press Tool design Basics: Sheet Metal Stamping process
instrumentul de presă ( cunoscut sub numele de matriță/ matrițe) este un ansamblu de matriță, punch, punch plate, punch backplate, stripper plate etc. pentru a produce componente din tablă / piese ștanțate din tabla plană.
pentru mai multe informații despre uneltele de presare: ștanțarea tablelor.html
apăsați terminologia de lucru
înainte de a proiecta instrumentul de presă pentru procesul de ștanțare a tablelor, este necesar să înțelegeți configurația și componentele instrumentului de presă. Instrumentul de presă este format din pumn / pumni, mor, placă pumn, placă de rezervă, Stripper, Ejectoare mai multe componente. Pentru a înțelege mai bine principalele componente ale presei și moare, trebuie doar să aruncați o privire la figura dată.
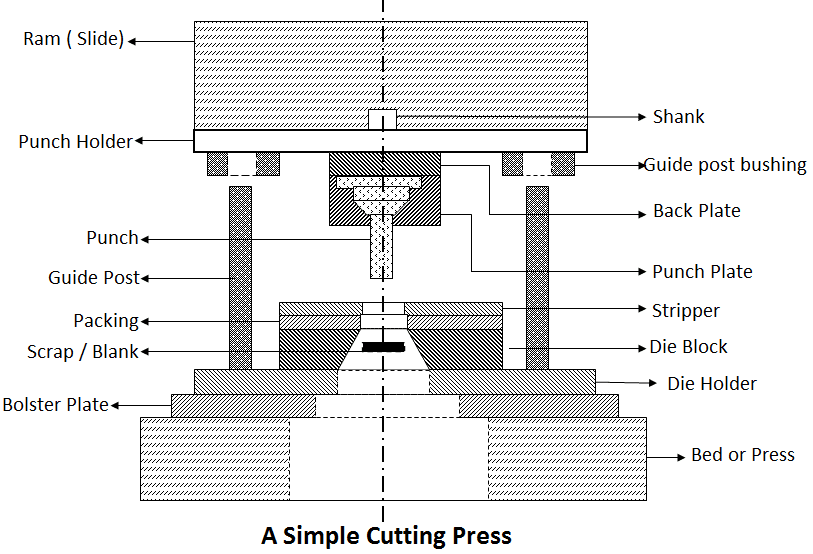
Ram (diapozitiv): Componentă mobilă a presei care transferă forța mecanică sau hidraulică de la volant /sistem hidraulic la instrumentul de presare pentru ștanțarea tablelor.
gambă: gamba este utilizată ca parte pentru instalarea matriței superioare în diapozitivul mașinii de presat.
suport pentru perforare ( pantof superior): aceasta este partea superioară a setului de matrițe care conține împingerea stâlpului de ghidare. Întreaga secțiune superioară (în general conține pumn, placă de perforare) a setului de matriță este montată pe pantoful superior.
suport pentru matrițe ( pantof inferior ): aceasta este partea inferioară a setului de matrițe care conține ghidaj. Întreaga secțiune inferioară (în general conține matriță, stripper) a setului de matriță este montată pe pantoful superior.
placă de rezervă: placa de rezervă este plasată astfel încât intensitatea presiunii să nu devină excesivă pe suportul de perforare. Este, de asemenea, numit Punch backplate și placa de presiune.
placă de perforare: funcția plăcii de perforare este de a menține pumnul în poziția sa relativă corectă. Placa de perforare se potrivește strâns peste corpul pumnului. Se mai numește și dispozitiv de fixare a pumnului.
pumn: Aceasta este componenta principală a asamblării matriței, care este deplasată direct sau indirect prin apăsarea ram sau slide. Punch și die acționează împreună pentru a face o parte ștampilată.
pat: patul este partea inferioară a cadrului de presare care servește ca o masă pe care este montată o placă de susținere.
placă de susținere: aceasta este o placă groasă fixată pe pat, care este utilizată pentru sprijinirea localizării setului de matrițe &.
Die: Die este o parte feminină a instrumentului die block/press pentru producerea lucrării de muncă date într-o presă. Die și pumn lucra împreună pentru a face produsul forma dorită.
Stripper: Un stripper este folosit pentru a scoate banda metalică dintr-un pumn sau a muri.
Guidepost & ghid de post bucșă: acest două componente ale sculei de presă ghid mor setat pentru a menține alinierea în timpul funcționării. Lubrifiate și poziționate corespunzător, ele îmbunătățesc funcționarea sculei și contribuie la producerea de produse de calitate. Acest lucru este, de asemenea, numit un stâlp mor set.
înălțimea de închidere: distanța dintre partea superioară a patului și partea inferioară a toboganului, cu cursa în jos și reglarea în sus.
cursă: distanța de mișcare a Berbecului de la poziția sa în sus la poziția sa în jos. Este în general constantă pentru prese mecanice, dar variabilă pentru prese hidraulice.
metal ștanțare instrumente de presă componente
componente de scule de presă pot fi împărțite în următoarele categorii:
- componente structurale
- componente de lucru
- componente de ghidare sau localizare
- componente de stripare
- componente de fixare
- componente de alimentare
componente structurale
Apăsați componentele sculei ținând componentele de lucru între ele și Presă. Ca pantoful superior, pantoful inferior, coada.
componente de lucru
componente care participă efectiv la formarea piesei ștampilate în formă dorită. Ca Punch & Die.
componente de ghidare sau localizare
componente de ghidare mențin alinierea exactă a pantofului superior cu pantoful inferior în timpul funcționării. Seturile de posturi de ghidare și știfturile diblurilor sunt exemple de componente de ghidare.
Stripping Components
components that remove or strip blanks and scrapes from the punch or die when the operation is over. Ca stripteuză, împinge pe ace, Ejectoare, Knockout.
componente de fixare
componente de fixare țineți împreună toate părțile sculei de presare ca unitate. Ca placa de perforare, blocul de matriță, toate elementele de fixare.
componentele de alimentare
componentele de alimentare alimentează semifabricatul sau tabla la stația de ștanțare. Aceste componente ajută la creșterea ratei de producție.
cerința de proiectare a sculei de presare
în timp ce proiectați un instrument de presare și selectați presa pentru o anumită lucrare, trebuie luați în considerare următorii factori :
- grosimea componentei
- cerința de putere
- tipul de operațiune care trebuie efectuată
- nr. de operațiuni care urmează să fie efectuate
- dimensiunea totală de lucru
- viteza de funcționare.
proiectarea instrumentului de presă ar trebui să se potrivească tipului de producție, adică producția în masă, lotul mic sau lotul imens. Instrumentele de presă trebuie să îndeplinească următoarele cerințe:
- instrumentele de presă ar trebui să asigure ieșirea cerută, funcționarea sigură & întreținere ușoară.
- uneltele de presare trebuie proiectate astfel încât să se utilizeze componente standard posibile pentru fabricarea produselor.
- instrumentele de presare trebuie proiectate pentru utilizarea maximă a materialului, precum și a forței de muncă.
- piesele de lucru ale sculelor de presare trebuie să fie puternice și durabile și să poată fi înlocuite atunci când sunt uzate.
- precizia dimensională și finisajul suprafeței trebuie să se încadreze în toleranțe.
proiectarea instrumentelor de presare
procesul de ștanțare a tablelor este un proces de fabricație foarte rapid și precis. Dar dacă, instrumentul de presă nu funcționează eficient sau este nevoie de mai multe operații pentru a produce piese ștanțate. Deci, este foarte important să se proiecteze o economie de instrumente de presă prietenos și de economisire a timpului.
pași pentru a proiecta orice tablă ștanțare instrument de presă sau mor.
- calculul forței necesare ( tonajul presei)
- selectarea presei
- determinarea înălțimii de închidere a sculei
- grosimea matriței de calcul și marginile ( secțiunea transversală minimă)
- dispunerea benzii de desen și compararea utilizării materialului
- proiectarea elementelor de localizare
- selectarea hardware-ului
- planul matriței de desen ( seturi de stâlpi, înălțimea pumnului și montare)
- identificați Centrul de presiune și verificarea eliminării deșeurilor
- detalii desen
ce este aspectul benzii?
economia materialelor este foarte importantă în procesul de ștanțare a tablelor. Deoarece decuparea este prima operație, economia materiilor prime poate fi afectată prin utilizarea celui mai economic aspect al benzii care poate oferi cea mai mare utilizare a materialului. În general, designerii de instrumente de presă desenează cel puțin cinci machete de benzi pentru calcul și compară utilizarea materialului lor înainte de a proiecta instrumentul de presă.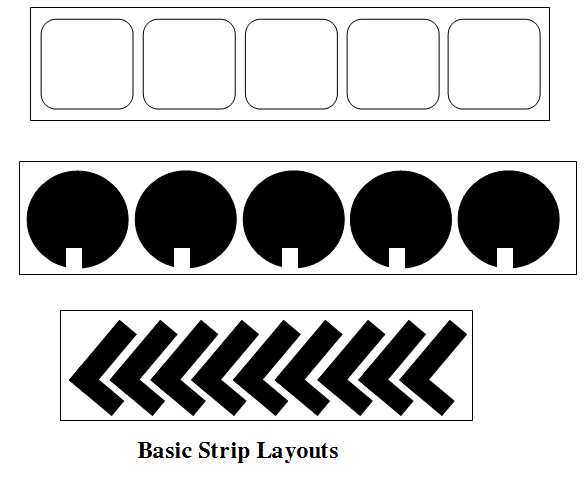
strip layout pentru spații libere în formă de litere L, T sau U poate fi produs economic prin machete inversate, așa cum se arată în imaginea următoare. 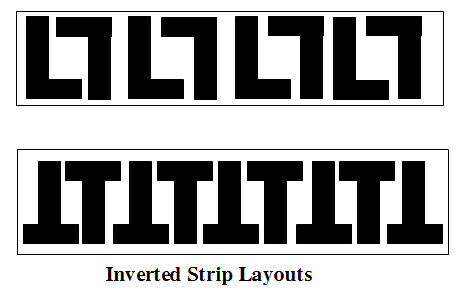
utilizarea materialului pentru aspectul benzii poate fi calculată din următoarea formulă–

sau

teoria procesului de ștanțare a sculelor de presă
operațiunile de tăiere a tablelor într-o lucrare de ștanțare este un proces de forfecare. Pe măsură ce pumnul atinge tabla și se deplasează în jos, împinge materialul în deschiderea matriței. Materialul este supus atât la solicitări de compresiune, cât și la tracțiune. Aceste tensiuni vor fi cele mai mari la marginile matriței și pumnului, iar materialul va sublinia dincolo de limita sa elastică și va începe să crape acolo.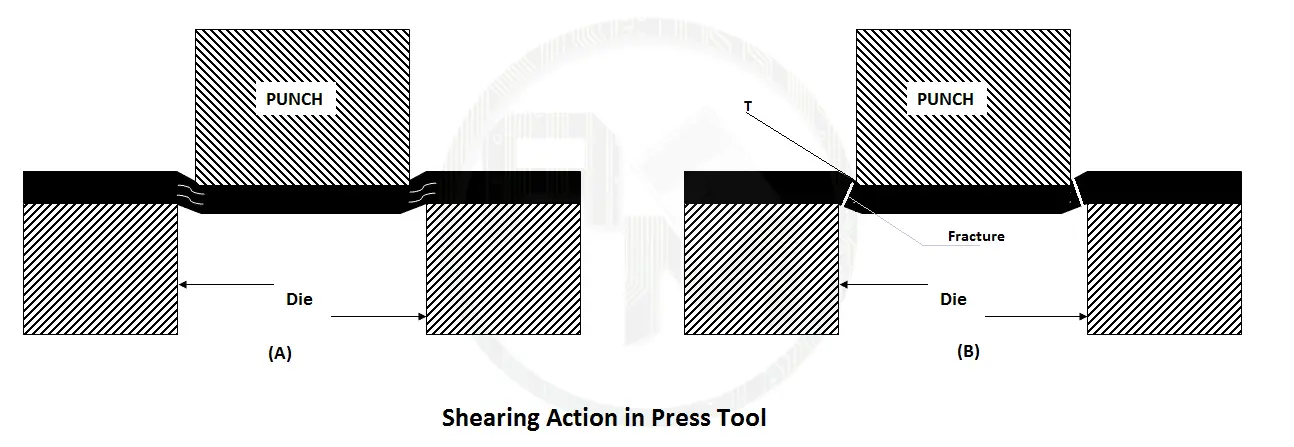
3 etape de forfecare sau fractură în operațiile de tăiere a tablelor.
- subliniind Materialul dincolo de limita sa elastică.
- deformarea plastică datorată reducerii suprafeței
- fracturarea începe într-o zonă redusă.
dispunerea forțelor
forțele dezvoltate în operația de forfecare sunt reprezentate de un triunghi așa cum se arată în figura de mai jos. Forța de forfecare verticală și forța laterală orizontală sunt reprezentate de V și respectiv H. Forța rezultată este reprezentată de R.
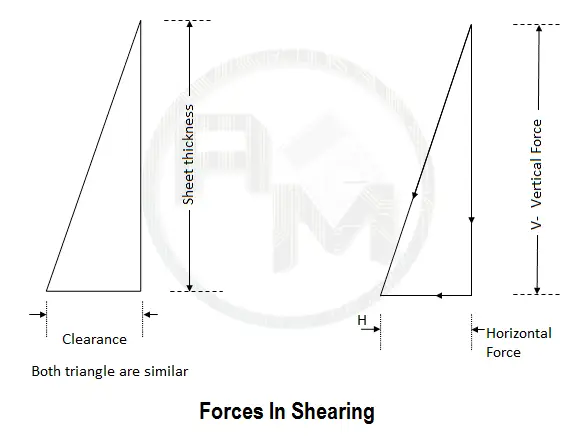
forța verticală
valoarea componentei verticale V depinde de suprafața de forfecat și de rezistența la forfecare a materialului de tăiat. Zona de forfecare este un multiplu al lungimii tăieturii și a grosimii foii.
forță orizontală
valoarea forței orizontale sau laterale H depinde de jocul matriței. Forța orizontală poate fi declarată în termeni de procent de forță verticală. Acest procent este același cu procentul de eliminare a matriței.
pentru forfecarea/tăierea perfectă a tablei, jocul trebuie să fie în cantitatea corespunzătoare.
ce este Clearance-ul sculei de presă?
spațiul dintre muchia de tăiere a pumnului și muchia de tăiere a matriței este cunoscut sub numele de degajare. Pentru o mai bună înțelegere, “Clearance-ul este cantitatea de spațiu suplimentar necesar în gaura matriței pentru a permite pumnului să treacă pentru a lovi o gaură în material”.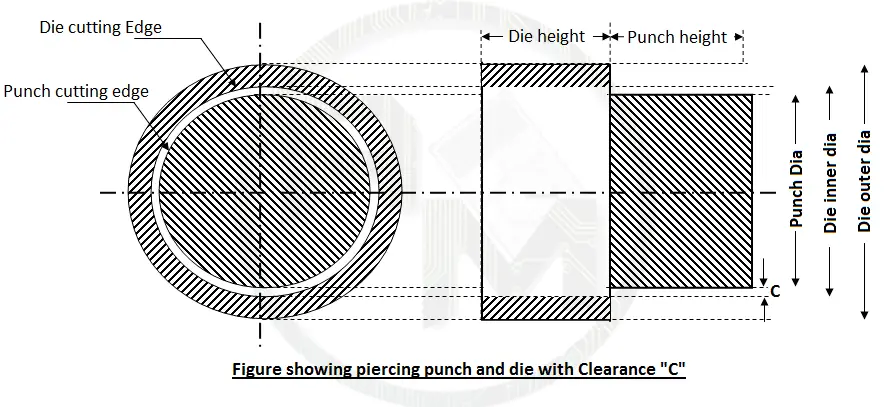
importanța corespunzătoare presă instrument Clearance-ul
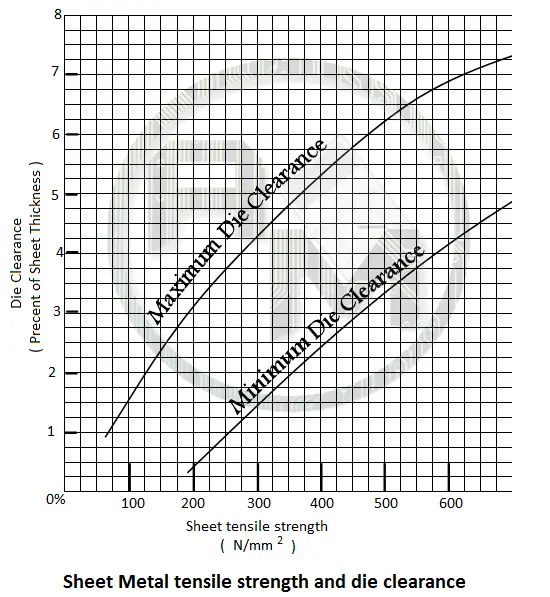
Clearance-ul are un rol semnificativ în toate operațiunile de tăiere și operațiunile de formare. Clearance-ul matriței depinde de materialul de lucru, acesta variază de la două la zece procente din grosimea foii de lucru. Materialul ductil ar trebui să aibă o degajare mai mică a matriței, altfel materialul moale ar fi atras în gol, iar materialul mai dur are nevoie de mai multă degajare a matriței pentru o acțiune bună de forfecare.
clearance-ul excesiv provoacă mai multă burr pe foaia forfecată, în timp ce clearance-ul mai mic reduce burr-ul, dar dăunează și marginilor matriței și pumnului. Acest lucru duce la reascuțirea frecventă a matriței și a pumnului și scade durata de viață a sculei de presare.
gama de spații libere pentru diferite materiale pentru lucrări de ștanțare:
rețineți că spațiile libere pentru matrițe sunt specificate în procentul de grosime a foii. Pentru un profil de tăiere strânsă, ar exista o degajare a matriței între matriță și pumn în jurul profilului.
Die Clearance-ul pentru diverse materiale

notă: nu este posibil pentru a obține toleranțe decât die clearance-ul pe componente, astfel încât este necesar să se efectueze o operație suplimentară de ras pentru munca de mare precizie.
Die clearance-ul pentru perforare instrument de presă
gaura străpunsă în foaia este unul conic, cu deschidere minimă egală cu dimensiunea pumn. Dimensiunea maximă a găurii din partea de jos a foii depinde de lățimea deschiderii matriței. Deoarece dimensiunea minimă este importantă în piercing/perforare, pumnul este egal cu dimensiunea găurii.
clearance-ul matriței de pe decupajul matriței este mai mare decât dimensiunea indicată pe desenul componentelor.
de exemplu
străpungerea unei găuri de 20 mm din foi MS groase de 2 mm.
diametrul pumnului va fi același cu dimensiunea găurii, adică 20 mm.
clearance-ul matriței la 2,5% din grosimea tablei = 2,0 x 0,025
0,05 pe fiecare parte
alezajul matriței pentru ștanțare = 20 + 2 x 0,05 = 20,10 mm
Clearance-ul matriței pentru instrumentul de presă de decupare
foaia de profil golită este, de asemenea, una conică, cu dimensiunea minimă în partea de jos și maximă în partea de sus. Dimensiunea maximă a găurii din partea de jos a foii depinde de deschiderea matriței. Deoarece dimensiunea minimă este importantă în piercing/perforare, pumnul este egal cu dimensiunea găurii.
dimensiunile maxime ale semifabricatelor nu trebuie să depășească dimensiunile indicate în desenul componentelor. Deci, în decupare, decupajul matriței este egal cu gaura profilului matriței, iar pumnul trebuie să fie mai mic pe fiecare parte în funcție de dimensiunea clearance-ului.
de exemplu:
golirea unei foi goale de 20 mm de la o grosime de 2 mm.
diametrul matriței va fi același cu dimensiunea găurii, adică 20 mm.
clearance-ul la 2,5% din grosimea foii = 2,0 x 0,025
0,05 pe fiecare parte
Dimensiunea Punch-ului de la 20-2 x 0,05 = 19,90 mm
notă: Care este diferența dintre instrumentele de perforare și decupare ?
ans: instrumentele de decupare și perforare sunt similare, însă piesa de prelucrat din instrumentul de decupare numită martor și utilizată în funcționare ulterioară, în timp ce în instrumentul de perforare piesa care cade prin matriță este resturi.
instrumente de presare la îndoire principii
procesul de îndoire schimbă forma unui semifabricat plat pentru a-l face unghiular, curbat sau ambele fără prea multe modificări ale grosimii sale.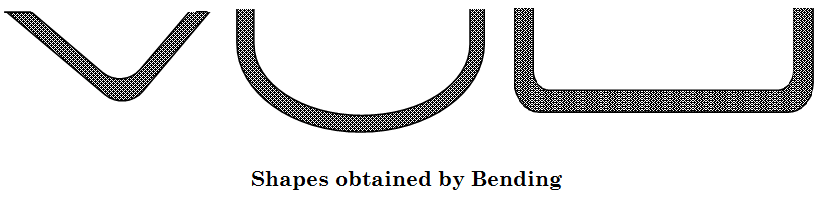 este un proces foarte comun pentru schimbarea foilor și plăcilor în canale, Rezervoare de tobe etc. În timpul operației de îndoire, suprafața exterioară a materialului este în tensiune, iar suprafața interioară este în compresie. Tulpina din materialul îndoit crește cu o rază de curbură descrescătoare.
este un proces foarte comun pentru schimbarea foilor și plăcilor în canale, Rezervoare de tobe etc. În timpul operației de îndoire, suprafața exterioară a materialului este în tensiune, iar suprafața interioară este în compresie. Tulpina din materialul îndoit crește cu o rază de curbură descrescătoare.
raza de îndoire
raza minimă la care un martor poate fi îndoit fără crăpare depinde de material și de duritatea acestuia. Raza interioară minimă depinde, de asemenea, de direcția de rulare. Fâșiile trebuie tăiate astfel încât liniile de îndoire să se afle în unghi drept față de direcția bobului.
o foaie este mai vulnerabilă la crăparea în coturi în direcția bobului. Deci raza minimă de fisurare pe Bob este de aproximativ patru ori razele minime pentru îndoire de-a lungul direcției bobului. De obicei, direcția boabelor este paralelă cu partea mai lungă a foii întregi netăiate.
raze minime pentru îndoirea diferitelor materiale împreună cu direcțiile de cereale.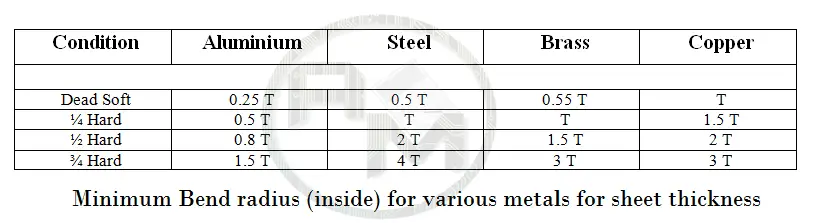
unde T= grosimea materialului
indemnizație de îndoire
când foaia de metal pliată sau îndoită, metalul din jurul curbei este deformat și întins. Pe măsură ce se întâmplă acest lucru, câștigă o cantitate mică de lungime totală în partea ștampilată. Indemnizația de îndoire este definită ca lungimea adăugată la lungimile reale ale piciorului piesei pentru a dezvolta un model plat.
lungimea piciorului este lungimea flanșei care se află în afara razei de îndoire.
Dimensiune goală sau Lungime dezvoltată
este un principiu de ștanțare necesar pentru a calcula lungimea semifabricatului înainte de îndoire, deoarece o componentă este de obicei blocată înainte de îndoire.
în timpul îndoirii, straturile metalice adiacente razei interioare sunt comprimate în timp ce straturile metalice adiacente razei exterioare sunt întinse. Unele straturi de foaie nu se comprimă și nici nu se întind în timpul unei operații de îndoire numită plan neutru.
notă: planul neutru se află de-a lungul mijlocului grosimii foii pentru o rază mai mare de două ori grosime. Pentru raze mai puțin de două ori grosime foaie aproximativ o treime grosime de la suprafața interioară raza de îndoire.
la calcularea lungimii martor sau a lungimii dezvoltate, trebuie luată în considerare deplasarea planului neutru. 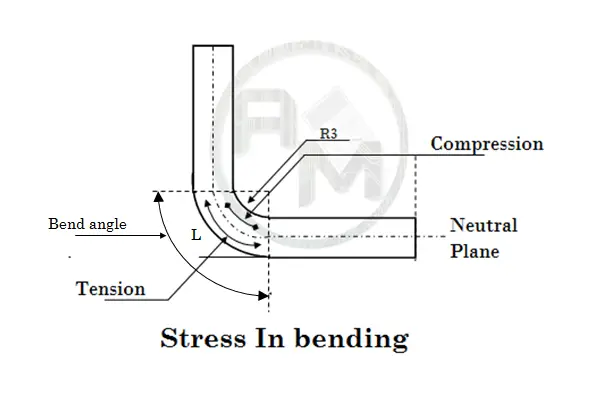 lungimea dezvoltată trebuie calculată de-a lungul planului neutru urmând formula.
lungimea dezvoltată trebuie calculată de-a lungul planului neutru urmând formula.


T= grosimea foii
R = raza interioară de îndoire
L= lungimea dezvoltată
a = Unghiul de îndoire în grad
exemplu: calculați lungimea dezvoltată sau lungimea goală pentru următoarele componente.
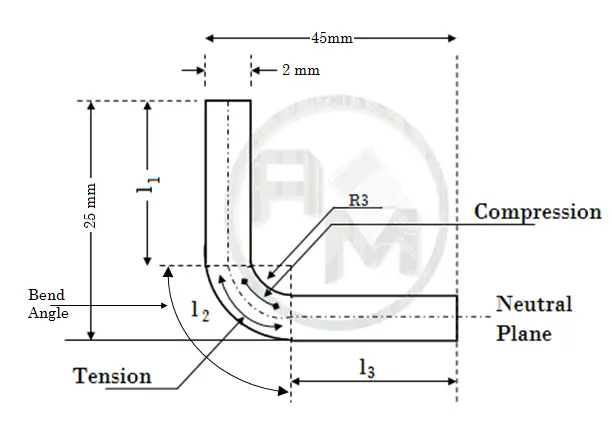
soluție: lungimea dezvoltată a componentei are două părți drepte l1′ l2 și o parte curbată L3.
dat:
raza interioară: 3mm
grosimea foii : 2 mm
Deci
l1 = 25 – ( grosime Foaie + raza Interioară ) =25 – 5 =20 mm
l3 = 45 – ( grosime Foaie + raza Interioară ) =45 – 5 =40 mm
Ca interior, raza de îndoire este mai mică de 4 ( de două ori grosimea tablei )
l2 = 
= (π/180) × 90 × ( 3+0.33 × 2 )
= 5.749 mm
Acum Total dezvoltat Lungime
= l1 + l2 + l3
= 20 + 5.79 +40
= 65.79 mm
proiectarea asistată de calculator a instrumentelor de presă
datorită cererii crescânde de instrumente de presă, un sistem CAD/CAM compact și practic pentru proiectarea instrumentului de presă poate automatiza următoarele funcții:
- verificarea desenului piesei de lucru pentru fezabilitatea fabricării din instrumentele de presare a procesului de ștanțare a tablelor.
- găsirea dimensiunii goale pentru operațiile de îndoire, formare sau desen.
- selecție pentru tipurile de instrumente de presă care urmează să fie utilizate.
- calcularea utilizării materialului, a pasului, a marginilor și a unghiului de orientare.
- decizia dispunerea pumni și centru de gambă.
- calculul forțelor de forfecare și dimensiunea matriței, striperului, șuruburilor, diblurilor etc.
- selectarea aparatului de presare și a setului de matrițe.
- Elaborarea desenelor de asamblare și a desenelor de detaliu.
proiectarea instrumentului de presă asistată de Computer include diverse module, cum ar fi modulul de verificare a pieselor de lucru, modulul de dimensiune goală a lungimii dezvoltate, modulul de cuibărire, modulul de dispunere a benzii și modulul de proiectare a matriței. Modulul de verificare a proiectării află Centrul de presiune, tonajul necesar, forța de stripare, dimensiunile pumnilor, matrițelor, striperului, striperului și plăcilor de perforare, nr. de șuruburi, știfturi de diblu, arcuri și știfturi knock-out.
modulul de proiectare creează desenul de asamblare cu mai multe straturi pentru diverse elemente de instrumente de presă, cum ar fi blocul de matriță, placa de matriță, pumnul, placa de perforare, striperul, placa de decupare, ejectorul etc.
Leave a Reply