Teollisuusventtiilien anatomia
valvomassa nesteen, kaasun ja joskus kiinteiden aineiden virtausta, venttiileillä on petollisen yksinkertainen työ. Kuten ON / off (tai himmennin) kytkin tangibles, jokainen venttiili on suunniteltu ja rakennettu ohjata liikettä tietyn materiaalin.
Teollisuusventtiilejä käytetään tuhansissa tuotteissa ja järjestelmissä vesiinfrastruktuurista öljynporauslauttoihin. Koska venttiileillä on niin monenlaisia käyttökohteita, tästä seuraa luonnollisesti, että venttiilejä on tuhansia, ellei miljoonia, muotoisia ja kokoisia. Ne myös kulkevat kirjo yksinkertaisesta erittäin monimutkaiseen.
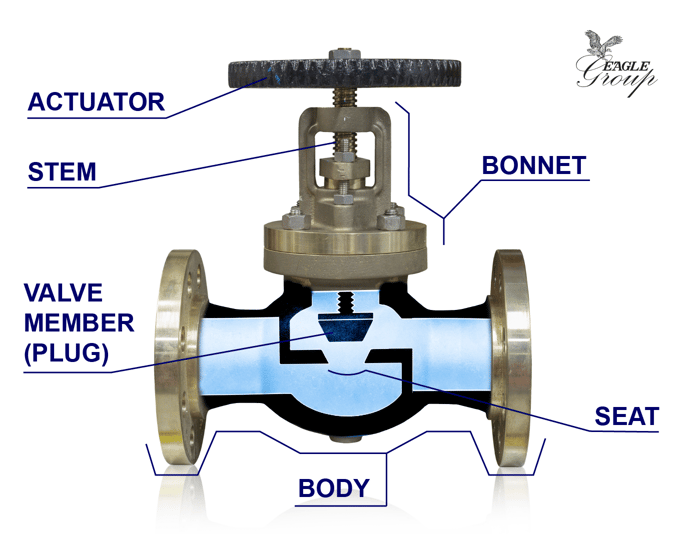
suuresta vaihtelusta huolimatta useimmat Teollisuusventtiilit voidaan jakaa samoihin perusosiin: koriin (tai koteloon), konepeltiin, toimilaitteeseen, venttiilinosaan ja istuimeen.
venttiilin runko
venttiilin runko eli kotelo on usein suurin komponentti. Materiaali virtaa rungon läpi porttien välillä, ja kaikki muut venttiilikomponentit kytkeytyvät siihen. Esimerkiksi tavallisessa porttiventtiilissä on kolme reikää: yläjuoksun portti, jossa materiaali virtaa koriin; alajuoksun portti, jossa materiaali lähtee korista, ja toinen reikä päälle Konepellin ja toimilaitteen yhdistämiseksi. Monissa venttiileissä on tietenkin myös kolme tai useampia portteja, mutta peruskokoonpano on samanlainen.
![]() riippuen venttiilin tyypistä, koosta ja monimutkaisuudesta, venttiilin runko voi koostua yhdestä kappaleesta tai olla valmistettu useasta erillisestä kappaleesta. Nykyaikaiset valuprosessit, joissa käytetään ytimiä, mahdollistavat monimutkaisten sisempien onteloiden lisäämisen. Näitä prosesseja, mukaan lukien kuori muotti valu, investment casting ja pysyvä muotti valu, käytetään usein valu venttiilit.
riippuen venttiilin tyypistä, koosta ja monimutkaisuudesta, venttiilin runko voi koostua yhdestä kappaleesta tai olla valmistettu useasta erillisestä kappaleesta. Nykyaikaiset valuprosessit, joissa käytetään ytimiä, mahdollistavat monimutkaisten sisempien onteloiden lisäämisen. Näitä prosesseja, mukaan lukien kuori muotti valu, investment casting ja pysyvä muotti valu, käytetään usein valu venttiilit.
Venttiilikansi
venttiilikansi ei ole välttämätön jokaiselle venttiilille, mutta useimmat tavalliset Teollisuusventtiilit sisältävät tämän komponentin. Konepelti kiinnittyy venttiilin rungon yläosaan joko venttiilin rungon sisällä olevilla kierteillä tai sekä rungon että konepellin laippoihin kiinnitetyillä pulteilla. Konepellin sisäiset ominaisuudet mahdollistavat lisäosien kiinnittämisen, kuten toimilaitteen ja venttiilikappaleen.
konepelti pysyy usein paikallaan venttiilin ollessa käytössä, mutta se voidaan irrottaa venttiilin sisäisten osien huoltamiseksi tai esteiden poistamiseksi. Joissakin tapauksissa konepelti yhdistetään runkoon yhtenä osana. Vaikka ne olisivat erillisiä osia, konepeltiä pidetään usein koko kotelon ominaisuutena. Ilman sitä venttiilin läpi virtaava materiaali vuotaisi, ja venttiilin aktivoiminen olisi mahdotonta.
Venttiilitoimilaite
toimilaitteet ovat tavallaan tärkein venttiilikomponentti. Ne tarjoavat mahdollisuuden hallita virtausta; ilman tätä kykyä venttiili on vain kanava tai säiliö. Toimilaitteet voivat olla yhtä yksinkertaisia kuin käsipyörä tai kahva tai yhtä monimutkaisia kuin tietokoneistettu, automaattinen venttiiliohjain.
perinteisessä istukkaventtiilissä käyttäjä kääntää käsipyörää venttiilin yläosassa, ja toimilaite liikuttaa vartta ylös ja alas Konepellin sisällä olevaa kierteistä kanavaa pitkin. Kun varsi liikkuu ylöspäin, se vapauttaa venttiilin jäsenen suppilomaisesta istuimesta ja päästää materiaalin virtaamaan venttiilin rungon läpi.
Venttiilijäsen
venttiilijäsen on komponentti, joka suoraan estää materiaalin virtaamisen rungon läpi. Riippuen venttiilin tyyppi, venttiili jäsen voi ottaa monia muotoja. Istukkaventtiileissä käytetään usein levymäistä venttiilijäsentä, jossa on kapenevat sivut, tai jopa pallomaista venttiilijäsentä, joka kiristyy suppilomaista istuinta vasten. Palloventtiilit ovat niin nimetty, koska ne käyttävät pallomaisia venttiilin jäseniä, leikataan niin, että ne mahdollistavat virtauksen, kun venttiili on auki. Läppäventtiileissä käytetään levymäisiä venttiilinosia, jotka pyörivät virtauksen sallimiseksi tai estämiseksi.
Venttiilinistuin
istuin on venttiilin rungon ominaisuus, joka toimii vastakohtana venttiilinjäsenelle. Kun venttiili suljetaan, venttiilin jäsenen ja istuimen tulee olla täydessä kosketuksessa, ja liitoksen tulee olla riittävän tiivis, jotta mikään materiaali ei pääse läpi. Istukkaventtiilissä istuin vastaa kapenevan, levymäisen venttiilijäsenen sivuja niin, että kun nämä kaksi osaa kohtaavat, ne muodostavat sinetin. Samoin läppäventtiileissä istuimet on rakennettu venttiilin runkoihin ja ne antavat tiivisteen muodostua, kun venttiilin jäsenet ovat täydessä kosketuksessa. Usein venttiilien istuimet on päällystetty kumilla tai teflonilla, jotta tiivis tiiviste muodostuu.
Lue lisää säätöventtiilien trimmauksesta Kimray-blogista.
teollisuusventtiilien valmistus
koska venttiilit koostuvat useista eri osista, niitä ei voi valmistaa yhdellä prosessilla. Metallivalu on valintamenetelmä useimpien venttiilikomponenttien tuottamiseksi, mutta ne on lähes aina työstettävä ennen niiden valmistumista.
suurimman lujuuden ja tiivistyskyvyn saavuttamiseksi venttiilirungot voidaan valaa yksittäisinä osina sekä muottien että porojen avulla. Kuorivalu, sijoitusvalu ja greensand valu kaikki tekevät suhteellisen helppo tuottaa onttoja osia monimutkaisia sisäonteloita. Tämän ominaisuuden vuoksi näitä kolmea prosessia käytetään usein valuventtiileissä.
![]()
venttiilien osien valun jälkeen seuraava vaihe on käyttää CNC-työstöä osien viimeistelyyn. Venttiilirungon sisään – ja uloskäyntiportit voidaan kierrättää niin, että venttiili kiinnittyy putkiin molemmin puolin. Myös venttiilirungon ja venttiilin Konepellin välinen liitäntä on usein kierteitetty, jolloin kaksi osaa voidaan liittää ja erottaa toisistaan huoltoa varten. Venttiilimekanismista riippuen toimilaitteita voidaan valmistaa enemmän koneistuksella kuin valulla. Luistiventtiileissä toimilaitteen ja venttiilijäsenen välinen Kierteitetty varsi voidaan joskus työstää kokonaan tankovarastosta. Jos venttiilikappaleita ei ole työstetty kokonaan, ne vaativat lähes aina jonkin verran koneistusta tarkan istuvuuden varmistamiseksi. Samalla tavalla, vaikka perusmuoto istuin voidaan sisällyttää venttiilin rungon valu, se on myös koneistettava varmistaa Tiukka sovi venttiilin jäsen.
lisätietoja valuventtiileistä ja koneistusventtiilikomponenteista löydät “venttiilityypit ja sovellukset” – postauksestamme.
Leave a Reply