産業用バルブの解剖学
ラベルされたコンポーネントを持つ液体、ガス、時には固体の流れを制御するバルブは、一見単純な仕事をしています。 Tangiblesのためのオン/オフ(か調光器の)スイッチのように特定の材料の動きを導くように、あらゆる弁は設計され、造られる。
工業用バルブは、水インフラから沖合の石油リグまで、何千もの製品やシステムに使用されています。 それらに非常にいろいろ適用があるので、当然弁が形およびサイズのたくさん、そうでない何百万、入って来ことに続く。 彼らはまた、単純なものから非常に複雑なものまで色域を実行します。
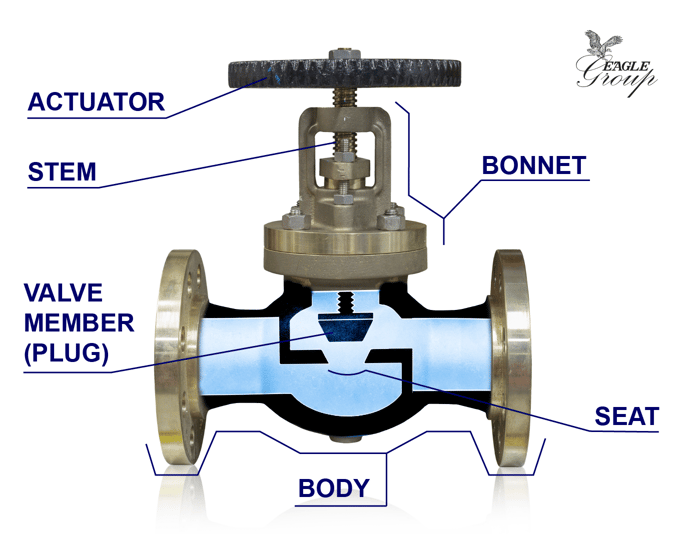
高いレベルの変動にもかかわらず、ほとんどの工業用バルブは、ボディ(またはエンクロージャ)、ボンネット、アクチュエータ、バルブ部材、シートなどの基本コンポーネ
バルブ本体
バルブの本体またはエンクロージャは、多くの場合、最大のコンポーネントです。 材料はポート間で本体を流れ、他のすべてのバルブ構成要素はそれに接続します。 例えば、標準的なゲート弁は3つの穴を備えています:材料がボディに流れる上流の港;材料がボディを去る下流の港、およびボンネットおよびアクチュエーターを接続する上の別の穴。 もちろん、多くのバルブにも3つ以上のポートがありますが、基本的な構成は似ています。
![]() バルブの種類、サイズ、複雑さに応じて、バルブ本体は単一のピースで構成されるか、いくつかの別々のピースから製造されることがあります。 中心を利用する現代鋳造プロセスは複雑な内部キャビティの付加を可能にする。 これらのプロセスは、貝型の鋳造、消失型鋳造法および永久的な型の鋳造を含んで、鋳造弁のために頻繁に使用されます。
バルブの種類、サイズ、複雑さに応じて、バルブ本体は単一のピースで構成されるか、いくつかの別々のピースから製造されることがあります。 中心を利用する現代鋳造プロセスは複雑な内部キャビティの付加を可能にする。 これらのプロセスは、貝型の鋳造、消失型鋳造法および永久的な型の鋳造を含んで、鋳造弁のために頻繁に使用されます。
弁のボンネット
弁のボンネットはあらゆる弁に必要ではないが、ほとんどの標準的な産業弁はこの部品を含んでいる。 ボンネットは、バルブ本体の内側のスレッドまたはボディとボンネットの両方のフランジに取り付けられたボルトのいずれかを使用して、バルブ本体の上部に取り付けられています。 ボンネットの内部特性により、アクチュエータやバルブ部材などの追加部品を取り付けることができます。
ボンネットは、バルブの使用中は静止したままであることが多いが、内部バルブ部品の修理や障害物の本体の清掃のために取り外すことができる。 いくつかのケースでは、ボンネットは、単一の部分として本体と組み合わされます。 それらが別の部品であっても、ボンネットは頻繁に全面的なエンクロージャの特徴として考慮される。 それがなければ、バルブを流れる材料が漏れ、バルブを作動させることは不可能であろう。
バルブアクチュエータ
アクチュエータは、ある意味で最も重要なバルブ部品です。 それらは流れを制御する機能を提供します; その能力がなければ、弁はチャネルまたは容器だけである。 アクチュエータは、ハンドホイールやハンドルのように単純なものでも、コンピュータ化された自動バルブコントローラのように複雑なものでもあります。
従来のグローブバルブでは、オペレータはバルブの上部にあるハンドホイールを回し、アクチュエータはボンネット内のねじチャネルに沿ってステムを上下 茎が動くと同時に、漏斗型の座席から弁メンバーを解放し、材料がバルブ本体を通って流れるようにする。
バルブ部材
バルブ部材は、材料が本体に流れるのを直接防止する部品です。 弁のタイプによって、弁のメンバーは多くの形で取ることができます。 地球弁は頻繁に先を細くされた側面が付いているディスク型弁メンバー、また更に漏斗型の座席に対してきつく締まる球型弁メンバーを利用する。 球弁は弁が開いているとき流れを可能にするように球形弁のメンバー、切口を使用するのでそう示されます。 蝶弁は流れを許可するか、または妨げるために回るディスク型弁のメンバーを使用する。
弁座
弁座は弁体の特性であり、弁体に対応する役割を果たします。 弁が閉まる密封されるとき、弁のメンバーおよび座席は完全な接触にあり材料が渡ることができないように関係は十分に堅くなければなりません。 地球弁では、座席は2つの部品が会うときシールを形作るように先を細くされた、ディスク型弁メンバーの側面に一致させます。 同様に蝶弁で、座席はバルブ本体に弁メンバーが完全な接触にあるとき造られ、シールが形作るようにする。 多くの場合、バルブシートはゴムかテフロンが堅いシールが形作るように塗られます。
制御弁トリムの詳細については、Kimrayブログを参照してください。
工業用バルブの製造
バルブは多くの異なる部品で構成されているため、単一のプロセスで製造することはできません。 金属鋳造は、ほとんどのバルブ部品を製造するために選択される方法ですが、それらはほぼ常に完成する前に機械加工する必要があります。
バルブ本体は、最大の強度とシール能力を提供するために、金型とコアの両方を使用して単一の部品として鋳造することができます。 貝の鋳造物、消失型鋳造法およびgreensandの鋳造はすべて複雑な内部キャビティが付いている空の部品を作り出すことを比較的容易にします。 この特性のために、これらの三つのプロセスは、多くの場合、バルブを鋳造するために使用されます。
![]()
バルブ部品を鋳造した後、次のステップは、部品を仕上げるためにCNC加工を使用することです。 弁が両側の管に付すように港は–材料がバルブ本体に入り、出るところ–通ることができる。 バルブ本体と弁のボンネット間のインターフェイスはまた頻繁に通り、維持のために接続され、分かれているように2つの部品がする。 バルブ機構によっては、鋳造よりも多くの機械加工を使用してアクチュエータを製造することができる。 ゲート弁のアクチュエーターと弁のメンバー間の通された茎は時々棒在庫から完全に機械で造ることができる。 弁のメンバーが完全に機械で造られなければ、精密な適合を保障するように機械で造ることをほとんどの場合要求する。 同様に、シートの基本形状は弁体鋳造物に含めることができるが、弁部材とのぴったりとした適合を確実にするために機械加工する必要もある。
鋳造弁および機械化弁の部品のより多くの情報のために、私達の”弁のタイプおよび適用”のポストを点検しなさい。
Leave a Reply