Anatomi Av Industrielle Ventiler
Kontrollere flyten av væske, gass og noen ganger faste stoffer, ventiler har en utrolig enkel jobb. Som en på / av (eller dimmer) bryter for tangibles, er hver ventil designet og bygget for å lede bevegelsen av et bestemt materiale.
industriventiler brukes i tusenvis av produkter og systemer, fra vanninfrastruktur til offshore oljerigger. Siden de har et så bredt utvalg av applikasjoner, følger det naturlig at ventiler kommer i tusenvis, om ikke millioner, av former og størrelser. De kjører også gamut fra enkle til svært komplekse.
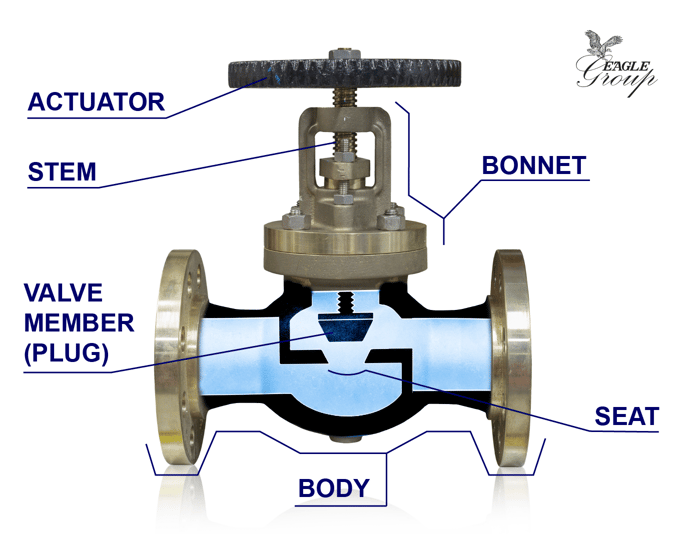
til tross for store variasjoner, kan de fleste industriventiler brytes ned i de samme grunnkomponentene: karosseri( eller kabinett), panser, aktuator, ventildel og sete.
Ventilhus
ventilens kropp eller kabinett er ofte den største komponenten. Materialet strømmer gjennom kroppen mellom portene, og alle andre ventilkomponenter kobles til den. For eksempel har en standard portventil tre hull: oppstrøms port, hvor materialet strømmer inn i kroppen; nedstrøms port, hvor materialet forlater kroppen, og et annet hull på toppen for å koble panseret og aktuatoren. Selvfølgelig har mange ventiler også tre eller flere porter, men grunnkonfigurasjonen er lik.
![]() avhengig av type, størrelse og kompleksitet av ventilen, kan ventilhus bestå av et enkelt stykke eller være fabrikkert fra flere separate stykker. Moderne støpeprosesser som gjør bruk av kjerner tillater tilsetning av komplekse indre hulrom. Disse prosessene, inkludert skallformstøping, investeringsstøping og permanent støpeformstøping, brukes ofte til støpeventiler.
avhengig av type, størrelse og kompleksitet av ventilen, kan ventilhus bestå av et enkelt stykke eller være fabrikkert fra flere separate stykker. Moderne støpeprosesser som gjør bruk av kjerner tillater tilsetning av komplekse indre hulrom. Disse prosessene, inkludert skallformstøping, investeringsstøping og permanent støpeformstøping, brukes ofte til støpeventiler.
Ventil Panseret
ventil panseret er ikke nødvendig for hver ventil, men de fleste standard industrielle ventiler inkluderer denne komponenten. Panseret festes til toppen av ventilhuset ved hjelp av enten gjenger inne i ventilhuset eller bolter festet til flenser på både kroppen og panseret. De indre egenskapene til panseret tillater at ytterligere komponenter festes, som aktuatoren og ventilelementet.
panseret forblir ofte stasjonært mens ventilen er i bruk, men kan fjernes for å betjene interne ventildeler eller for å fjerne hindringer. I noen tilfeller er panseret kombinert med kroppen som en enkelt del. Selv om de er separate deler, betraktes panseret ofte som en egenskap for det samlede kabinettet. Uten det ville materialet som strømmer gjennom ventilen lekke, og det ville være umulig å aktivere ventilen.
Ventilaktuator
Aktuatorer er på en måte den viktigste ventilkomponenten. De gir muligheten til å kontrollere strømmen; uten den evnen er en ventil bare en kanal eller en beholder. Aktuatorer kan være så enkle som et håndhjul eller et håndtak, eller så komplisert som en datastyrt, automatisert ventilkontroller.
i en tradisjonell kuleventil dreier operatøren håndhjulet øverst på ventilen, og aktuatoren beveger en stamme opp og ned langs en gjenget kanal i panseret. Når stammen beveger seg opp, frigjør den ventilelementet fra det traktformede setet og lar materialet strømme gjennom ventilhuset.
Ventilelement
ventilelementet er komponenten som direkte forhindrer at materialet strømmer gjennom kroppen. Avhengig av hvilken type ventil, kan ventilelementet ta på mange former. Globeventiler bruker ofte et skiveformet ventilelement med koniske sider, eller til og med et kuleformet ventilelement som strammer mot et traktformet sete. Kuleventiler er så kalt fordi de bruker sfæriske ventil medlemmer, kuttet slik at de tillater flyt når ventilen er åpen. Spjeldventiler bruker skiveformede ventilelementer som roterer for å tillate eller hindre flyt.
Ventilsete
setet er en egenskap ved ventilhuset som fungerer som motstykke til ventilelementet. Når en ventil er forseglet, skal ventilelementet og setet være i full kontakt, og tilkoblingen skal være tett nok slik at ingen materiale kan passere gjennom. I en globeventil passer setet til sidene av det koniske, skiveformede ventilelementet slik at når de to komponentene møtes, danner de en tetning. På samme måte i spjeldventiler er setene bygd inn i ventilkroppene og tillater en tetning å danne når ventilelementene er i full kontakt. I mange tilfeller er ventilseter belagt med gummi eller teflon for å tillate en tett tetning å danne.
Lær mer om kontrollventil trim På Kimray Bloggen.
Produksjon Industrielle Ventiler
siden ventiler består av en rekke forskjellige deler, kan de ikke produseres ved hjelp av en enkelt prosess. Metallstøping er metoden for valg for å produsere de fleste ventilkomponenter, men de må nesten alltid bearbeides før de er ferdige.
for å gi størst styrke og forseglingsevne, kan ventillegemer støpes som enkeltdeler ved å bruke både former og kjerner. Shell molding, investment casting og greensand casting gjør det relativt enkelt å produsere hule deler med komplekse indre hulrom. På grunn av denne egenskapen brukes disse tre prosessene ofte til støpeventiler.
![]()
etter støping av ventildeler, er neste trinn Å bruke CNC-bearbeiding for å fullføre delene. Porter – hvor materiale kommer inn og ut av ventilhuset – kan gjenget slik at ventilen kan festes til rør på begge sider. Grensesnittet mellom ventilhuset og ventilhetten er også ofte gjenget, slik at de to delene kan kobles til og separeres for vedlikehold. Avhengig av ventilmekanismen kan aktuatorer produseres ved hjelp av mer maskinering enn støping. Den gjengede stammen mellom aktuatoren og ventilelementet i sluseventiler kan noen ganger være maskinert helt fra bar lager. Hvis ventil medlemmer ikke er helt maskinert, de nesten alltid krever noen maskinering for å sikre en presis passform. På samme måte, mens den grunnleggende formen på setet kan inkluderes i ventilkroppstøping, må den også bearbeides for å sikre en tettsittende passform med ventilelementet.
for mer informasjon om støping ventiler og maskinering ventil komponenter, sjekk ut vår “Ventil Typer Og Programmer” post.
Leave a Reply