Anatomie des Vannes Industrielles
Contrôlant le débit de liquide, de gaz et parfois de solides, les vannes ont un travail trompeusement simple. Comme un interrupteur marche / arrêt (ou gradateur) pour les objets tangibles, chaque vanne est conçue et construite pour guider le mouvement d’un matériau spécifique.
Les vannes industrielles sont utilisées dans des milliers de produits et de systèmes, des infrastructures hydrauliques aux plates-formes pétrolières offshore. Comme ils ont une telle variété d’applications, il s’ensuit naturellement que les vannes ont des milliers, voire des millions, de formes et de tailles. Ils couvrent également une gamme allant du simple au très complexe.
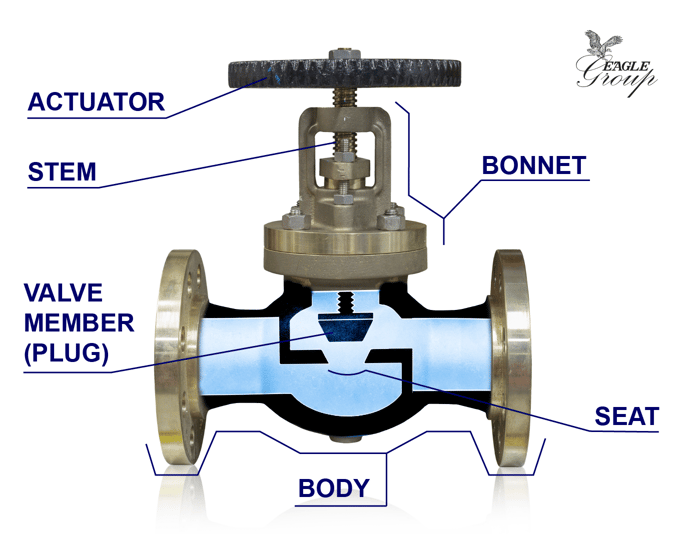
Malgré des niveaux de variation élevés, la plupart des vannes industrielles peuvent être décomposées en les mêmes composants de base: corps (ou boîtier), capot, actionneur, élément de soupape et siège.
Corps de vanne
Le corps ou l’enceinte de la vanne est souvent le composant le plus volumineux. Le matériau traverse le corps entre les ports et tous les autres composants de la vanne s’y connectent. Par exemple, une vanne à vanne standard comporte trois trous: l’orifice en amont, où le matériau s’écoule dans le corps; l’orifice en aval, où le matériau quitte le corps, et un autre trou sur le dessus pour connecter le capot et l’actionneur. Bien sûr, de nombreuses vannes ont également trois ports ou plus, mais la configuration de base est similaire.
![]() Selon le type, la taille et la complexité de la vanne, les corps de vanne peuvent être constitués d’une seule pièce ou être fabriqués à partir de plusieurs pièces distinctes. Les procédés de coulée modernes utilisant des noyaux permettent l’ajout de cavités internes complexes. Ces processus, y compris la coulée de moules en coquille, la coulée de précision et la coulée de moules permanente, sont souvent utilisés pour la coulée de vannes.
Selon le type, la taille et la complexité de la vanne, les corps de vanne peuvent être constitués d’une seule pièce ou être fabriqués à partir de plusieurs pièces distinctes. Les procédés de coulée modernes utilisant des noyaux permettent l’ajout de cavités internes complexes. Ces processus, y compris la coulée de moules en coquille, la coulée de précision et la coulée de moules permanente, sont souvent utilisés pour la coulée de vannes.
Capot de soupape
Le capot de soupape n’est pas nécessaire pour toutes les vannes, mais la plupart des vannes industrielles standard incluent ce composant. Le capot se fixe au sommet du corps de vanne à l’aide de filets à l’intérieur du corps de vanne ou de boulons fixés aux brides du corps et du capot. Les caractéristiques internes du capot permettent de fixer des composants supplémentaires, tels que l’actionneur et le clapet.
Le capot reste souvent immobile pendant l’utilisation de la vanne, mais peut être retiré pour entretenir les pièces internes de la vanne ou pour dégager le corps des obstructions. Dans certains cas, le capot est combiné avec le corps en une seule pièce. Même s’il s’agit de pièces séparées, le capot est souvent considéré comme une caractéristique de l’enceinte globale. Sans cela, le matériau traversant la vanne fuirait et il serait impossible d’actionner la vanne.
Actionneur de vanne
Les actionneurs sont, en quelque sorte, le composant de vanne le plus important. Ils offrent la possibilité de contrôler le flux; sans cette capacité, une vanne n’est qu’un canal ou un conteneur. Les actionneurs peuvent être aussi simples qu’un volant ou une poignée, ou aussi complexes qu’un contrôleur de vanne automatisé et informatisé.
Dans une vanne à clapet traditionnelle, l’opérateur tourne le volant en haut de la vanne et l’actionneur déplace une tige de haut en bas le long d’un canal fileté à l’intérieur du capot. Lorsque la tige se déplace vers le haut, elle libère l’élément de soupape du siège en forme d’entonnoir et permet au matériau de s’écouler à travers le corps de soupape.
Élément de soupape
L’élément de soupape est le composant qui empêche directement le matériau de s’écouler à travers le corps. Selon le type de vanne, l’élément de vanne peut prendre de nombreuses formes. Les vannes à clapet utilisent souvent un élément de soupape en forme de disque avec des côtés coniques, ou même un élément de soupape en forme de bille qui se resserre contre un siège en forme d’entonnoir. Les vannes à boisseau sphérique sont ainsi nommées car elles utilisent des éléments de soupape sphériques, coupés de sorte qu’ils permettent l’écoulement lorsque la vanne est ouverte. Les vannes papillon utilisent des éléments de soupape en forme de disque qui tournent pour permettre ou obstruer l’écoulement.
Siège de soupape
Le siège est une caractéristique du corps de soupape qui agit comme une contrepartie de l’élément de soupape. Lorsqu’une vanne est fermée de manière étanche, l’élément de vanne et le siège doivent être en contact complet et la connexion doit être suffisamment étanche pour qu’aucun matériau ne puisse passer. Dans une vanne à clapet, le siège correspond aux côtés de l’élément de soupape conique en forme de disque de sorte que lorsque les deux composants se rencontrent, ils forment un joint d’étanchéité. De même dans les vannes papillon, les sièges sont intégrés dans les corps de vanne et permettent la formation d’un joint lorsque les éléments de vanne sont en contact complet. Dans de nombreux cas, les sièges de soupape sont recouverts de caoutchouc ou de téflon pour permettre la formation d’un joint étanche.
En savoir plus sur la garniture de soupape de commande sur le blog Kimray.
Fabrication de vannes industrielles
Étant donné que les vannes sont composées d’un certain nombre de pièces différentes, elles ne peuvent pas être fabriquées en un seul procédé. La coulée de métal est la méthode de choix pour produire la plupart des composants de vannes, mais ils doivent presque toujours être usinés avant d’être finis.
Afin de fournir la plus grande résistance et capacité d’étanchéité, les corps de vannes peuvent être coulés en pièces détachées en utilisant à la fois des moules et des noyaux. Le moulage de coquille, le moulage de précision et le moulage au sable vert facilitent la production de pièces creuses avec des cavités internes complexes. En raison de cette propriété, ces trois procédés sont souvent utilisés pour la coulée de vannes.
![]()
Après la coulée des pièces de soupape, l’étape suivante consiste à utiliser l’usinage CNC pour terminer les pièces. Les orifices – où le matériau entre et sort du corps de la vanne – peuvent être filetés pour permettre à la vanne de se fixer aux tuyaux des deux côtés. L’interface entre le corps de vanne et le capot de vanne est également souvent filetée, ce qui permet de connecter et de séparer les deux parties pour la maintenance. Selon le mécanisme de la vanne, les actionneurs peuvent être produits en utilisant plus d’usinage que de coulée. La tige filetée entre l’actionneur et l’élément de soupape dans les vannes à guillotine peut parfois être entièrement usinée à partir d’un stock de barres. Si les éléments de soupape ne sont pas entièrement usinés, ils nécessitent presque toujours un usinage pour assurer un ajustement précis. De même, si la forme de base du siège peut être incluse dans la coulée du corps de soupape, elle doit également être usinée pour assurer un ajustement serré avec l’organe de soupape.
Pour plus d’informations sur les vannes de coulée et les composants de vannes d’usinage, consultez notre article “Types de vannes et applications”.
Leave a Reply