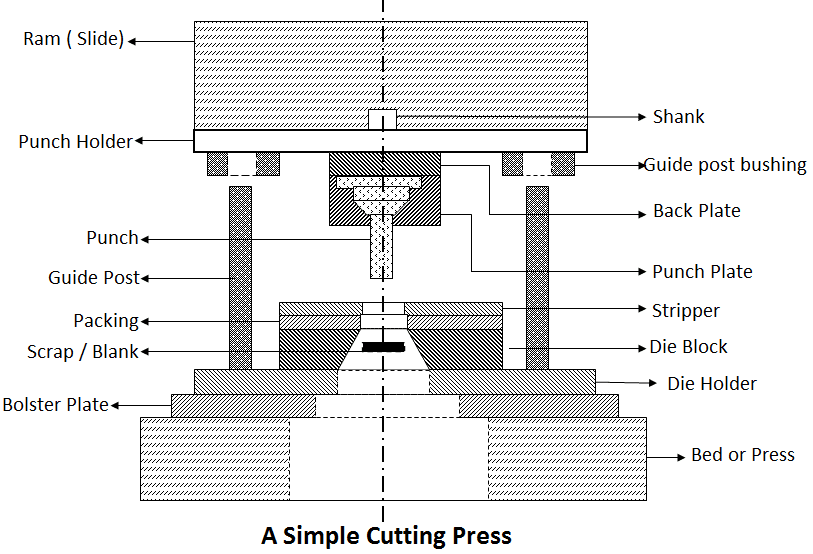
Ram (corrediça): Componente movente da imprensa que transfere a força mecânica ou hidráulica do volante /Sistema hidráulico à ferramenta da imprensa para o carimbo da chapa metálica.
Haste: a haste é usada como parte para instalar a matriz superior no slide da máquina de prensagem.
Punch Holder( sapato superior): esta é a parte superior do conjunto de matrizes que contém o empurrão do guidepost. Toda a seção superior (geralmente contém Punch, punch plate) do conjunto de matrizes é montada no sapato superior.
Suporte de matriz( Sapato inferior): esta é a parte inferior do conjunto de matriz que contém guia. Toda a seção inferior (geralmente contém matriz, stripper) do conjunto de matriz é montada no sapato superior.
Placa de apoio: a placa de apoio é colocada de modo que a intensidade da pressão não se torne excessiva no suporte do perfurador. Também é chamado de Placa Traseira de perfuração e placa de pressão.
Punch Plate: a função da placa punch é manter o punch em sua posição relativa adequada. A placa do perfurador cabe proximamente sobre o corpo do perfurador. Também é chamado de Retentor de soco.
Punch: Este é o principal componente do conjunto da matriz, que é direta ou indiretamente movido pela imprensa ram ou slide. Soco e morrer agir juntos para fazer uma parte carimbada.
cama: a cama é a parte inferior da estrutura da prensa que serve como uma mesa para a qual uma placa de reforço é montada.
Placa de reforço: esta é uma placa espessa presa à cama que é usada para suportar & localizar o conjunto de matriz.
Die: Die é uma parte feminina da ferramenta die block / press para produzir o trabalho dado em uma imprensa. Morrer e soco trabalhar juntos para fazer o produto de forma desejada.
Stripper: Um stripper é usado para tirar a tira de metal de um soco ou matriz.
guidepost & bucha do borne do Guia: este dois-componente da ferramenta da imprensa guia o grupo do dado para manter o alinhamento durante a operação. Devidamente lubrificados e posicionados, melhoram a operação da ferramenta e contribuem para a produção de produtos de qualidade. Isso também é chamado de conjunto de matriz de Pilar.
Shut Height: a distância entre a parte superior da cama e a parte inferior da corrediça, com seu curso para baixo e ajuste para cima.
curso: a distância do movimento da Ram de sua posição para cima para sua posição para baixo. É geralmente constante para prensas mecânicas, mas variável para prensas hidráulicas.
estampagem de Metal Press Componentes de Ferramentas
Pressione os componentes da Ferramenta pode ser dividido nas seguintes categorias:
- Componentes estruturais
- Componentes de Trabalho
- Orientação ou Localização de Componentes
- Excluindo Componentes
- Fixação de Componentes
- Alimentação de Componentes
Componentes Estruturais
Pressione os Componentes da ferramenta de exploração de trabalho componentes de um para o outro e a imprensa. Como Sapato Superior, Sapato inferior, haste.
componentes de trabalho
componentes que realmente participam da formação da peça estampada de forma desejada. Como Soco & Morrer.
componentes de orientação ou localização
os componentes de orientação mantêm o alinhamento preciso da sapata superior com a sapata inferior durante a operação. Guidepost conjuntos e pinos de cavilha são exemplos de componentes de orientação.
componentes de decapagem
componentes que removem ou retiram espaços em branco e retalham do punção ou da matriz quando a operação terminar. Como Stripper, empurre pinos, ejetores, nocautes.
componentes de fixação
os componentes de fixação mantêm juntas todas as partes da ferramenta de imprensa como uma unidade. Como a placa do perfurador, morra o bloco, Todos Os prendedores.
componentes de alimentação
os componentes de alimentação alimentam a folha em branco ou metálica para a estação de estampagem. Esses componentes ajudam a aumentar a taxa de produção.
o requisito do design da Ferramenta De Imprensa
ao projetar uma ferramenta de imprensa e selecionar a imprensa para um determinado trabalho, os seguintes fatores devem ser considerados :
- Espessura do componente
- requisito de Energia
- Tipo de operação a ser executada
- Não. de operações a serem realizadas
- Tamanho total do trabalho
- velocidade de operação.
o design da ferramenta de imprensa deve se adequar ao tipo de produção, ou seja, produção em massa, pequeno lote ou lote enorme. As ferramentas de imprensa devem atender aos seguintes requisitos:
- as ferramentas da imprensa devem assegurar a saída exigida, operação segura & manutenção fácil.
- as ferramentas de imprensa devem ser projetadas de tal forma que possíveis componentes padrão sejam usados para a fabricação de produtos.
- as ferramentas da imprensa devem ser projetadas para a utilização máxima do material assim como da mão de obra.
- as peças de trabalho das ferramentas da imprensa devem ser fortes e duráveis e substituíveis quando desgastadas.
- a precisão Dimensional e o acabamento da superfície devem estar dentro das tolerâncias.
Design de Ferramentas De Imprensa
o processo de estampagem de chapa metálica é um processo de fabricação muito rápido e preciso. Mas e se, Ferramenta de imprensa não está funcionando de forma eficiente ou é preciso muito mais operações para produzir peças estampadas. Por isso, é muito importante projetar uma economia amigável e economia de tempo Ferramentas De Imprensa.
passos para projetar qualquer ferramenta de imprensa de estampagem de chapa metálica ou morrer.
- O cálculo da força necessária ( tonelagem de pressão)
- Selecção de prima
- Determinação de encerrar a altura da ferramenta
- computação morrer de espessura e de margens ( Mínimo de seção transversal)
- elaboração de layout de faixa e comparando a utilização de material
- Design de localização de elementos
- Selecção de Hardware
- elaboração de plano de morrer ( Pilar conjuntos, Soco a altura, e a montagem)
- Identificar o centro de pressão e verificação de sucata de eliminação
- Desenho de Detalhes
o Que é Layout de Faixa?
a economia material é muito importante no processo de carimbo da chapa metálica. Como o blanking é a primeira operação, a economia de matéria-prima pode ser afetada usando o layout de tira mais econômico que pode fornecer a maior utilização do material. Geralmente, os designers de ferramentas de imprensa desenham pelo menos cinco layouts de tira para computação e comparam sua utilização de material antes de projetar a ferramenta de imprensa.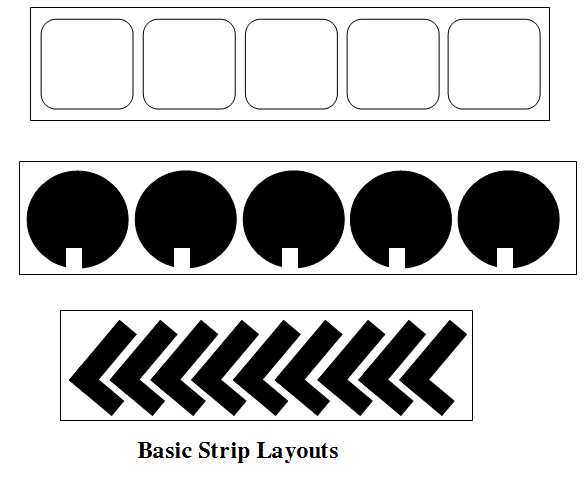
o layout de tira para espaços em branco em forma de letras L, T ou U pode ser produzido economicamente por layouts invertidos, conforme mostrado na imagem a seguir. 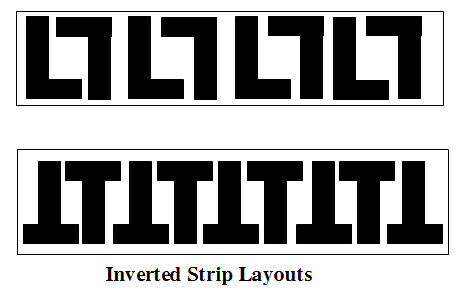
A utilização do material para o layout de faixa pode ser calculado a partir da seguinte fórmula–

OU

Teoria da Prima Ferramenta de Processo de Estampagem
Folha de operações de corte de metal em um trabalho de estamparia é um processo de corte. À medida que o soco toca a chapa e viaja para baixo, ele empurra o material para a abertura da matriz. O material é submetido a tensões de compressão e tração. Essas tensões serão mais altas nas bordas da matriz e o soco e o material Irão estressar além de seu limite elástico e começar a rachar lá.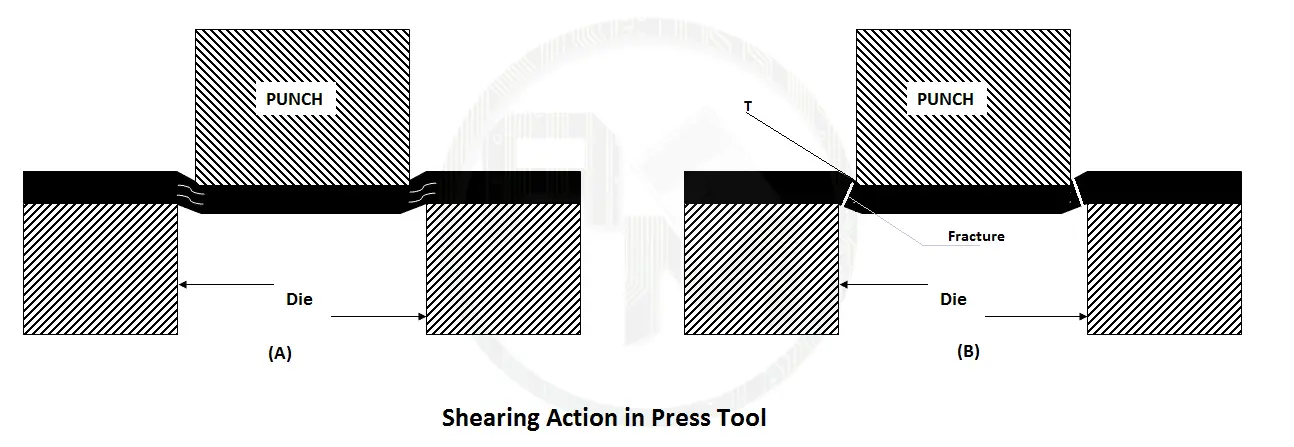
3 etapas de cisalhamento ou fratura em operações de corte de chapa metálica.
- enfatizando o material além de seu limite elástico.
- deformação plástica devido à redução na área
- a fratura começa em uma área reduzida.
disposição das forças
as forças desenvolvidas na operação de cisalhamento são representadas por um triângulo como mostrado na figura abaixo. A força de cisalhamento vertical e a força lateral horizontal são representadas por V e H, respectivamente. A força resultante é representada por R.
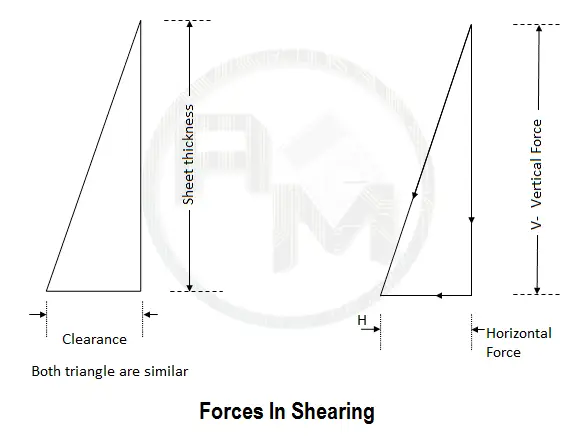
Força Vertical
O valor da Componente Vertical V depende da área a ser cortado e a resistência ao cisalhamento do material a ser cortado. A área de cisalhamento é um múltiplo do comprimento do corte e da espessura da folha.
força Horizontal
o valor da força horizontal ou lateral h depende da folga da matriz. A força horizontal pode ser indicada em termos de porcentagem de força vertical. Essa porcentagem é a mesma que a porcentagem de folga da matriz.
para corte perfeito/corte de chapa metálica, a folga deve estar na quantidade adequada.
o que é a folga da Ferramenta De Imprensa?
a quantidade de espaço entre a aresta de corte e a aresta de corte é conhecida como folga. Para uma melhor compreensão, “a folga é a quantidade de espaço extra necessária no orifício da matriz para permitir que o punção passe para perfurar um orifício no material”.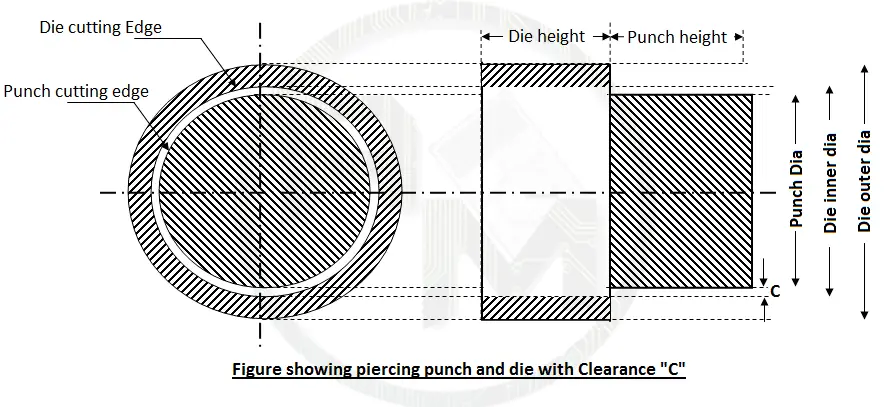
a importância da folga adequada da ferramenta de prensa
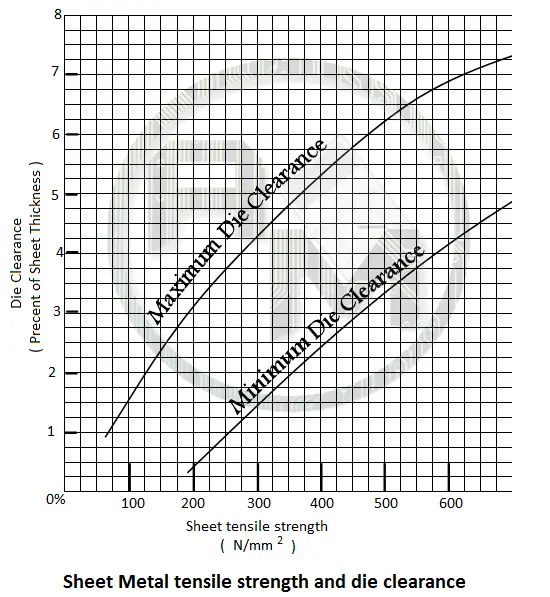
a folga tem um papel significativo em todas as operações de corte e formação. A folga da matriz depende do material de trabalho, varia de dois a dez por cento da espessura da planilha. O material dútile deve ter menos morre afastamento de outra maneira o material macio seria tirado na diferença e umas necessidades materiais mais duras mais morrem afastamento para a boa ação de corte.
a folga excessiva causa mais rebarba na folha cortada, enquanto menos folga reduz a rebarba, mas também danifica as bordas da matriz e do punção. Isto conduz ao resharpening frequente do dado e do perfurador e diminui a vida da ferramenta da imprensa.
a gama de folgas de matriz para vários materiais para trabalhos de estampagem:
observe que as folgas de matriz são especificadas na porcentagem de Espessura Da Folha. Para um perfil de corte próximo, haveria uma folga entre a matriz e o soco em todo o perfil.
Morrer de Apuramento para vários materiais

Nota: não é possível obter tolerâncias de morrer limpeza em componentes de forma, é necessário realizar um adicional de barbear operação para alta precisão de trabalho.
morre o afastamento para a ferramenta da imprensa de perfuração
o furo perfurado na folha é um afilado, com abertura mínima igual ao tamanho do perfurador. O tamanho máximo do furo na parte inferior da folha depende da largura da abertura da matriz. Como o tamanho mínimo é importante na perfuração/ perfuração, o punção é feito igual ao tamanho do furo.
a folga da matriz no corte da matriz é maior do que o tamanho indicado no desenho do componente.
por exemplo
perfurando um orifício de ∅ 20 mm de uma folha ms de 2 mm de espessura.
punção de diâmetro vai ser o mesmo que o tamanho do furo que eu.e 20 mm.
Morrer desembaraço de 2,5% da espessura da chapa = 2.0 x 0,025
⇒ 0,05 cada lado
⇒ Morrer furo = 20 + 2 x 0.05 = ∅ 20.10 mm
Morrer autorização para Supressão pressione
A acção folha de perfil também é afilado, com o mínimo de tamanho na parte inferior e máxima no topo. O tamanho máximo do furo na parte inferior da folha depende da abertura da matriz. Como o tamanho mínimo é importante na perfuração/ perfuração, o punção é feito igual ao tamanho do furo.
as dimensões máximas dos espaços em branco não devem exceder os tamanhos indicados no desenho dos componentes. Portanto, ao anular o recorte do dado é igual ao orifício do perfil do dado e o soco deve ser menor em todos os lados pelo tamanho da folga.
por exemplo:
apagando uma folha de ∅ 20 mm apagada de uma folha de MS de 2 mm de espessura.
Morrer de diâmetro vai ser o mesmo que o tamanho do furo que eu.e 20 mm.
espaço de 2,5% da espessura da chapa = 2.0 x 0,025
⇒ 0,05 cada lado
⇒ Soco Tamanho = 20 – 2 x 0.05 = ∅ 19.90 mm
Nota: Qual é a diferença entre ferramentas de perfuração e apagamento ?
Ans: as ferramentas de Blanking e perfuração são semelhantes, no entanto, a peça de trabalho na ferramenta de blanking chamada blank e usada em operação adicional, enquanto na ferramenta de perfuração a peça que cai através da matriz é Sucata.
Ferramentas de dobra princípios
o processo de dobra muda a forma de um espaço em branco plano para torná-lo angular, curvo ou ambos sem muita mudança em sua espessura.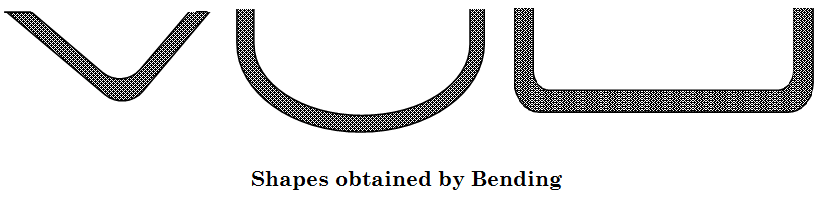 é um processo muito comum para trocar folhas e placas em canais, tanques de tambores, etc. Durante a operação de flexão, a superfície externa do material está em tensão e a superfície interna está em compressão. A tensão no material dobrado aumenta com um raio de curvatura decrescente.
é um processo muito comum para trocar folhas e placas em canais, tanques de tambores, etc. Durante a operação de flexão, a superfície externa do material está em tensão e a superfície interna está em compressão. A tensão no material dobrado aumenta com um raio de curvatura decrescente.
raio de curvatura
o raio mínimo ao qual um espaço em branco pode ser dobrado sem rachar depende do material e da sua dureza. O raio interno mínimo também depende da direção do rolamento. As tiras devem ser cortadas de tal forma que as linhas de curvatura fiquem no ângulo certo em relação à direção do grão.
uma folha é mais vulnerável a rachaduras em curvas na direção do grão. Portanto, o raio mínimo de rachaduras no grão é cerca de quatro vezes o raio mínimo para dobrar ao longo da direção do grão. Normalmente, a direção dos grãos é paralela ao lado mais longo da folha completa sem cortes.
raios mínimos para dobrar vários materiais junto com os sentidos da grão.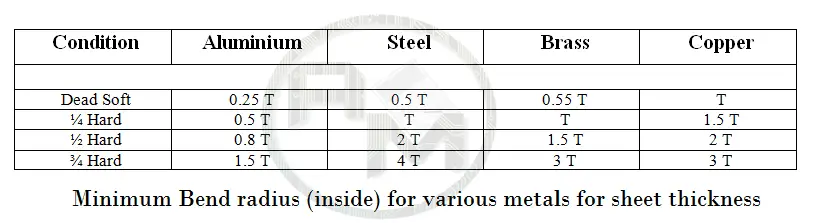
, Onde T= Espessura do material
dobra
Quando a folha de metal dobrado ou curvado, o metal ao redor da curva é deformados e alongados. Como isso acontece, ele ganha uma pequena quantidade de comprimento total na parte estampada. A Margem de curvatura é definida como o comprimento adicionado aos comprimentos reais da perna da peça, a fim de desenvolver um padrão plano.
o comprimento da perna é o comprimento do flange que está fora do raio de curvatura.
tamanho em branco ou comprimento desenvolvido
é um princípio de estampagem necessário calcular o comprimento do espaço em branco antes de dobrar porque um componente geralmente é apagado antes de dobrar.
durante a dobra, as camadas de metal adjacentes ao raio interno são comprimidas enquanto as camadas de metal adjacentes ao raio externo são esticadas. Algumas camadas de folha não comprimem nem esticam durante uma operação de flexão chamada Plano neutro.
Nota: O Plano neutro encontra-se ao longo do meio da espessura da folha para o raio mais de duas vezes a espessura. Para raios com menos de duas vezes de espessura da folha, aproximadamente um terço da espessura da superfície do raio interno da curva.
ao calcular o comprimento em branco ou o comprimento desenvolvido, deve-se considerar o deslocamento do plano neutro. 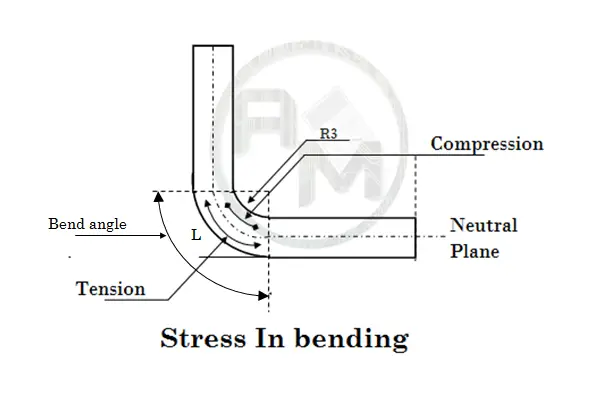 o comprimento desenvolvido deve ser calculado ao longo do plano neutro seguindo a fórmula.
o comprimento desenvolvido deve ser calculado ao longo do plano neutro seguindo a fórmula.


T= Espessura da Chapa
R = Dentro do raio de curvatura
L= Comprimento Desenvolvido
A = Ângulo de curvatura em grau
Exemplo: Calcular o comprimento desenvolvido ou em branco comprimento para os seguintes componentes.
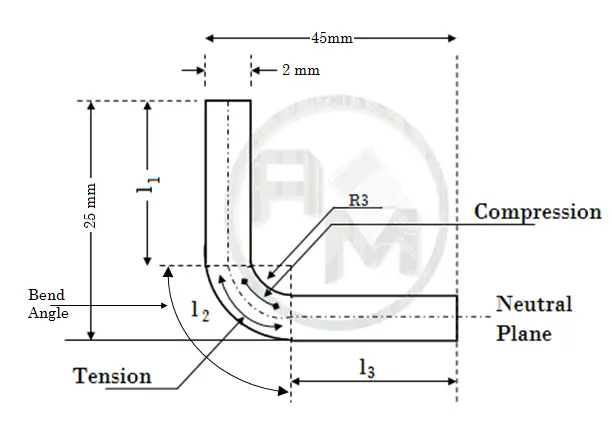
Solução: O comprimento desenvolvido do componente tem duas partes retas l1 ‘ l2, e a parte curvada l3.
dado:
raio interno: 3mm
Espessura Da Folha : 2 mm
Então
l1 = 25 – ( Folha de espessura + raio Interior ) =25 – 5 =20 mm
l3 = 45 – ( Folha de espessura + raio Interior ) =45 – 5 =40 mm
Como o raio interno de curvatura é menor que 4 ( duas vezes a espessura da chapa )
l2 = 
= (π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
Agora Total Comprimento desenvolvido
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
Computer-aided design da imprensa ferramentas
Devido à crescente demanda por ferramentas de prensagem, um compacto e prático sistema de CAD/CAM para design de imprensa ferramenta pode automatizar as seguintes funções:
- Conferir a peça de trabalho de desenho para a viabilidade de fabricação a partir da folha de estamparia de metais do processo pressione ferramentas.
- encontrar tamanho em branco para operações de dobra, formação ou desenho.
- seleção para os tipos de ferramentas de imprensa a serem usadas.
- cálculo da utilização do material, Passo, margens e ângulo de orientação.
- decidindo disposição de socos e centro da haste.
- forças de cisalhamento de computação e tamanho da matriz, stripper, parafusos, buchas, etc.
- selecionar a máquina de prensagem e o conjunto de matrizes.
- elaboração de desenhos de montagem e desenhos detalhados.
computer-aided press tool designing inclui vários módulos como módulo de verificação de peças de trabalho, módulo de tamanho em branco de comprimento desenvolvido, Módulo de aninhamento, Módulo de layout de tira e módulo de design de matriz. O módulo de verificação de projeto descobre o centro de pressão, tonelagem necessária, força de decapagem, dimensões de socos, matrizes, descascador, descascador e placas de punção, não. dos parafusos, dos pinos do passador, das molas, e dos pinos knock-out.
o módulo de projeto cria o desenho do conjunto com muitas camadas para vários elementos das ferramentas da imprensa tais como morre o bloco, morre a placa, o perfurador, a placa do perfurador, o descascador, a placa do descascador, o ejetor, etc.
Leave a Reply